Program na řezání kulatiny pro pásové pily. Řezání polen: individuální a skupinový způsob
Kulatiny pro řezání jsou nejprve vyříznuty a rozděleny na části podél. Pořez kulatiny se provádí podélnými pilami (kotoučové, rámové nebo pásové pily) v počtu jedné pily nebo skupiny pil.
Řezání: jednotlivě nebo ve skupinách
Řezání kmenů jednou pilou se nazývá individuální, protože při každém řezu v libovolném směru se oddělí pouze 1 díl z jednotky suroviny. Řezání individuálním způsobem prováděné na pásové pile nebo kotoučové pile.
Skupinová možnost zahrnuje použití více než dvou pil, někdy může mít řezání kulatiny šestnáct až dvacet pil.
Všechny pily provádějí paralelní řezy. Bez prozrazení kvalit dřeva se provádí skupinový řez, jeho další název je slepá metoda.
Skupinové řezání je typičtější pro rámy pil, mnohem méně často se provádí kotoučovými pilami.
Individuální řezání kulatiny poskytuje možnost efektivněji využít vlastnosti různé části dřevo. Ale jeho výkon je nedostatečný pro hřebeny s malým a středním průměrem (do 30 nebo 40 cm). Skupinové řezání kmene se nepoužívá u kmenů s nadprůměrným průměrem (nad 80 nebo 90 cm), protože práce většiny pil při značné výšce řezu a velkém množství strojů je extrémně obtížná.

Způsoby řezání kmenů: a - kolébání; b - s tyčí pro jednu tyč; c - s tyčí pro dvě tyče; g - sektor; 1 - pro radiální řezivo, 2 - pro tangenciální řezivo; e - segment rozpadu; e - segment dřeva; g - kruhový.
Řezání kulatiny s velkým průměrem se provádí pouze individuálně. Upřednostňuje se také pro hřebeny středních a velkých velikostí s přítomností dřeva, které není zvlášť homogenní ve složení, což zahrnuje strom z přerostlého lesa a většinu tvrdých dřev (buk, dub), a proto je tato metoda široce používána. v Asii a Americe.
Skupinové řezání kulatiny je typické pro řezivo malého a středního průměru s relativně jednotnou strukturou nebo nízkou hodnotou. Toto kritérium platí pro jehličnany, některá jehličnany. To vysvětluje rozsáhlé zavedení skupinového řezání kmenů na rámech pil v Rusku a některých evropských zemích.
Řezy do dřeva se provádějí nasměrováním pily po délce dřevěných vláken (souměrně tvořící hřebeny) nebo kolmo (s úhlem sklonu) k délce vlákna. Pro řezání kmene ve skupině je charakteristický směr, který je rovnoběžný s osou kmenů.
Řezy jsou vedeny podle poloměrů kmene napříč (nebo blízko nich), tečně k růstovým prstencům (nebo blízko nich) nebo tak, že zaujímají mezilehlé místo. V první možnosti se získává radiální řezivo, ve druhé - tangenciální, v poslední - smíšené (polotangenciální, poloradiální).
Řezání s přesně definovaným směrem pro řezy (tangenciální, radiální nebo rovnoběžné s délkou vláken) se nazývá orientované.
Řezání kmenů prováděné tímto způsobem dodává pilařským produktům další vlastnosti, které byly zmíněny dříve. Zdůrazňujeme, že směr řezu se může stát samostatným kritériem pro zvýšení kvality řeziva získaného ve srovnání se dřevem nízkých jakostí. Největší výtěžnost řeziva při orientovaném řezání je dosažena individuální metodou řezání.
Zpět na index
Stávající způsoby řezání

Schémata postav: a - symetrická lichá postava; b - symetrické rovnoměrné nastavení; in - asymetrické doručení; 1 - jádrová deska; 2 - centrální desky; 3 - boční desky.
- kolébat se;
- kolem;
- bar;
- sektor;
- segment.
Podle rovnoběžného povrchu řezu se kulatina piluje kolébáním, čímž se získá neomítaná deska. Z toho budou prostřední patřit k radiálnímu řezání, boční od okrajů - k tečnému a zbytek bude mít mezilehlé místo.
Řezání kulatiny kolébáním se používá, když se plánuje pořízení neomítané desky. Například za účelem jejich dalšího řezání na relativně krátké polotovary. Tato metoda se často používá k získání omítaných desek z tenkých kulatin, protože u jiných možností dochází k silnému zmenšení šířky desky. Například je 1,16krát více možné získat šířku hraněného prkna při řezání kolébkou (zde je šířka 0,73) než u metody paprsku (šířka prkna dosahuje 0,63 průměru horní části log).
Řezání kulatiny s lištou se provádí následovně: nejprve se z kulatiny vyřízne dvoulanový nosník s bočními deskami a následně se nařeže na desky. Všechna prkna od středu jsou obroušená, rovnoměrně široká, jejich šířka se rovná tloušťce řeziva. Přítomnost takových desek získaných z kulatiny je 65-70% z celkového objemu řeziva. To umožňuje přijímat objednávky na řezivo dané šířky, která je vlastní řezání kulatiny tangenciální metodou.
Pokud mají kmeny velký průměr, pak se řezání kmenů provádí metodou řezání pomocí dvou a tří tyčí v řezném vzoru. To se vysvětluje skutečností, že požadovaná šířka desky a průměr kulatiny mají velký rozdíl. Řezání kulatiny se dvěma tyčemi při výrobě omítaných desek je možné, pokud je průměr kulatiny 30 cm, s průměrem 45 cm - řezání kulatiny se třemi tyčemi. Individuálním i skupinovým způsobem lze vyrobit variantu s lištou na řezání kulatiny.

a - na lince agregovaného zpracování kulatiny (LAPB); b - na frézování-
pily; c - na frézkách a cvalovacích strojích; 1 - omítané desky; 2 - technologické třísky: 3 - neomítané desky; 4, 5 - dvoubřité a čtyřbřité tyče, resp.
Sečteno a podtrženo: po odříznutí další desky lze poleno otáčet kolem své podélné osy, kolikrát chcete. Každý následující řez tímto způsobem může mít směr:
- paralelní s předchozím;
- kolmo na předchozí;
- v jiném úhlu.
Kotoučové řezání kulatiny se používá výhradně při individuálním řezání.
Obvykle se volí rovnoběžné a často kolmé směry.
Řezání kmenů segmentovým způsobem spočívá v řezání tenkého trámu nebo několika desek ze střední části kmene a ze stran jsou získány 2 desky, které mají v příčném řezu podobu segmentů.
V budoucnu lze tyto desky řezat dvěma způsoby: kolmým řezáním podle vrstvy (získávají se hlavně radiální řezané produkty) nebo paralelním řezáním podle vrstvy (získávají se tangenciální řezané produkty). První verze segmentů se používá na rámech pil k získání radiálního řeziva, kulatiny se řežou o průměru větším než 30 cm Řezání podle tohoto schématu lze provádět individuálně.
Řezání kulatiny druhým způsobem segmentu z hlediska geometrické polohy se příliš neliší od řezání nahodilým, ale řezání desek lze v tomto případě provádět pouze individuálně.
Řezání kulatiny sektorovou metodou: nejprve se kulatina nařeže na 4-6 prvků, které po rozříznutí mají tvar sektorů. Každý jednotlivý sektor je následně rozřezán na desky v radiálním nebo blízkém směru.
Zpět na index
Nařežte špalky na prkna motorovou pilou pomocí vertikální trysky

Zde je důležité poznamenat, že v tomto případě není vyžadováno profesionální řezání kulatiny s minimálním množstvím odpadu. Pokud má farma motorovou pilu se speciální tryskou pro podélné řezání kulatiny, lze se vyhnout mnoha malým problémům. Například k zabednění díry ve stodole potřebujete několik desek. A stará jabloň mezitím na zahradě uschla. Pomocí trysky je dobrá příležitost získat chybějící materiál.
Pro účely podélného řezání kulatiny má motorová pila vertikální a horizontální zařízení. Nejjednodušší je možnost číslo 1. Adaptér je připevněn k pneumatice na základně pily. Vodicí lišta zajišťuje přímost pohybu adaptéru. Celá konstrukce je připevněna k desce, která slouží jako zdůraznění pro řezání a zároveň jako vodítko. Přesnost takového zařízení je nízká: mohou řezat pouze hrubé desky nebo polena obyčejného čtvercového tvaru. I když jiný úkol pro zařízení neexistuje.
Zpět na index
Horizontální řezání motorovou pilou
Řezání kmenů s vyšší přesností je možné díky horizontální provedení, představující pevný rám připevněný k pneumatice motorové pily na dvou místech - na konci a na její základně. Současně lze posouvat upevňovací body nastavením požadované šířky řezu. Přirozeně je takové zařízení určeno pro řezání malého kmene o průměru rovná délce pneumatiky.
Pomocí vodícího prvku lze nastavit požadovanou tloušťku desek. První horizontální řez kulatiny je obtížnější než ostatní. Pro získání dokonce řezat dřeva, je na kládu připevněn přídavný vodicí rám, který slouží jako základ pro doraz. V dalších fázích řezání kulatiny na desky bude základní plochou pro zarážku, stejně jako vedení, již rovný povrch získaný v předchozím řezu.
Je důležité si uvědomit, že při vší snaze snížit odpad na minimum to nebude fungovat, protože to lze provést na konvenční pila. Pro začátek by měl být kmen zarovnán odříznutím horní části ze všech stran. A teprve poté začnou klády řezat na desky.
Výpočet optimálního řezu kmene pomocí Excelu. Pro každou pilu je důležité co nejvíce minimalizovat surovinové plýtvání při výrobě. Na tom výrazně závisí rentabilita výroby stavební kulatiny.
Příklad výpočtu řezaných stavebních deníků v Excelu
Program pro výpočet řezu kulatiny bude užitečný pro malé podnikatele, kteří jsou připraveni vytvořit vlastní podnik na výrobu zaoblených kulatin a stavbu dřevěných
Do řezu se přivádí určitý počet polen, každý o délce 10 metrů. Pila podepsala smlouvu na dodávku surovin ze dřeva v následujícím množství:
- 100 polen po 5 metrech;
- 200 polen po 4 metrech;
- 300 polen po 3 metrech.
Jaký by byl optimální počet kmenů, které je třeba nařezat, aby byly splněny smluvní podmínky? Jinými slovy, jak řezat desky s minimálním množstvím odpadu z výroby?
Řešení problému řezání kulatiny
Pro vytvoření modelu řešení je nutné určit všechny možné možnosti nařežte klády o délce 10 metrů na 3-, 4- a 5metrové úseky s přihlédnutím k délce odpadu. Výsledkem těchto výpočtů je identifikace 6 možností řezání:
- 2 trámy po 5m (0m odpadu).
- 2 trámy 5m + 4m (1m odpad).
- 2 trámy 5m + 3m (2m odpad).
- 3 trámy 3m + 3m + 4m (0m odpad).
- 2 trámy po 4m (2m odpadu).
- 3 trámy po 3m (1m odpadu).
Podle stavu problému je X i řezáno metodou i. Pak bude schéma správné:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Můžete vytvořit systém takto:

Dalším krokem je příprava stolu Microsoft Excel, který bude obsahovat počáteční podmínky problému.
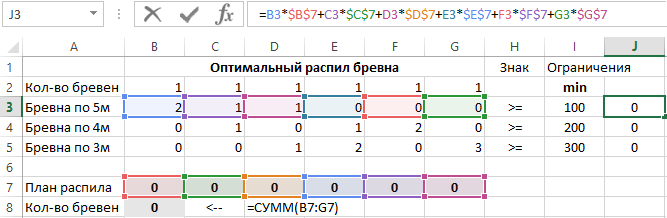
Pro výpočet levé strany omezení a účelové funkce jsou zavedeny odpovídající vzorce. Vyplňte buňky J3:J5 těmito vzorci:
A do buňky B8 zadejte vzorec: =SUM(B7:G7).
Dále se vyplní formulář modulů „Vyhledat řešení“ a „Parametry pro hledání řešení“. Chcete-li to provést, přejděte do buňky B8 a použijte nástroj na kartě "DATA" - "Analýza" - "Hledat řešení". Pokud tento nástroj na této kartě nemáte, přečtěte si pokyny.
Při řezání dřeva je důležité okamžitě spočítat, jaká bude spotřeba, protože to ovlivní cenu řeziva. Výstup hotových výrobků může být odlišný. Vše závisí na kvalitě použitého dřeva, zda jsou přijata opatření k optimalizaci řezání. Existují speciální opatření ke zvýšení efektivity práce, lepšímu výkonu a vyšší kvalitě řezání. Před řezáním musíte nejprve vše spočítat. Není to tak těžké, jak by se mohlo zdát, ale náklady kulatiny bude optimální, přínosné pro získání vynikajících výsledků.
Jak zvýšit účinnost řezání
Aby byl výtěžek řeziva významný, je nutné použít speciální opatření ke zvýšení účinnosti procesu:
- Výpočet by měl být prováděn pouze při použití speciálních programů, ručně bude mít nízkou účinnost, míra odmítnutí se ukáže být velká.
- Kulaté řezivo je nutné nejprve roztřídit, aby zpracování proběhlo správně.
- Pro řezání musí být použito vysoce kvalitní zařízení. V opačném případě bude množství odpadu velké a kvalita výsledného řeziva se sníží.
- Nejlepší je nejdříve nařezat široké řezivo, zpracování úzkého řeziva trvá déle.
- Protokoly se nedoporučují trvat dlouho.
- Před prací musíte zařízení nakonfigurovat.
Výstup hotového řeziva může být odlišný. Je třeba si uvědomit, že v první fázi se získávají desky, pak se třídí. Tím se procento ještě více snižuje, např. u listnatých dřevin to může být jen 10-20%.
Jak optimalizovat řezání

Aby se zvýšila produkce řeziva, musí být proces řezání optimalizován. To se týká především těch polotovarů, které mají výrazné zakřivení. Chcete-li řezat zakřivené kulatiny, musíte provést řadu akcí:
- Nejprve se pro práci vybere pouze vhodné dřevo. Pokud mají zbývající polena hnilobu, klíčky, praskliny na koncích, je nutné některé sekce oříznout.
- Pokud je během provozu nalezeno shnilé jádro, můžete jej opatrně odstranit a zbytek odříznout. Vyhnete se tak velkým ztrátám, pořiďte si desky o délce 1 m v požadované kvalitě.
- Doporučuje se používat polena s větším průměrem, aby bylo procento výtěžnosti vyšší. Koeficient může být 1,48-2,1, ale vše závisí na průměru, kvalitě kulatiny, třídění a vybavení. Pro rámové dílny bude tento koeficient 1,48-1,6 a pro linky s frézovacím zařízením - 1,6 pro velké dřevo. U kulatiny o průměru 12 cm a více může koeficient překročit 2,1.
Objem odpadu po řezání
Aby hotová deska vyšla s velkým procentem, je nutné vše správně připravit, práce by měly být prováděny pouze v souladu s technologií. Kulaté dřevo jehličnatých a listnatých plemen dává různý výkon. V druhém případě je objem menší, i když je použito speciální přídavné zařízení. Jehly pro řezání jsou považovány za pohodlnější, protože kmen je rovný a kmen má větší průměr. Jehličnatý les není tak náchylný k rozkladu, takže je méně sňatků. U tvrdého dřeva se obvykle používají 2 technologie řezání:

- pomocí pásové pily na Z75, Z63;
- do kolapsu, kdy je v jádru materiálu vyříznut poloviční paprsek, který prochází vícelopatkovým strojem.
Objem pásové pily je 40-50%. Při použití technologie v závalu je výtěžnost různá, lze ji zvýšit až na 70 %, ale náklady na takovou práci jsou vyšší. Pokud se řezá kulatina, jejíž délka je 3 m, můžete vidět, že procento zmetků je poměrně velké a zbývající materiál vyžaduje zpracování. To platí pro volně ložené desky 22x105 (110, 115) x3000 mm. Existuje mnoho možností pro takové manželství. Může se například jednat o červí díru, která se již pro většinu zaměstnání nehodí.
Po vytřídění bude objem materiálu z tvrdého dřeva stupně 0-2 činit pouze 20-30 % množství, které se získá po řezání. To znamená, že z celkové hmoty vytěžené kulatiny bude výkon běžné desky pouze 10-20%. Zbytek materiálů se používá hlavně na palivové dřevo. Jehličnatá kulatina bude mít jiný výnos, ale je třeba věnovat pozornost tomu, jaké průměrné hodnoty získaného objemu jsou pozorovány.
výstup řeziva
Aby byla výtěžnost řeziva optimální, je třeba vzít v úvahu řadu podmínek. Pro správný výpočet můžete zvážit příklad produkce kulatiny. Údaje byly získány o skutečných zkušenostech specialistů a o výkonu pil. To umožňuje porovnávat procenta a vypočítat optimální průměry.
U jehličnanů je možný následující výstup:

- Pro neomítaná deska a jiných neomítaných materiálů při řezání bude výtěžnost 70 %. Jedná se o množství materiálu získaného při zpracování, množství odpadu bude 30 %.
- U omítaného materiálu bude při použití pil na 63, 65, 75 nižší výtěžnost řeziva, kolem 45 %. V pásové pily oram výstup je obvykle až 55-60% hotového materiálu. Pokud použijete prostředky ke zlepšení účinnosti, můžete dosáhnout 70 %, i když to vyžaduje hodně zkušeností.
- 70-75 % řeziva lze získat z pily, i když s metodami zvýšení účinnosti to může být klidně 80-75 %. Ale zkušenosti jsou potřeba.
Podle GOST 8486-86 je pro stupeň 0-3 procento výnosu, s výjimkou třídění, přibližně 70%.
Dalších 30 % může být ponecháno na vyřazení hotového materiálu. Vyřazený materiál se nevyhazuje, používá se k výrobě jiných druhů řeziva, které umožňují přítomnost určitého manželství.
Kulaté dřevo z tvrdého dřeva má jiné procento výtěžnosti:
- Pro neomítaný materiál - 60%.
- Pro omítané dřevo - až 35-40%, protože zakřivení původního tvrdého dřeva je obvykle velké.
Výkon lze zvýšit, k tomu se používá přídavné zařízení. Může to být speciální vícepilový stroj, stroj na ořezávání hran, stroj na bram. V tomto případě se ukáže, že se zvýší výnos řeziva asi o 20%. Uvedené procento je uvedeno na základě údajů o výrobě desek třídy 0-4. Při třídění tříd 0-1 je procento produkce řeziva 10 %. Chcete-li získat kostku hotového materiálu s hranou z tvrdého dřeva, je nutné nařezat 10 kostek původní kulatiny na řezání.
Výstup řeziva z kulatiny může být různý. Vše závisí na původních dřevinách, které pila používá. Speciální opatření ke zvýšení efektivity vám umožní získat vyšší procento, než je možné, ale k tomu je potřeba mít určité pracovní zkušenosti.
Všechny fotky z článku
V tomto článku si povíme, jak probíhá řezání kulatiny na pásové pile. Kromě toho zvážíme, jaká jsou kritéria pro výběr jednoho nebo druhého způsobu zpracování dřeva a jak to ovlivňuje vlastnosti hotového řeziva.
Metody řezání kulatiny za účelem získání různého řeziva byly vyvíjeny a zdokonalovány již dlouhou dobu, protože je to jediný způsob, jak z masivního kmene stromu získat omítané prkno, řezivo a další kategorie podobných výrobků.

Po dlouhou dobu až dodnes se metody zpracování dřeva vyvíjely a navíc se objevilo nové, produktivnější zařízení, které umožňuje získat potřebné řezivo rychle a s minimálním množstvím výrobního odpadu.
Vlastnosti zpracování dřeva
Výuka zpracování surovin a získávání řeziva se skládá z řady technologických operací, včetně podélného řezání kulatiny, ořezu řeziva a řezání na šířku, třídění podle standardních velikostí, třídění podle kvality zpracování, sušení a skladování.
Každá z těchto fází je důležitá z hlediska kvality hotového výrobku. Ale právě řezání je časově nejnáročnější a nejzodpovědnější fází, během níž se tvoří hlavní vlastnosti hotového řeziva.
Vypracování plánu nařezávání kulatiny na řezivo (volba vhodného způsobu zpracování) závisí na druhu dřeva, na standardních velikostech surovin, na stupni vlhkosti, na hustotě a tvrdosti a na mnoha dalších faktorech. Samozřejmě způsob zpracování surovin je do značné míry dán úrovní technického vybavení podniku.
Zvažte, jaké zařízení se používá pro průmyslové řezání dřeva a jaké metody jsou relevantní pro každou kategorii tohoto zařízení.
Zařízení pro řezání a vlastnosti jeho použití
Pro podélné řezání kulatiny se používají následující kategorie zařízení:
- Jednopásové pily nebo kotoučové (kotoučové) pily jsou tradičním řešením, které se používá již dlouhou dobu.
- Skupina rámových pil je pokročilejším řešením, které umožňuje výrazně zvýšit produktivitu zpracování surovin, aniž by byla ohrožena kvalita hotového výrobku.
Podívejme se podrobněji na vlastnosti použití uvedených kategorií zařízení.
- Individuální řezání je metoda, při které se používají jednotlivé pily. V tomto případě lze při jednom průchodu pilou získat pouze jeden řez. Proto lze celý kmen stromu řezat na několik přejezdů.
Důležité: Výhodou individuálního řezání je nezávislost každého následujícího řezu na předchozím.
To znamená, že řezání může být prováděno v různých rovinách.
V důsledku toho je možné racionálněji využívat určité vlastnosti různých částí kulatiny.
Zároveň je tato metoda neefektivní, a proto není vhodná pro použití ve velkých dřevozpracujících podnicích.
- Skupinové řezání- tohle je technologický postup, při kterém se používá skupina rámových pil.
Výhoda této metody spočívá v tom, že kulatina je kompletně uříznuta jedním průchodem. To šetří čas a ve výsledku snižuje náklady na výrobu. Musíte si ale pamatovat, že skupinové řezání se provádí v jedné rovině.
K dnešnímu dni jsou nejrozšířenější tyto kategorie zařízení pro skupinové řezání:
- úzké svislé rámy, stroje s kotoučovými pilami, frézovací pily (průměr zpracovávaných surovin od 14 do 22 cm).
- středně lehké vertikální rámy (průměr od 24 do 48 cm)
- širokoúhlé vertikální rámy, dvojité a čtyřnásobné pásové pily (průměr zpracovávaných surovin nad 50 cm).