Проверете и настройте предавките на предавките
За да се гарантира правилното функциониране на конусни зъбни колела на главната предавка, е необходимо аксиалното движение на зъбните колела, когато предаването на въртящия момент през тях е минимално, следователно, предварително натоварването на коничните лагери е предварително заредено. С увеличаването на предавания въртящ момент се намалява херметичността на конусовидните лагери, но при стойности на въртящия момент близо до максимума, предавките получават минималното аксиално изместване, което води до намаляване на износването им.
Прекомерното натоварване обаче може значително да намали живота на лагера.
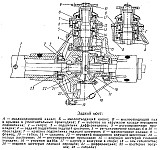
Фиг. Задвижващ механизъм задвижващ мост
Коректността на настройката на лагера се определя от количеството въртящ момент, който трябва да се приложи към валовете, монтирани върху лагерите, за да се завъртят. Моментът се измерва с инструмент за въртящ момент. Предварителното натоварване на конусните лагери 16 на главния задвижващ вал се регулира чрез промяна на дебелината на шайбите между вътрешните пръстени на лагерите. В този случай вътрешните пръстени се движат аксиално спрямо външните пръстени на лагерите, а разстоянието между коничната повърхност на вътрешния пръстен и коничната повърхност на външния пръстен на всеки от лагерите се променя; Степента на затягане на заострените ролки между пръстените също се променя. По същия начин са регулирани ролкови конични лагери на задвижващите конусни зъбни колела 13. Регулирането на ролковите конусни лагери на диференциалния корпус се извършва чрез завъртане на регулиращите гайки, което осигурява аксиално движение на външните пръстени на лагерите спрямо вътрешните.
След регулиране, предварителното натоварване на ролковите конични лагери регулира зацепването на конусовидната предавка със зъбното контактно място, за което се прилага тънък слой боя върху зъбите на водещата конусна предавка и след това предавките се завъртат. При правилно зацепване на зъбните колела, контактната пластина в задвижваната конусна предавка е около 2/3 от дължината на зъба и се измества леко към тясната му част, като е разположена в средата на височината на зъба.
В зависимост от местоположението на контактната пластира, регулирайте положението на предавките в съответствие с инструкциите на фабричните инструкции.
Позицията на задвижващата конусна предавка 14 се контролира чрез промяна на броя подложки между корпуса на лагера 16 и фланеца на главната предавка 18 и положението на задвижваната конусна предавка 13 с помощта на дистанционните елементи между двуредовото конусно тяло на ролковия лагер и страничния фланец на корпуса на главната предавка 18. Постигането на необходимата позиция на контактната пластира върху зъбите на задвижваната конусна предавка, контролира страничното хлабина между зъбите на задвижващите и задвижващите се конусни зъбни колела, което е средно 0,15 ... 0,3 mm.
Регулирането на предавката на конусовидната двойка се извършва чрез надлъжно движение на чашките 5, 10, 25, което се извършва чрез промяна на дебелината на уплътненията 6, 14 и завъртане на кръгли гайки.
Регулирането на предавките на конусни зъбни колела се извършва чрез придвижването им по техните оси с последващо фиксиране на колелата в желаното положение.
Регулирането на зъбните предавки може да се извърши чрез преместване на уплътнението под един капак на картера под другия. При правилно регулиране на предавката, движението на фланеца на опашката по окръжността с радиус от 40 mm трябва да бъде между 0 2 - 0 6 mm.
Не се препоръчва да се регулира предавката на зъбните колела, за да се намали страничното пространство между зъбите, когато те се носят, тъй като това ще доведе до нарушаване на относителното положение на повърхностите на сработване на зъбите и може да причини повреда. При смяна на износени предавки с нови, е необходимо да се регулира взаимното им положение с помощта на подложки. В този случай първо трябва да настроите лагерите.
Регулирането на предавките по време на монтажа във фабриката не произвежда, тъй като правилните зъбни предавки осигуряват подходящите допуски на свързващите се части. При ремонт, за да се компенсира износването на лагерите, проверете коректността на съединителя за предавките върху боята. Регулирането се извършва чрез отстраняване на част от уплътненията под фланеца на лагерния корпус на задвижващия вал. Страничният разстояние между aubyami трябва да бъде в рамките на 0 1 - 0 4 mm, което съответства на ъгловото изместване на карданния фланец на радиуса на отворите с 0 25 - 0 9 mm. Стандартният пакет включва уплътнения с дебелина от 0 100 - 0 085; 0 25 - 0 23 и 0 80 - 0 75 mm.
Зацепването на конусни зъбни колела на главната предавка се регулира чрез аксиални движения на валовете. Малки конусни зъбни колела се движат, променяйки броя на регулиращите шайби, монтирани между корпуса на вала на малка конусна предавка и основната предавка на картера. Стандартният пакет включва уплътнения с дебелина 0 05; 0 1; 0 2; 0 5; 10 mm. Уплътнители 0 1 и 0 5 mm са настроени при поискване.
Зацепването на конусни зъбни колела на главната предавка се регулира чрез аксиални движения на валовете. Малки конусни зъбни колела се движат, променяйки броя на регулиращите шайби, монтирани между корпуса на вала на малка конусна предавка и основната предавка на картера.
Регулирането на предавката върху боята според естеството на контактната пластира се извършва както следва.
Регулирането на предавката върху боята според естеството на контактната пластира се извършва както следва. Зъбите на едно колело се намазват с боя и двата колела, след прилепването им, се проверяват за два или три завъртания, в резултат на което върху зъбите на колелото се появяват отпечатъци, които не се намазват с боя, с което се оценява качеството на предавката. Както вече беше отбелязано, се взема предвид най-благоприятният отпечатък, когато колелата без усилие прехвърлят усилията с тънка част на зъба (виж ФИГ.
| Конусни зъбни колела на монтажната верига Видове отпечатъци от бои с неправилно затворени зъбни зъбни колела. |
Регулирането на зацепването в зависимост от естеството на контактната пластира се извършва както следва.
Регулирането на предавките на конусни зъбни колела на главната предавка се извършва след монтиране на задвижваната предавка в картера и проверка на лагерите. Монтаж на задвижващите конусни зъбни колела, произведени в зависимост от конструкцията на задния мост. Преди да я монтирате от колата, М-20 предварително монтира капака на картера и оста на валове с лагери и уплътнения. Външните пръстени на конусовидните ролкови лагери са монтирани в отворите на капака на картера до упор в края. Две щуцера се притискат в корпуса на оста на оста, като работната им повърхност се смазва с грес.
Нормалното зацепване на конусни зъбни колела ги предпазва от преждевременно износване и счупване и намалява триенето в зъбите. Такова зацепване на конусни зъбни колела е правилно, когато техните оси лежат в една и съща равнина, перпендикулярно една на друга, а върховете на конусите съвпадат. За да направите това, конусни зъбни колела трябва да бъдат монтирани в определено положение в корпуса на задния мост.
В резултат на износването на частите, зацепването на предавката може да се счупи. При значително износване на лагерите и техните монтажни седалки перпендикулярността на осите на предавките е прекъсната или осите може да не са в една и съща равнина; когато зъбите се износват, страничното хлабина между зъбните колела се увеличава и контактната повърхност се измества по височината на зъба.
В първия случай е необходимо да се подменят лагерите. За да възстановите първоначалното положение на предавките, като ги преместите в аксиална посока. Не се допуска компенсиране на износването на зъбите на зъбните колела чрез тяхното допълнително движение, тъй като при нормален клирънс между износени зъби върховете на конусите няма да съвпадат.
При сглобяване на задния мост, зъбното колело 28 (виж схемата на задния мост на трактора "Беларус") е настроено така, че разстоянието между задния му край и геометричната ос на диференциала да е 130 ± 0\u003e 15 mm. Това се постига чрез полагане под фланеца на стъклото на предния лагер на първичния вал на скоростната кутия. Страничната хлабина в зъбите на зъбните колела в диапазона от 0,25 - 0,50 мм се регулира от уплътнения 22 под фланците на дясното и лявото стъкло на лагерите на диференциалната ос. Коректността на зъбните предавки се проверява за боя: зъбите на зъбното колело се покриват с тънък слой боя и се завърта задвижваната предавка.
Ангажирането се счита за правилно, ако отпечатъкът на мастилото се намира не по-малко от 80% от дължината на зъба на задвижваната предавка, а средата на отпечатъка няма голямо изместване към основата или върха на зъба.
Размерът на страничното разстояние се определя от оловна плоча, навита между зъбите в голямата зъбна предавка, или чрез индикатор.
Коректността на предавката и степента на странично освобождаване на предавките, които са в експлоатация, се проверяват по време на рутинните ремонти на трактора или при поява на признаци на необичайна работа на конусни зъбни колела. В последния случай е необходимо да се провери дали няма никакви стружки, убождания и други неизправности на предавките, независимо дали короната на задвижваната предавка на главината или левия лагер на диференциалната ос е отслабена.
За да регулирате предавките на работните съоръжения трябва да бъде само в случай, когато задната ос се разглоби или ако празнината в зъбите надвишава 1,2 мм. Редът на такова регулиране е както следва: изключете спирачния прът и свалете капачките на чашките; завийте двата болта в монтажните отвори на фланеца, натиснете дясната чаша така, че да можете да отстраните уплътненията 22; по същия начин изтласквайте лявата чаша с размера на междината между зъбите на зъбните колела; Използвайки уплътненията, монтирайте по-голяма хлабина, като вземете предвид износването на зъбите и проверете коректността на подравняването на предавката по естеството на отпечатъка; след това напълнете лагерите на диференциалната ос с грес и поставете капаците на чашките така, че жлебовете в тях да съвпадат с отворите за подаване на масло в чашките.
Лагерите, страничните хлабини и контактите в зъбните колела на главното съоръжение на УАЗ-452 първоначално се настройват. В процеса на експлоатация те по правило не трябва да бъдат коригирани. Регулирането им е необходимо само при смяна на всякакви части, лагери или когато аксиалният хлабин в лагерите.
Повишената странична хлабина между зъбите на зъбните колела на главната предавка, която се появи в резултат на износването им, не може да бъде намалена чрез регулиране, тъй като в този случай ще се наруши относителното положение на ходовите механизми, което ще доведе до увеличаване на шума, което може да доведе и до счупване на зъбите.
Аксиалната хлабина в конусовидните ролкови лагери, които се появяват по време на работа, трябва да се елиминира, без да се нарушава положението на ходовата част на главната предавка. Страничното разстояние и зъбните колела в зъбите на главните предавки се регулират само при подмяна.
Когато се появи хлабината на оста на задвижваната предавка, тя се проверява през отвора за зареждане на маслото на отдалечените оси, е необходимо да се добавят шини със същата дебелина на дясната и лявата страна на сателитната кутия, като същевременно се гарантира, че задвижваната предавка се завърта с малко усилие.
Диференциалните лагери след подмяна на части се регулират както следва:
1. Натиснете вътрешните пръстени на диференциалните лагери върху шайбите на диференциалната кутия, така че между краищата им и краищата на сателитната кутия да има разстояние в рамките на 3.0-3.5 mm.
2. Монтирайте диференциалния блок в картера, поставете уплътнението в съединителя на картера, за да вземете предвид неговата дебелина при настройката, след което поставете капака и внимателно го завъртете в двете посоки, завъртете лагерите така, че ролките да заемат правилната позиция. Осите на корпусите в този случай трябва да са във вертикално положение. След това, без да се нарушава търкалянето на лагерите, равномерно свържете капака с картера с болтове и гайки.
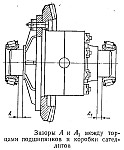
3. Развийте гайките и болтовете и свалете капака. Внимателно отстранете диференциала от картера и точно измерете размерите А и А1 между краищата на сателитната кутия и вътрешните лагери с помощта на сензор.
4. Да изберете пакет от уплътнения с дебелина, равна на сумата от измерените размери А + А1. За да се осигури предварително натоварване в диференциалните лагери към тези уплътнения се добавя още едно уплътнение с дебелина 0.2 mm. Така общата дебелина на избрания пакет от шини трябва най-накрая да бъде равна на А + А1 + 0.2 mm.
5. Отстранете вътрешните пръстени на диференциалните лагери от врата на сателитната кутия. Разделете избрания пакет от уплътнения приблизително наполовина. От страната на картера дебелината на уплътненията трябва да бъде с 0.3-0.4 mm по-голяма от дебелината на уплътненията от страната на капака. Това е необходимо, за да се предотврати допълнително страничното зацепване при регулиране на страничното хлабина в зъбите на задвижващата и задвижваната предавки.
6. Поставете уплътненията на гърлото на сателитната кутия и натиснете вътрешните лагери на лагерите, докато се спрет в краищата на кутията.
Аксиално движение на зъбното колело не е разрешено. Аксиалният клирънс в двойния конусен лагер и отслабването на неговото затягане нарушават правилното зацепване на зъбите на зъбните колела на главната предавка, причиняват въртенето на вътрешния пръстен от страната на салника, което води до износване на лицевата страна на фланеца, краищата на масления пръстен, дистанционния пръстен и унищожаването на подложките. Всичко това причинява преждевременно износване на зъбите на зъбните колела и разрушаването на лагерите на зъбното колело.
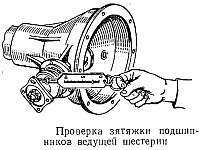
Регулирането на двойния конусен лагер се проверява чрез ръчно разклащане на фланеца. Ако усетите накланянето на зъбното колело в лагера, трябва да затегнете гайката. Ако гайката е затегната до пълно, и аксиалното движение не е елиминирано, тогава чрез намаляване на дебелината на пакета от подложки и затягане на гайката до повреда, регулирайте двойния конусен лагер, осигурявайки го с предварително натоварване, чиято стойност се проверява с пружинен динамометър.
В същото време е необходимо да се свали капака на картера, за да се отстрани диференциалът от задвижващия механизъм. При правилно регулиране, пружинният динамометър трябва да показва сила от 1,5–3 kgf при завъртане на предавката за отвора на фланеца. В процеса на затягане на гайката до повреда е необходимо да се извърши търкаляне на лагера, така че ролките да заемат правилното положение.
След регулиране на лагерите и дифференциалните лагери пристъпите към регулиране на страничния клиренс и предавките на зъбите на главните предавки. При регулиране на страничния просвет и положението на зъбните колела на главното съоръжение под конусовидния зъбно колело се настройва регулиращият пръстен. Дебелината на този пръстен трябва да бъде равна на 1,43 mm.
Регулираният двоен конусен лагер със задвижващо зъбно колело се притиска в картера до упор. За да се избегне повреда на пистата и ролките, натискната сила трябва да се предава през външния й пръстен. След това монтирайте масления пръстен и капака на двойния конусен лагер, който е леко равномерно закрепен с болтове, за да не предизвика деформацията му.
След монтирането на фланеца и шайбите, те затягат гайката и се търкалят в ролките, завъртайки фланеца. В картера се монтира диференциалът с задвижваната предавка. След като се монтира в равнината на картерния съединител уплътнение, с което са регулирани диференциалните лагери, свържете капака към картера с болтове и гайки. Когато се извърши такова предварително сглобяване, проверете страничното хлабина в зацепването в четири точки през всяко завъртане на зъбното колело.
За да направите това, с помощта на полуоси, задвижваната предавка трябва да се забави, а задвижващата предавка да се завърти в двете посоки, докато зъбите се докоснат. Страничната междина между зъбите на новите зъбни колела на главната предавка трябва да бъде в диапазона 0,1-0,3 mm. Тази междина съответства на стойност 0,2-0,6 mm, измерена с ъгловото движение на фланеца по дъгата на радиуса на отвора.

Страничното разстояние регулира пермутацията на уплътненията от едната страна на сателитната кутия до другата. Ако отстраните уплътнението от страната на капака, разликата в мрежата се увеличава, но ако добавите - пропастта намалява. Уплътненията могат да се пренареждат само от едната страна на другата, но те не могат нито да се намалят, нито да се добавят, тъй като това ще наруши регулираното предварително натоварване на диференциалните лагери.
След регулиране на страничното хлабина се проверява предавката на главните предавки. За да направите това, нарисувайте боята с определена консистенция на зъбите на задвижваната предавка. Течната боя се разпространява и оцветява повърхността на зъбите, което затруднява определянето на действителното местоположение на контактната пластира, твърде дебелата боя не се изстисква от празнините между зъбите.
С помощта на полуоси е необходимо да се забави задвижваната предавка и да се задвижи водещата в двете посоки, докато се покаже ясна контактна пластира. След получаване на правилния контакт на зъбите, проверете дали краищата на инсталацията на зъбните колела и страничните очила не са завършени. По-долу са типични контактни петна върху зъбите на задвижваните зъбни колела на главната предавка на задния мост и начините за постигане на правилно зацепване на предавките чрез преместване на задвижващите и задвижваните предавки.
Проверка на точността на предавките на главните предавки на задния мост на УАЗ-452 върху контактната част.

Преместването на задвижващото зъбно колело може да бъде постигнато чрез промяна на дебелината на регулиращия пръстен за преместване на задвижващата предавка от задвижващия, регулиращият пръстен трябва да бъде настроен на по-голяма дебелина, и обратно, за да се премести задвижващия механизъм към задвижващия, регулиращият пръстен трябва да бъде настроен по-малък.
Движението на задвижваната предавка е осигурено по същия начин, както при регулиране на страничния клиренс - чрез преместване на лагерите на диференциала. След приключване на настройката, неговото окончателно сглобяване.
Механичната трансмисия, работеща на принципа на зацепване, може да бъде назъбена и червячна.
Скоростите, от своя страна, са разделени на цилиндрични и конични. Но това не е последната класификация на съоръженията.
В зависимост от местоположението на зъбите спрямо оста на цилиндричните колела има:
- цилиндрични цилиндрични зъбни колела, най-прости в конструкцията и съответно в производството, те не създават аксиални натоварвания на валовете, следователно не се нуждаят от специални упорни лагери, което значително опростява сглобяването. Такива предавки се използват в механизми с малка работна скорост на въртене на вала. Недостатъкът на цилиндричните зъбни колела е много шум по време на работа на механизма, особено ако трансмисионните колела не са прецизно обработени;
- цилиндрични спирални зъбни колела, техните зъби са разположени по спираловидните линии на разделителния цилиндър. Тъй като зъбите на тези зъбни колела се задействат плавно, постепенно нивото на шума намалява и капацитетът на товара се увеличава. Въпреки това, благодарение на наклоненото разположение на зъбите, осовата сила има тенденция да движи колелото със вала по оста, следователно, когато се сглобяват спирални зъбни колела, се изисква аксиално фиксиране на вала;
- цилиндрична шеврона е колело, коронката на която се състои от редуващи се участъци от лявата и дясната част на зъбите. При такава конструкция отсъства аксиалната сила, която осигурява прехвърлянето на много големи мощности;
- вътрешно зъбно колело с цилиндрична трансмисия. Повърхностите на зъбните колела на тази предавка са разположени една в друга и колелата се въртят в една посока.
Преди да монтирате колелата на цилиндричните зъбни колела, проверете тяхното биене, т.е. концентричността на профила на зъбите спрямо диаметъра на отвора. За да направите това, зъбното колело се монтира върху твърдо монтиран дорник, между зъбите се поставя цилиндричен калибър, на който се поставя индикаторният крак и се записват показанията му. Завъртете дорника, преместете манометъра през два или три зъба и запишете отново показанията, продължете по този начин до пълното завъртане на дорника, след това от всички показания изберете най-големия и най-малкия. Ако получените отклонения не надвишават разрешеното (според техническите данни за даден механизъм), тогава колелото може да се сглоби.
Монтажът на цилиндрични зъбни колела се състои от следните технологични операции:
- подготовка и проверка на събраните единици. Зъбните колела на зъбните колела трябва да бъдат обработени, проверени за биене, измиване, изсушаване, те не трябва да бъдат дефекти под формата на убождания, закръгления, закръгления;
- монтаж на зъбни колела, разбира се, ако колелата са сгъваеми. Те обикновено се състоят от главина, която е изработена от стомана или чугун, и корона от зъби (висококачествена стомана или текстолит). Короната се притиска към диска на главината и се закрепва или чрез заваряване, или с помощта на стопери, които се завинтват в специално пробити отвори с резба върху коронката и диска на главината;
- монтаж и закрепване на зъбни колела на валове. Зъбните колела се поставят върху вала и тяхното положение се фиксира с ключове, шлици или болтове;
- монтаж на валове с зъбни колела в корпусни лагери;
- регулиране на зацепването на зъбите в отделна двойка колела и в трансмисията като цяло. За да регулирате качеството на предавките върху боята. Зъбите с по-малък диаметър на колелата са покрити с тънък слой боя и се сменят с няколко предавки на един завой и обратно. При правилно закачване, петна от боя върху двойното колело трябва да бъдат разположени в средната част на страничната повърхност на зъбите и да заемат най-малко 50–60% от височината на зъбната повърхност и най-малко 70–90% по дължина. Ако петна са изместени по дължината на повърхността, осите на валовете са изкривени. Преместването на петна във височина, по-близо до зъбното стъбло, показва намаляване на разстоянието между центровете на валовете и по-близо до главата на зъбите, увеличаването на разстоянието между центровете.
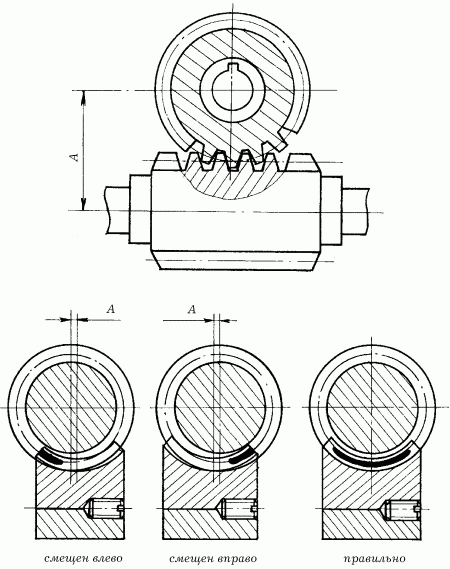
Скосените зъбни колела са неразделна част от зъбни колела, в които осите на валовете се пресичат под определен ъгъл (най-често са 90 °). Формата на зъбите на конусни зъбни колела може да бъде права, наклонена и кръгла. Колела с наклонени и кръгли зъби се използват в предавки, които изпитват тежки натоварвания и високи обороти на вала (например при предаване на въртене от скоростната кутия към задната ос на автомобила).
Техники за монтиране и закрепване на колела в конусни зъбни колела са подобни на тези за монтиране и закрепване на цилиндрични зъбни колела. Но при сглобяването на конусни зъбни колела трябва да се помни, че предавките на колелата са правилни, когато и двете колела са настроени по такъв начин, че съставните части на първоначалните конуси (I - I и II - II) съвпадат и приблизителните центрове на конусите (O и O1) съвпадат ( Фиг. 63).
Фиг. 63. Скосяване.
Преди да монтирате валове с конични колела, проверете коректността на относителното положение на осите на техните седалки, за които на седалките са монтирани две центрове в отворите: ако сондата влезе свободно в процепа между тях, подредбата на осите е правилна.
Нормалната работа на конусни зъбни колела е възможна само при наличие на странична пролука между зъбите на колелата.
Размерът на пролуката е различен за всеки тип механизъм и е в диапазона 0.08–0.20 mm. Измерете количеството страничен клиренс, който може да се пробва, ако колелата имат свободен достъп. Но управлението с помощта на оловни плочи е по-често срещано: между зъбите на свързващите колела се прекарва оловна плоча, а колелата се завъртат. Повторете операцията на няколко места, равномерно разположени по периферията, всеки път с нова плоча.
Микрометър (виж фиг. 1, б) измерва дебелината на всяка от деформираните плочи; размерът на празнината се определя като средно аритметично от получените измервания.
Ако действителната хлабина не съответства на изискваната стойност, нейният размер се регулира, за което едно от колелата се премества или към предвидения връх на конуса, за да се намали хлабината, или от него, за да се увеличи. А за да се фиксира новата позиция на конусни зъбни колела, уплътненията се монтират под техните носещи повърхности.
Сглобеният зъбен зъбен редуктор се проверява за качеството на предавката (проверка за боя е подобна на проверка на цилиндрични зъбни колела), за нивото на шума (при високо ниво на предаване те се изгарят в бавен режим), за триене (ако смазката не прегрее, тогава триенето в интерфейсите е нормално).
Червячните предавки се използват, ако геометричните оси на шахтите се пресичат една с друга, обикновено под ъгъл 90 °.
Червячната предавка се състои от червей и червячно колело. В същото време, червеят може да бъде прав - цилиндричен (1-2 зъба на червеното колело се захващат едновременно с него) - или globoid - вдлъбнат (5-6 зъба са едновременно засегнати тук, в резултат на което те са значително по-напред от цилиндрични червячни предавки). и ефективност). При сглобяване на червячните зъбни колела, преди всичко, лагерите са монтирани в корпуса на механизма, а вече и в тях - валовете, на които са монтирани червякът и червячното колело.
Преди окончателното закрепване на редуктора проверете коректността на зацепването на зъбите върху боята: в този случай, покрийте повърхността на винта на червея с тънък слой боя, след това я завъртете бавно (Фиг. 64).
Фиг. 64. Контрол на правилността на предавките на червячната предавка.
При правилно зацепване боята трябва да покрива страничната повърхност на зъбите на червячните колела по дължина и височина поне 50–60% (в средната част).
Можете да регулирате предавката на червячната предавка, като изберете подходящата дебелина на дясното или лявото уплътнение под фланеца на червячното колело (за удобство те са направени във формата на полукръгове, така че монтирането им не изисква демонтаж на сглобката, просто разхлабете винтовете). При много зъбни колела от този тип, лагерите, в които са монтирани червеите, са с резба, така че регулирането на предавките може да се извърши чрез завъртане на гайките, като се движат заедно с зъбните колела по оста.
От книгата: Korshever N. G. Работи върху метал