Kontroller og juster gearkasse gear
For at sikre korrekt drift af keglens gearkugler er det nødvendigt, at gearets aksiale bevægelse, når transmissionen af drejningsmoment gennem dem er minimal, er forspændingen af koniske lejer forlæst. Efterhånden som det overførte drejningsmoment øges, falder tætningen af de koniske lejer, men ved drejningsmoment tæt på maksimumet får gearene den mindste aksiale forskydning, hvilket resulterer i et fald i deres slid.
En overdreven forspænding kan dog dramatisk reducere lejelængden.
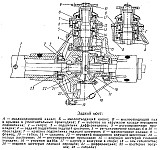
Fig. Drivmekanismen drives drevet aksel
Korrektionen af lagerjusteringen bestemmes af det drejningsmoment, der skal påføres akslerne monteret på lejerne for at dreje dem. Øjeblikket måles ved hjælp af et momentværktøj. Forspændingen af de koniske lejer 16 af hoveddrivakslen justeres ved at variere tykkelsen af skiverne mellem lejernes indre ringe. I dette tilfælde bevæger de indre ringe sig aksialt i forhold til de ydre ringe af lejerne, og afstanden mellem den koniske overflade af den indre ring og den koniske overflade af den ydre ring af hver af lejerne ændrer sig; Graden af klemning af de koniske ruller mellem ringene ændres også. Tilsvarende indstilles rullens koniske lejer af det drevne keglehjul 13. Justering af de forskallede husets rullende lejer foretages ved at dreje justeringsmøtrikkerne, som tilvejebringer aksial bevægelse af lejernes ydre ringe i forhold til de indre.
Efter justering regulerer forspændingen af de rullende koniske lejer skrågearindgrebet ved tandkontaktfladen, for hvilket der påføres et tyndt lag maling på tænderne på det førende skråhjul og derefter drejes gearene. Ved korrekt gearing af tandhjulene er kontaktplåstret ved det kørende skrå gear ca. 2/3 af tandlængden og skifter en smule til dens smalle del, der befinder sig midt på tandens højde.
Afhængig af kontaktpladens placering skal du justere gearets position i overensstemmelse med instruktionerne i fabriksinstruktionerne.
Driftskeglehjulet 14's position styres ved at ændre antallet af skiver mellem lejehuset 16 og flangen af hovedgearkassen 18 og positionen af det kørede keglehjul 13 ved hjælp af afstandsstykkerne mellem det to-rækkede koniske rullelejehus og hovedgearhuset 18's sideflange. Opnåelse af den nødvendige position af kontaktfladen på tænderne på det drevne keglehjul styrer sidevydelsen mellem tænderne på de drivende og kørede kugledrev, som i gennemsnit er 0,15 ... 0,3 mm.
Tilpasningen af gearet til skrå gearparet er lavet ved hjælp af langsgående bevægelse af kopperne 5, 10, 25, som udføres ved at ændre tykkelsen af pakningerne 6, 14 og dreje de runde møtrikker.
Justeringen af gearkuglens gearing sker ved at bevæge dem langs deres akser med den efterfølgende fastgørelse af hjulene i den krævede position.
Justering af gearkasse kan foretages ved at skifte pakningen fra under et krumtaphus dæksel under den anden. Ved korrekt justering af gearingen skal bevægelsen af skaftets flange omkring omkredsen med en radius på 40 mm være mellem 0-2-0 6 mm.
Det anbefales ikke at justere tandhjulsudvekslingen for at reducere sidespalten mellem tænderne, når de bæres, da dette vil medføre en krænkelse af den relative position af indløbsfladerne på tænderne og kan forårsage nedbrydning. Ved udskiftning af slidte gear med nye, er det nødvendigt at justere deres fælles position ved hjælp af shims. I dette tilfælde skal du først justere lejerne.
Justering af gearkuglerne under montering på fabrikken producerer ikke, da de korrekte gearkasser leverede passende tolerancer på parringsdele. Ved overhaling for at kompensere for slid på lejerne, kontroller gearkoblingens korrekte korrektion på malingen. Justeringen foretages ved at fjerne en del af pakningerne fra under flangen af drivhuset på drivdrevet. Den laterale clearance mellem aubyami skal ligge inden for 0 1 - 0 4 mm, hvilket svarer til vinkelforskydningen af kardanflangen på hullernes radius med 0 25 - 0 9 mm. Standardpakken indeholder pakninger med en tykkelse på 0 100 - 0 085; 0 25 - 0 23 og 0 80 - 0 75 mm.
Gearingen af keglehjulene på hovedgearet justeres ved aksiale bevægelser af deres aksler. Små keglehjulstræk bevæger sig, ændrer antallet af justeringsskinner installeret mellem akselhuset af et lille skråt gear og krumtaphusets hoveddrev. Standardpakken indeholder pakninger med en tykkelse på 0 05; 0 1; 0 2; 0 5; 1 0 mm. Pakninger 0 1 og 0 5 mm indstillet på efterspørgsel.
Gearingen af keglehjulene på hovedgearet justeres ved aksiale bevægelser af deres aksler. Små keglehjulstræk bevæger sig, ændrer antallet af justeringsskinner installeret mellem akselhuset af et lille skråt gear og krumtaphusets hoveddrev.
Justering af gearet på malingen i henhold til kontaktplasterets art fremstilles som følger.
Justering af gearet på malingen i henhold til kontaktplasterets art fremstilles som følger. Tændene på et hjul er smurt med maling, og begge hjul efter deres vedhæftning kontrolleres for to eller tre omdrejninger. Resultatet er, at der vises imprints på hjulets tænder, ikke smurt med maling, hvorved gearkvaliteten vurderes. Som allerede bemærket overvejes det mest gunstige aftryk, når hjul uden belastning overfører indsats af en tynd del af tanden (se fig.
| Kontrolkreds monteringskonstruktionskugler. | Typer af maling udskriver med fejlagtigt spidsede kuglehjul. |
Justeringen af indgrebet i henhold til kontaktplasterets art fremstilles som følger.
Justering af gearingen af keglehjulene på hovedgearet udføres efter installation af det drevne gear i krumtaphuset og kontrol af lejerne. Montering af de drevne kuglehjul produceret afhængigt af bagakselens konstruktion. Før monteringen af bilen M-20 monteres krumtapshusets dæksel og akselkroge med lejer og tætninger. De ydre ringe af koniske rullelejer er monteret i hullerne på krumtapshusets dæksel, indtil den stopper ved enden. To kirtler presses ind i akselakslens kappe, deres arbejdsflade smøres med fedt.
Normal indgreb med skrågear beskytter dem mod for tidlig slitage og brud og reducerer friktionen i tænderne. Et sådant indgreb med skrågear er korrekt, når deres akser ligger i samme plan vinkelret på hinanden, og keglens toppe falder sammen. For at gøre dette skal kugledrevet monteres i en bestemt position i bagakselhuset.
Som følge af slid på dele kan gearindgrebet blive brudt. Ved kraftigt slid på lejer og deres monteringssæder er tandhjulets vinkelrethed afbrudt, eller akslerne må ikke være i samme plan; Når tænderne slides ud, øges sidestykket mellem gearene, og kontaktfladen skifter langs tandens højde.
I det første tilfælde er det nødvendigt at udskifte lejerne. For at gendanne gearets oprindelige position ved at flytte dem i aksial retning. Kompensation af slid på tandhjul ved hjælp af deres ekstra bevægelse er ikke tilladt, da når der opstår normal clearance mellem slidte tænder, vil spidsens spidser ikke falde sammen.
Ved montering af bagakslen er tændhjulet 28 (se diagrammet for "Hviderusland" traktorens bagaksel) indstillet således, at afstanden mellem dens bageste ende og differensens geometriske akse er 130 ± 0\u003e 15 mm. Dette opnås ved at lægge under flangen af glasset på det forreste leje af gearkasseens primære aksel. Sidestykket i tandhjulene i området 0,25 - 0,50 mm reguleres af pakninger 22 under flangerne på højre og venstre briller i differentialakslens lejer. Korrektur af gearkasser kontrollerer efter maling: tandhjulets tænder med et tyndt lag maling og drej det kørende gear en tur.
Et engagement betragtes som korrekt, hvis blækaftrykket ligger mindst 80% af længden af tandhjulets tand og midten af aftrykket ikke har en stor forskydning til bunden eller toppen af tanden.
Mængden af lateral clearance bestemmes af en blyplade rullet mellem tænderne ved den store gearbase eller ved en indikator.
Korrekt gearing og antallet af lateral frigivelse af de gear, der er i drift, kontrolleres under rutinemæssige reparationer af traktoren eller når der opstår tegn på unormal drift af keglehjulet. I sidstnævnte tilfælde er det nødvendigt at kontrollere, om der ikke er spåner, nicks og andre funktionsfejl på gearene, om kronen på det drevne gear på navet eller venstre leje på differentialaksen er svækket.
For at justere gearkassernes gearing skal det kun være tilfældet, når bagakslen er adskilt eller hvis afstanden i tænderne overstiger 1,2 mm. Bestillingen af en sådan justering er som følger: Afbryd bremsestangen og fjern lågene på kopperne; skrue de to bolte ind i flangeens monteringshuller, tryk den højre kop ud, så du kan fjerne pakningerne 22; på samme måde, tryk den venstre kop ud af størrelsen af mellemrummet mellem tandhjulene; Ved hjælp af pakningerne skal der installeres en øget clearance under hensyntagen til slid på tænderne og kontrollere rigtigheden af gearkassejusteringen afhængigt af udskriftens art. Derefter fylder akselagerets lejer med fedt og sæt lågene på kopperne således, at rillerne i dem falder sammen med olieforsyningshullerne i kopperne.
Lejerne, sidespjældet og kontakten i gashåndtag i UAZ-452's hoveddrev indstilles oprindeligt fra fabrikken. Under drift skal de som regel ikke justeres. Justering af dem er kun nødvendigt, når der udskiftes dele, lejer eller når aksialklarationen i lejerne.
Øget lateral clearance mellem tandhjulets tandhjul, som fremkom på grund af deres slid, kan ikke reduceres ved justering, da i dette tilfælde vil den relative position af kørehjulene blive forstyrret, hvilket vil medføre en stigning i støj, eventuelt også at bryde tænderne.
Den aksiale spaltning i koniske rullelejer, som viste sig under driften, bør elimineres uden at forstyrre positionen af hovedgearets løbegear. Lateral clearance og gearing i tænderne på hovedgearene reguleres kun, når de udskiftes.
Når akselafstanden på det drevne gear vises, kontrolleres det gennem oliefilterhullet på fjernakslerne. Det er nødvendigt at tilføre shims af samme tykkelse til højre og venstre side af satellitboksen, samtidig med at det sikres, at det drevne gear drejes med en lille indsats.
Differentialelejer efter udskiftning af dele justeres som følger:
1. Tryk differentialens lejeres indvendige ringe på differentialboksens journaler, så der er et mellemrum mellem deres ender og enderne af satellitboksen inden for 3,0-3,5 mm.
2. Monter differentialenheden i krumtaphuset, sæt pakningen i krumtaphusets stik for at tage højde for dens tykkelse, når du justerer, og monter derefter dækslet og forsigtigt dreje det i begge retninger, rull rullerne, så rullerne tager den rigtige position. Husets akser skal i denne sag være lodret. Derefter forbindes dækslet med krumtaphuset med bolte og møtrikker uden at forstyrre rullens ruller.
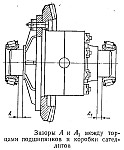
3. Løsn møtrikkerne og boltene, og fjern dækslet. Fjern forsigtigt differencen fra krumtaphuset og måle målene A og A1 mellem enderne af satellitboksen og de indvendige lejer med en følermåler.
4. At vælge en pakning af pakninger med en tykkelse svarende til summen af de målte dimensioner A + A1. For at give forspænding i differentielagrene til disse pakninger, tilføj en anden pakning med en tykkelse på 0,2 mm. Således skal den totale tykkelse af den valgte pakke af shims endelig være lig med A + A1 + 0,2 mm.
5. Fjern de indvendige ringe af differentielagrene fra halken af satellitboksen. Opdel den valgte pakning med pakninger ca. halvdelen. På krumtapets side bør tykkelsen af pakningerne være 0,3-0,4 mm større end tykkelsen af pakningerne på dækslet. Dette er nødvendigt for at forhindre lateral indgreb, når du justerer sideklarationen i tænderne på de kørende og drevne gear.
6. Installer pakningerne på satellitboksens hals og tryk på de indvendige lejer på dem, indtil de stopper ved enderne af kassen.
Aksial bevægelse af tandhjulet er ikke tilladt. Den aksiale frigivelse i det dobbelte koniske leje og svækkelsen af dens tilspænding overtræder det korrekte indgreb af tænderne på gearets tandhjul, hvilket bevirker, at den indre ring drejer sig fra kædesiden, hvilket resulterer i slitage af flangefladen, enderne af olieringen, afstandsringen og ødelæggelsen af skiverne. Alt dette forårsager for tidligt slid på tandhjulets tænder og ødelæggelsen af tandhjulets gear.
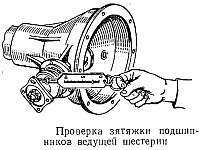
Justering af det dobbelte koniske leje kontrolleres ved at gnide flangen manuelt. Hvis du føler tandhjulets hældning i lejet, skal du stramme møtrikken. Hvis møtrikken strammes fuldt ud, og den aksiale bevægelse ikke fjernes, og derefter ved at reducere tykkelsen af pakken af shims og stramme møtrikken til svigt, skal du justere det dobbelte koniske leje, idet det forsynes med forladning, hvis værdi kontrolleres med en fjederdynamometer.
Samtidig er det nødvendigt at fjerne dækslet på krumtaphuset for at fjerne differencen fra den kørende gearkasse. Ved korrekt justering skal springdynamometeret vise en kraft på 1,5-3 kgf, når du drejer gearet til hullet i flangen. I processen med at stramme møtrikken til fiasko er det nødvendigt at fremstille rullning af lejet, således at rullerne tager den korrekte position.
Efter at tandhjulet og differencelagrene er indstillet, fortsæt med at justere sideklarationen og gearingen af tænderne på hovedgearene. Ved justering af sidespjældet og positionen af gearene på hovedgearet under den koniske lejebøsning skal justeringsringen indstilles. Tykkelsen af denne ring skal svare til 1,43 mm.
Justeret dobbelt konisk leje med drivgearkonstruktion trykkes ind i krumtaphuset til stop. For at undgå skader på løbebanen og rullerne skal pressekraften overføres gennem sin ydre ring. Derefter monteres olieringen og dækslet på det dobbelte koniske leje, som er let jævnt fastgjort med bolte for ikke at forårsage deformation.
Efter installation af flange og spændeskiver strammer møtrikken og ruller i rullerne og drejer flangen. I krumtaphuset indstilles differentialenheden med det kørende gear. Efter at have monteret i krumtapshusets konnektor en pakning, hvormed differentielagrene blev justeret, skal dækslet kobles til krumtaphuset med bolte og møtrikker. Når en sådan præ-montering er lavet, skal du kontrollere sideklarationen i indgreb på fire punkter gennem hver omdrejning af tandhjulet.
For at gøre dette ved hjælp af halvaksler skal det drevne gear sænkes, og drivgearet skal drejes i begge retninger, indtil tænderne rører. Sidegabet mellem tænderne på hovedgearets nye gear skal ligge i området 0,1-0,3 mm. Dette mellemrum svarer til en værdi på 0,2-0,6 mm målt ved vinkelbevægelsen af flangen langs bue i hulradius.

Sideklarering regulerer permutationen af pakninger fra den ene side af satellitkassen til den anden. Hvis du fjerner pakningen fra siden af dækslet, stiger mellemrummet i nettet, men hvis du tilføjer - spalter afstanden. Pakninger kan kun omstilles fra den ene side til den anden, men de kan hverken reduceres eller tilføjes, da dette vil bryde den justerede forspænding af differentielagrene.
Efter justering af sidespjældet kontrolleres gearingen af hovedgearene. For at gøre dette skal du male farven af en vis konsistens på tænderne på det drevne gear. Flydende maling spredes og pletter overfladen af tænderne, hvilket gør det vanskeligt at bestemme den faktiske placering af kontaktplastikken, for tyk maling presses ikke ud af hullerne mellem tænderne.
Ved hjælp af halvakser er det nødvendigt at bremse det kørende gear og køre den førende i begge retninger, indtil der er angivet en klar kontaktpatch. Efter modtagelsen af den korrekte flammekontakt af tænderne skal du kontrollere installationen af tandhjul og sideklapperne. Følgende er typiske kontaktplaster på tænderne på de bageste aksels hoveddrev og måder at opnå korrekt gearing af gearene ved at flytte de kørende og drevne gear.
Kontrollerer rigtigheden af gearene på hovedgearet på bagakslen på UAZ-452 på kontaktfladen.

Flytning af drivgearet kan opnås ved at ændre justeringsringens tykkelse for at flytte drivgearet væk fra den drevne, justeringsringen skal indstilles til en større tykkelse og omvendt for at flytte drivgearet til den drevne, justeringsringen skal indstilles mindre.
Bevægelsen af det drevne gear sikres på samme måde som ved justering af sidespjældet - ved at skifte differentialens lejebelægninger. Efter justeringen er afsluttet, er den endelige samling.
Mekanisk transmission, der arbejder på princippet om engagement, kan være tandet og orm.
Gears er i sin tur opdelt i cylindrisk og konisk. Men det er ikke den sidste klassificering af gear.
Afhængig af placeringen af tænderne i forhold til de cylindriske hjuls akse er der:
- cylindriske spindelhjul, det enkleste i design og dermed i fremstillingen skaber de ikke aksiale belastninger på akslerne, og behøver derfor ikke særlige trykbelastninger, hvilket i høj grad letter samlingen. Sådanne tandhjul anvendes i mekanismer med en lille arbejdshastighed på akslen. Ulempen ved sporet gear er meget støj under mekanismen, især hvis transmissionshjulene ikke behandles nøjagtigt;
- cylindriske spiralformede tandhjul, deres tænder er placeret langs de spiralformede linjer på separationscylinderen. Da tænderne på sådanne tandhjul går i indgreb gradvist, falder lydniveauet gradvist og belastningskapaciteten øges. På grund af den skråtstillede anordning af tænderne har den aksiale kraft imidlertid tendens til at bevæge hjulet med akslen langs aksen, og når der derfor samles skrueformede tandhjul, kræves aksial fiksering af akslen;
- cylindrisk chevron gear er et hjul, hvis kronen består af skiftende sektioner af venstre og højre tænder. Med et sådant arrangement er den aksiale kraft fraværende, hvilket sikrer overførsel af meget store kræfter;
- cylindrisk transmission intern gearing. Overfladerne på gearets gear er placeret indenfor den anden, og hjulene roterer i en retning.
Inden du installerer hjulene i cylindriske tandhjul, skal du kontrollere deres slag, dvs. koncentriciteten af tænderprofilen i forhold til borediameteren. For at gøre dette er gearhjulet monteret på en stiv monteret dorn, mellem tænderne indstillet en cylindrisk kaliber, hvorpå indikatorbenet placeres og optager dets aflæsninger. Drej dornen, skift sporet gennem to eller tre tænder og genoptag aflæsningerne, fortsæt på denne måde indtil dornens fulde rotation, og vælg derefter den største og den mindste fra alle aflæsninger. Hvis de modtagne afvigelser ikke overstiger de tilladte (i henhold til de tekniske data for en bestemt mekanisme), må hjulet monteres.
Samling af sporkuger består af følgende teknologiske operationer:
- forberedelse og verifikation af de samlede enheder Gear ring gear skal behandles, kontrolleres for at slå, vaskes, tørres, de bør ikke være defekter i form af nicks, burrs, burrs;
- montering af tandhjul, selvfølgelig, hvis hjulene er sammenklappelige. De består sædvanligvis af et nav, der er fremstillet af stål eller støbejern og en tænderkrone (højkvalitets stål eller tekstolit). Kronen presses på navets skive og fastgøres enten ved svejsning eller ved hjælp af propper, der skrues ind i specielt borede huller med en tråd på navets kroge og skive;
- Montering og fastgørelse af tandhjul på aksler. Gear er sat på akslen, og deres position er fastgjort med nøgler, splines eller bolte;
- montering af aksler med tandhjul i huslejer
- Justering af tænderindgreb i et separat par hjul og i transmissionen som helhed. For at justere kontrollere kvaliteten af gearingen på malingen. Tænderne på en mindre hjuldiameter er dækket med et tyndt lag maling og rulle et par gear én tur og tilbage. Ved passende tilslutning skal malingspletterne på dobbelthjulet placeres på midten af tændernes overflade og optage mindst 50-60% af tandfladen i højden og mindst 70-90% i længden. Hvis pletterne forskydes langs længden af overfladen, er akserne på akslerne skævt. Forskydningen af pletter i højden tættere på tandstænglen indikerer et fald i akslens center-til-center-afstand og tættere på tændernes hoved, en stigning i center-til-center-afstanden.
Geværhjul er en integreret del af gear, hvor akserne på akslerne skærer i en vis vinkel (de mest almindelige er 90 °). Formen af tænderne på skrågearene kan være lige, skrå og rund. Hjul med skrå og runde tænder anvendes i gear, der oplever tunge belastninger og højakselhastigheder (f.eks. Ved transmission af gear fra gearkassen til bagakslen på en bil).
Teknikkerne til montering og sikring af hjul i keglens tandhjul svarer til dem til montering og sikring af cylindriske tandhjul. Men når man monterer keglehjul, skal man huske på, at hjulets gearing er korrekt, når begge hjul er indstillet på en sådan måde, at de indledende kegleelementer (I - I og II - II) matcher, og de anslåede centre af keglerne (O og O1) falder sammen ( Fig. 63).
Fig. 63. Bevel gear.
Før du installerer aksler med koniske hjul, skal du kontrollere rigtigheden af den relative position af deres sæders akser, for hvilke to dorner, der er centreret i hullerne, er installeret på sæderne: Hvis sonden går ind i hullet mellem dem frit, er akselernes placering korrekt.
Normalt betjening af keglehjulet er kun muligt, hvis der er en lateral mellemrum mellem tandhjulets tænder.
Mellemrummets størrelse er forskellig for hver type mekanisme og ligger i intervallet 0,08-0,20 mm. Måle mængden af sideklarering kan sonde, hvis hjulene har fri adgang. Men kontrol ved hjælp af blyplader er mere almindelig: en blyplade passerer mellem tandhjulets tænder og hjulene drejes. Gentag operationen flere steder jævnt fordelt rundt omkredsen, hver gang du bruger en ny plade.
En mikrometer (se fig. 1, b) måler tykkelsen af hver af de deformerede plader; afstanden er defineret som det aritmetiske gennemsnit af de opnåede målinger.
Hvis den faktiske frigivelse ikke svarer til den krævede værdi, justeres størrelsen, for hvilken et af hjulene bevæges enten mod den planlagte apex af keglen for at reducere clearance eller fra den for at øge den. Og for at fastgøre den nye position af keglens gear er pakninger installeret under deres lejeflader.
Den monterede tandhjulsudveksling kontrolleres for gearkvaliteten (efterprøvning af maling ligner kontrol af cylindriske gear), for støjniveauet (ved højt transmissionsniveau udbrændes de i langsom tilstand) til friktion (hvis smøremidlet ikke overophedes, er friktion i grænsefladerne normal).
Worm gear anvendes, hvis akslernes geometriske akser skærer hinanden, normalt i en vinkel på 90 °.
Snekkegearet består af en orm og et ormhjul. Samtidig kan ormen være lige-cylindrisk (1-2 tænder af et ormhjul indgreb samtidig med det) - eller globoid - konkav (5-6 tænder er samtidig anbragt her, hvilket betyder, at de er betydeligt foran cylindriske maskedrev og effektivitet). Når du monterer ormgearene, er lejerne først og fremmest installeret i mekanikhuset, og allerede i dem - de aksler, hvormed ormen og ormhjulet er monteret.
Før gearkasseens endelige fastgørelse skal du kontrollere tæthedernes tøjhed på lakken: I dette tilfælde skal du dække skruenoverfladen af ormen med et tyndt lag maling, og drej det langsomt (fig. 64).
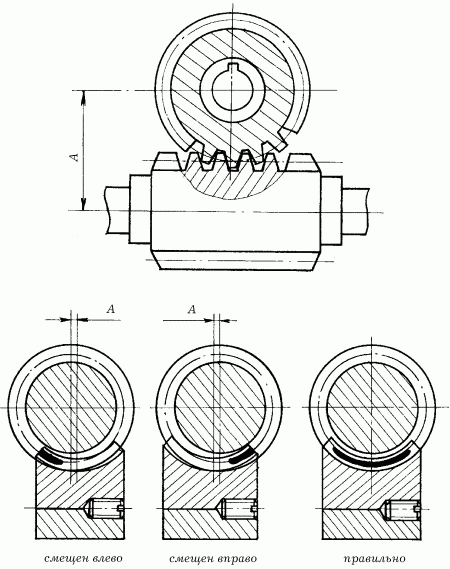
Fig. 64. Kontrollen af rigtigheden af gearets gearing.
Ved korrekt indgreb skal malingen dække sidehjulet på ormhjulstænderne i længden og højden på mindst 50-60% (i midterdelen).
Du kan justere gearets gearing ved at vælge den passende tykkelse af højre eller venstre pakning under ormhjulflangen (for nemheds skyld er de lavet i form af halvringe, så installation af dem kræver ikke demontering af forsamlingen, luk kun skruerne). I mange gear af denne type er de bærerkopper, hvori ormene er monteret, gevindforsynet, så gearindstillingen kan gøres ved at dreje møtrikkerne og flytte dem sammen med tandhjulene langs aksen.
Fra bogen: Korshever N. G. Works on metal