Yleiset tiedot ja pyydysten luokittelu. vaihdetta
vaihdetta
suunnittelu
Vaihteiden vaihto ja korjaus
Menetelmät kuoren korjaustyökaluilla
vaihdetta
Kuluneet ja korjattavat vaihteet
Viitteet
1. VAIHEET
1.1 Rakenteet
Vaihteita käytetään lähes kaikissa mekanismeissa, joissa metallurgiset työpajat on varustettu (nosturit ja hissit, rullapöydät, vinssinheitinkoneet, myllykäytöt jne.)
Vaihteiden pääosat ovat hammaspyörät (hammaspyörät). Niiden tarkoituksena on siirtää pyöriminen yhdestä akselista toiseen, kun akselit eivät ole samassa akselissa.
Akseleiden suhteellisesta sijainnista riippuen käytetään hammaspyöräisiä, kartiomaisia ja kierteisiä hammaspyöriä.
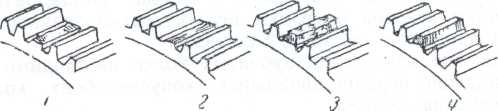
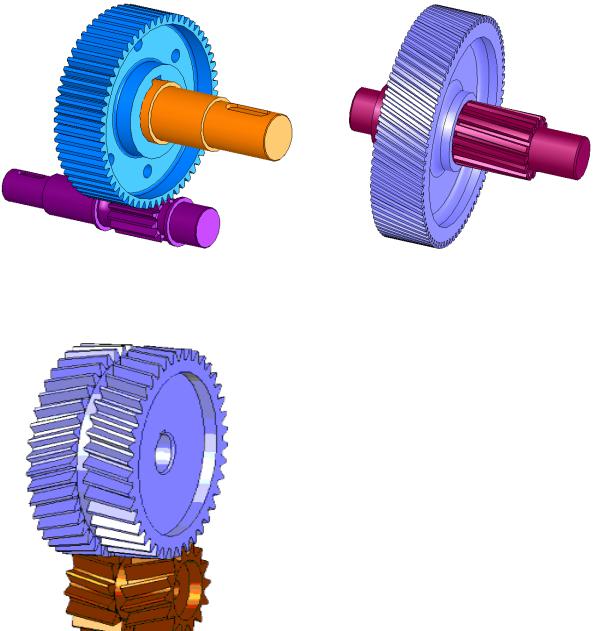
Sylinterimäinen hammaspyörästö toimii pyörimisen siirtämiseksi yhdestä toiseen rinnakkaiseen akseliin (kuvio 1, a).
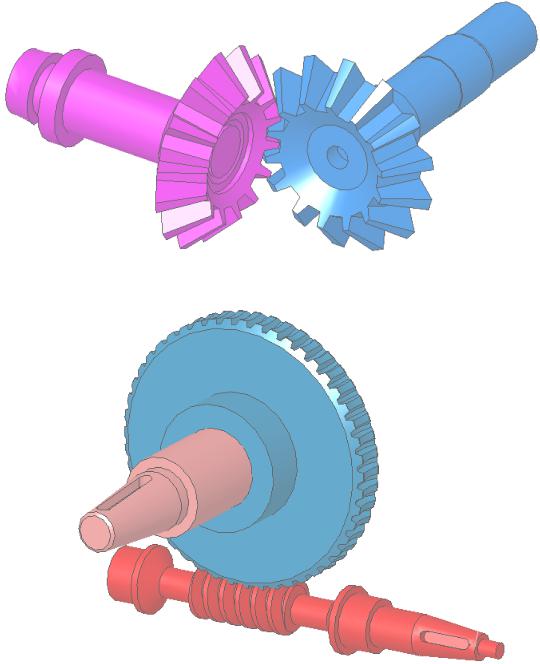
Kääntökytkin siirtää pyörimisen akselista akseliin, joka sijaitsee akseleiden leikkauspisteessä (Kuva 1.6).
Kierukkavaihteistoa käytetään pyörimisen siirtämiseksi akselista akseliin, joka sijaitsee leikkaavien, mutta ei leikkaavien akseleiden kanssa (kuva 1, c).
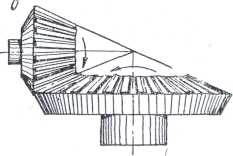
Kuva 1. Hammaspyörät: a - lieriömäinen: b - viisto: ruuvattuna: g-chevron-vaihde.
Hammaspyörää ja rakeä käytetään pyörimisliikkeen muuntamiseen edistyksellisessä palautuksessa
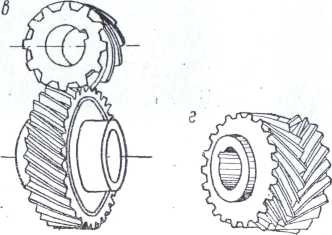
Sylinterimäisten pyörien hampaat voivat olla suoria (kuva 1, a ja b), viisto ja chevron (joulu) - kuva. 1 g
Chevron-vaihteisto koostuu kahdesta hammaspyörästä, joissa on vinosti hampaat.
Kun hammaspyörät, joissa on suorat hampaat, ovat kiinni, samanaikaisesti kytkeytyy yksi tai kaksi hampaita, joiden seurauksena siirron työhön liittyy joitakin nykäyksiä.
Tasaisempi vaihteisto on saavutettu käyttämällä vino- tai chevron-hampaita, koska tartuntaan liittyvien hampaiden määrä kasvaa.
Hammaspyörät on valmistettu teräksestä, teräsvaluista ja valssituotteista tai rautavalusta. Kriittisten vaihteiden (esimerkiksi nostokoneiden) käyttö ei ole sallittua.
Vaihteiden luokittelu. Pyörän käyttötarkoituksesta, hampaiden tyypistä ja pyörimisnopeudesta riippuen vaihteet on jaettu neljään vaihteiden tarkkuusluokkaan tuotannon ja kokoonpanon toleranssien mukaisesti (taulukko 119).
Taulukko 1 Vaihteiden luokitus
|
sallittu |
||||
|
Vaihteiston tyyppi |
piirin nopeus |
huomautus |
||
|
kasvu, m / s |
||||
|
lieriömäinen |
Käytä sitä, missä tarkkuus on |
|||
|
ja sileys ei ole |
||||
|
arvot sekä |
||||
|
kartiomainen |
manuaalinen ja kuormittamaton |
|||
|
tiedonsiirron |
||||
|
lieriömäinen |
||||
|
kartiomainen |
||||
|
Sylinterimäinen " |
||||
|
kartiomainen |
||||
|
lieriömäinen |
1 Suurten vaatimusten kanssa |
|||
|
1 tasainen siirto |
||||
|
kartiomainen |
sekä laskennassa että laskennassa |
|||
|
vALTION mekanismit |
Vaihteistot tekevät auki, puoliksi auki ja suljetaan.
Avoin kutsutaan siirto, jossa ei ole koteloa (säiliötä) öljyhauteelle; tällaiset hammaspyörät voidellaan säännöllisesti rasvalla. Yleensä nämä vaihteet ovat alhaisia ja niitä käytetään pääasiassa yksinkertaisissa koneissa ja mekanismeissa.
Puoliaukotut vaihteet poikkeavat avoimista säiliöstä nestemäisen öljykylpyyn.
Suljettu puhelunsiirto, joka yhdessä laakereiden kanssa on asennettu erityisiin koteloihin.
Vaihteiston hammaspyörät on voideltu eri tavoin:
1) 12–14 m / s-suihkutusmenetelmällä varustettujen hammaspyörien kehänopeuksilla, kun hammaspyörä syötetään hammaspyörien hammasvaihteen alkuun;
2) alle 12 m / s: n vaihteiden nopeuksilla - kastamalla.
Kun voitelu tapahtuu kastamalla, on otettava huomioon seuraavat seikat:
a) parin suurempi vaihde on upotettava öljyyn kaksi- kolme kertaa hampaiden korkeutta;
b) jos vaihteistossa on useita vaiheita, öljytaso määritetään ottaen huomioon voimansiirron nopeus.
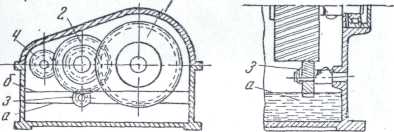
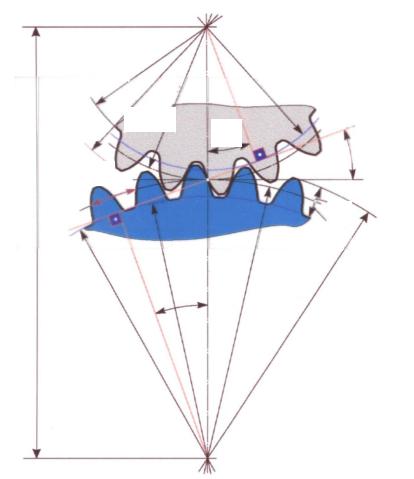
Jälkimmäisessä tapauksessa taso b (kuva 2) on sallittua, kun matalan nopeuden vaihteiston pyörä pyörii pienellä nopeudella. Vaihteistoissa keskisuurilla ja suurilla
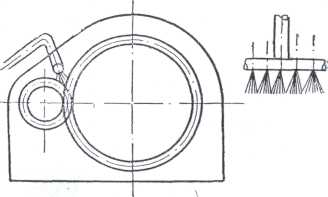
Kuva 2. Rasvaa voiteluaineet.
Kuva 3. Järjestelmän voitelulaitteen kastaminen.
matalien pyörien nopeudet, jälkimmäiset upotetaan kaksi- kolme kertaa isomman pyörän hampaan korkeuteen, ja öljy kaadetaan tasolle a. ensimmäisen vaiheen voitelu asetetaan apuvaihteeseen 3 kapeaan hampaan, joka syöttää juoksupyörälle voiteluainetta.
Vaihteistoon kaadetun öljyn viskositeetti valitaan nopeuden ja kuormituksen mukaan - tavallisesti 4 - 12 ° E lämpötilassa 50 ° C: n viskositeetin määrittämiseksi. Myös lämpötilaolosuhteet, joissa yksikkö toimii, otetaan huomioon; korkeammissa lämpötiloissa käytetään alempaa viskositeettia korkeamman viskositeetin omaavaa öljyä.
Avoimet hammaspyörät voidellaan yleensä rasvalla (rasvaa, vakioainetta jne.).
Laakerien tiivistysholkit (vaihteet) ja vaihteiston kotelon viiva pitkin on tehtävä erittäin huolellisesti, jotta öljyn vuoto ja pöly eivät pääse vaihdelaatikkoon.
Kuluneet ja korjattavat vaihteet
Hammaspyörät epäonnistuvat kahdesta syystä: hampaiden kulumisesta ja niiden rikkoutumisesta.
Kuluminen johtuu yleensä seuraavista syistä: 1) epätäydellinen tartunta ja 2) lisääntynyt kitka (asteittainen kuluminen).
Ensimmäisessä tapauksessa kuluminen johtuu pääasiassa huonosta asennuksesta ja asianmukaisella kokoonpanolla (säteittäisen puhdistuman tiukka noudattaminen) on yleensä poissa. Radiaalisen välyksen muutos voi kuitenkin olla seurausta laakerikuorien kehityksestä, ja laakereiden kehittymisen seurauksena voi olla joko säteittäisen puhdistuman lisääntyminen tai sen pieneneminen (toiminta).
Mikäli vuorausten kuormitus siirretään sivuille, jotka ovat vastakkaisia kytkentäprosessissa työn aikana, kun vuoraukset on kehitetty, säteittäisen välyksen lisääntyminen on mahdollista.
Jos vuorausten kuormitus siirretään cordonin puolelle (esimerkiksi nosturin liukusäätimien hammaspyörissä, kun työstetään vuorausta kehitettäessä (tässä liukusäätimen esimerkissä), säteittäinen välys voidaan pienentää.
Molemmissa tapauksissa säiliönvaihdon jälkeen säteittäinen välys palautuu.
Lisääntyneen kitkan asteittainen kuluminen riippuu useista olosuhteista, mukaan lukien materiaalin kovuus, josta hammaspyörät tehdään, lämpökäsittely, voiteluaineen oikea valinta, öljyn riittämätön puhtaus ja ennenaikainen vaihtaminen, siirtokuorma jne.
Oikea asennus ja hyvä valvonta käytön aikana ovat tärkeitä edellytyksiä laitteiden pitkäaikaiselle ja keskeytymättömälle toiminnalle.
Vaihteiden hampaiden viat johtuvat seuraavista syistä: hammaspyörien ylikuormitus, yksipuolinen (hampaiden toisesta päästä), hampaiden alittavuus, paljastamattomat halkeamat työkappalemateriaalissa ja mikropalat huonon suoritetun lämpökäsittelyn seurauksena, heikko metallien kestävyys (erityisesti valukappaleiden hehkuttamisen vuoksi) ja sotat), lisääntyneitä iskuja, iskuja kiinteän esineen hampaiden välillä jne.
2.1 Vaihteiden vaihtaminen ja korjaaminen.

Kuva 4. Hampaiden korjaus ruuvimeisselien avulla, jota seuraa hitsaus
Yleensä kuluneiden ja rikkoutuneiden hampaiden hammaspyöriä ei tarvitse korjata, vaan ne on vaihdettava ja molemmat pyörät on suositeltavaa vaihtaa samanaikaisesti. Kuitenkin, kun suuri pyöräsiirron pyörä on monta kertaa suurempi kuin pieni, on pieni pyörä vaihdettava ajoissa, mikä kuluu nopeammin kuin suuri, noin vaihteella. Pienen pyörän oikea-aikainen vaihtaminen suojaa suurta pyörää kulumisesta.
Hammaspyörän hampaiden kuluminen ei saisi ylittää 10-20%: hampaiden paksuus laskettuna pitkin alkupiirin kaarta. Matalavasteisissa hammaspyörissä hampaiden kuluminen on sallittua jopa 30% hampaan paksuudesta, vastuullisten mekanismien vaihteissa se on paljon pienempi (esim. Kuormankorotusmekanismeissa kuluminen ei saa ylittää 15%: hampaiden paksuutta ja neste- ja kuumaa metallia kuljettavien nosturimekanismien hammaspyöriä) jopa 10% ")
Sementoitujen hampaiden hammaspyörät on vaihdettava, kun sementointikerros on kulunut yli 80% 1: n paksuudesta ja sementoidun kerroksen halkeilemisessa, haketuksessa tai kuorinnassa.
Jos hampaat rikkoutuvat, mutta enintään kaksi peräkkäin ei-tärkeissä hammaspyörissä (esimerkiksi nosturiliikkeen mekanismit), ne voidaan palauttaa seuraavasti: rikkoutuneet hampaat leikataan maahan, kaksi tai kolme reikää porataan hampaiden leveyden läpi, ja langat leikataan niihin, ne tekevät nastat ja ruuvataan ne valmiisiin reikiin, hitsaavat nastat hammaspyörään ja hitsaavat metallin sähköhitsauksella, antamalla sille hampaiden muodon, hammaspyörän leikkaus-, jyrsintä- tai höyläkoneessa tai luovuttamalla kiinnitä hitsiaineen hampaan muotoon ja sitten liuotetaan profiili konjugaatin tarkistettu kytkin pala ja mallin.
Hammastuksen korjaustoimintojen järjestys hitsaamalla on esitetty kuviossa. 298.
L-harvinaisen ja suurten moduulien hampaiden jälkikäsittelyn helpottamiseksi on suositeltavaa hitsata ne
Kuva 5. Toimintojen järjestys hampaiden hitsauksessa:
1 - rikkoutunut hammas; 2) leikatun hampaan paikka; 3 - hammastahna kantapäässä; 4 - käsitelty (sahattu) hammas.
kuparikuvio (kuvio 299), jonka käyttö perustuu siihen, että kuparin kuvio, jonka hammaspyörät ovat muotoiltu, muodostaa hampaiden reunat. Hitsauksessa metalli ei hitsaa kuparin korkean lämmönjohtokyvyn vuoksi templaattiin ja mallin pinnoittamisen jälkeen se voidaan helposti poistaa ja hitsimateriaali hitsataan hampaiden muodon muodostamiseksi.
![]()
Kuva 6. Menetelmä hampaiden hitsaamiseksi hitsaamalla:
1 - korjausvälineet;
2 - hitsaushammas; 3 - kuparikuvio.
Pinnoitus on suoritettava välttämättä brändin korkealaatuisilla (paksulla rasvaisilla) elektrodeilla. Pintakäsittelyn jälkeen hehkutus on toivottavaa.
Erityisen tärkeitä mekanismeja (esimerkiksi nosturin nostomekanismeja) varten hampaiden pinnoittaminen (korjaus) ei ole sallittua, hammaspyörät näissä tapauksissa olisi korvattava uusilla.
Älä kiinnitä erityyppisiä hampaita ruuvimeisseleillä ilman hitsausta tai uraan, koska ne ovat epäluotettavia eivätkä takaa laitteen normaalia toimintaa.
Vaihtelevalla vanteella varustetut hammaspyörät korjataan yleensä kaarihitsauksella, kehitetään hitsaustekniikkaa siten, että hitsauksen seurauksena ei synny muita jännityksiä, jotka aiheuttavat halkeamia muissa pyöräelementeissä (on suositeltavaa, että koko vaihde kuumennetaan punaiseksi kuumaksi ja myös hehkutetaan hitsauksen jälkeen).
Akselit, joissa on halkeamia napa-alueella, korjataan laskeutumalla teräksestä, joka on erityisesti taottu tai valettu ja työstetty koneella, lämmitetty 300-400 ° C: een.
Vaihdetaan erityisen tärkeiden hammaspyörien (esim. Nosturin nostomekanismit) hammaspyörät, joissa on halkeamia "kehässä", pinnat ja napa; korjaus hitsaamalla tai muulla menetelmällä ei ole sallittua.
Suurilla nopeuksilla pyöriviä hammaspyöriä sekä suurikokoisia hammaspyöriä keskinopeuksilla on käsiteltävä staattisella tasapainotuksella.
2.2 Nopeuden korjausmenetelmien menetelmät
Nopea korjaustyökalu sekä muut laitteet. hänen tekniikkansa on oltava solmu.
Kun nopeiden solmujen korjaukset korvaavat yksittäiset pyydykset tai vaihteet: niitä ei suoriteta, ne korvataan valmiiksi kootulla solmulla, ja, kuten aiemmin todettiin, harkinnan mukaan korjaus- ja asennusyksiköiden solmujen tyypit voivat olla kolme:
suuret solmut, jotka sisältävät kiistanalaisia tapauksia
(esim. vaihteiston kotelot) ja koko vaihteisto, joka on asennettu näihin koteloihin;
ryhmä, joka on kytketty yhteen yksittäisten solmujen siirtämisen avulla (esimerkiksi akselit, pos /, 2, 3 yhdessä niiden kanssa; osat, jotka on asennettu niihin);
yksittäiset solmut, jotka sisältävät pyydyksiä.
Tämän korjauksen erityisolosuhteista riippuen työorganisaatiokaaviossa hyväksytään yksi määritetyistä solmujen korjaustyypeistä.
Laadullisin on nopea korjaus, joka suoritetaan korvaamalla yksittäiset suuret solmut - vaihteistot.
Tässä tapauksessa on kuitenkin välttämätöntä, että purkettavien ja uudelleen asennettujen vaihteistojen on oltava keskenään vaihdettavissa, ja toiseksi vastaava takilaitteisto olisi valmistettava etukäteen.
Vaihteistojen tyypitys, toisin sanoen tietyn työpajan tai koko yrityksen hyväksyntä tietyissä vaihdettavissa olevien vaihteistojen tyypeissä ja kooissa on tärkein toimenpide, joka takaa nopean ja laadukkaan korjauksen.
Viitteet
Raskaan tekniikan kokoonpanokoneet / B.V. Fedorov, V.A. Vavulenko et ai., 2. painos: Mash-e, 1987.
Teknologi-koneenrakentajan käsikirja: 2 tonnissa Edited by AG Kosilova M.: Mash-e, 1985.
Metallien leikkauskoneet. Proc. Teknisten oppilaitosten käsikirja. NS Kolev ja muut Moskova: Mash-ie, 1980.
Skhirtladze AG, Novikov V.Yu., Tulaev Yu.I. Koneen tuotannon tekniset laitteet. Proc. Avustus. M: Kustantamo "Stankin", 1997.
Samanlaisia esseitä:
Moottorin valinta, kinemaattinen laskenta ja käyttöpiiri. Vaihteiston ja käyttörummun akseleiden pyörimisnopeus ja kulmanopeus. Laskelmavaihteisto. Hampaiden kestävyys taivutusjännityksissä. Akselin vääntömomentin laskeminen.
Vaihteiden luokittelu käyttötarkoituksiin. Toleranssikoneistojen sietokäyttö. Vaihteiden ja vaihteiden hallintamenetelmät ja -välineet. Laitteet hammastankojen hallintaan, sovelletut menetelmät niiden käyttöön.
Käyttölaitteen käyttöiän laskeminen. Moottorin valinta, taajuusmuuttajan kinemaattinen laskenta. Materiaalivaihteiden valinta. Sallittujen jännitysten määrittäminen. Suljetun kartiohammaspyörästön laskeminen. Suljettujen pyydysten voimansiirron määrittäminen.
Tutkimus sylinterimäisen kaksivaiheisen vaihteiston suunnittelusta, kokonais- ja liitäntämittausten mittauksesta. Vaihteen parametrien määrittäminen. Sallitun kuormituksen laskeminen vaihteiden kosketuskestävyyden varmistamisolosuhteista.
Spur vaihdelaatikon suunnittelu. Käyttömoottorin valinta. Arvioitu taivutusjännitys vaarallisessa hammaspyörän hampaan osassa. Hammaspyörien ja runkoelementtien rakentavat mitat. Vaihdeparin tärkeimmät parametrit. Akseleiden likimääräinen laskenta.
Kinemaattinen tehonlaskenta. Toimilaitteen akselin tehon määrittäminen. Moottorin akselin arvioidun tehon määrittäminen. Toimilaitteen akselin nopeuden määrittäminen. Suljettujen sylinterimäisten vaihteiden laskeminen.
Kääntövivun mekanismeja käytetään kääntämään tai kääntämään liikettä mihin tahansa liikkeeseen, jossa on vaaditut parametrit. Kitka - pyörimisliikkeen nopeuden muuttaminen tai kääntämisen kääntäminen käänteiseksi.
Leikkuutelineiden teoreettisen perustan tutkiminen käyttämällä hammaspyörää. Pyöräprofiilien rakentaminen laitteen avulla. Sylinterimäisen pyörän hampaiden jyrsintä. Hampaiden muoto riippuen siirtymästä. Kiskon sijainti suhteessa pyörään.
Kinemaattinen käyttöhihnakuljetin. Sähkömoottorin kinemaattinen laskenta. Sähkömoottorin vaaditun tehon määrittäminen, akselien kinemaattisten laskelmien tulokset, moottorin akselin kulmanopeus. Laskelmavaihteisto.
Kuvaus vaihteiston ulkonäöstä. Kinemaattinen laskenta. Lähetysgeometrian ja sen yksityiskohtien laskeminen. Tehon laskentamekanismi. Mekanismin yhden akselin voimakkuuden laskeminen. Rakennusmateriaalien valinta.
Moottorin arvioidun tehon määrittäminen, vaihteiston käyttö. Vetoakseleiden ja vääntömomenttien lähettämän tehon laskeminen. Pienenopeuksisten ja viisteisten hammaspyörien, akselilaakereiden suunnittelulaskenta staattisen kuormituksen mukaan.
Menetelmä kolmivaiheisen lieriömäisen vaihteiston suunnittelemiseksi. Menettely sallittujen jännitysten määrittämiseksi. 3-vaihteisen vaihteiston, niiden välisten akselien ja laakereiden laskennan ominaisuudet. Avainliitosten lujuuden tarkistamisen spesifisyys.
Planeettavaihteiden edut ja haitat tavanomaisista, käsite. Planetaarivaihteiden toimintaperiaate ja tärkeimmät yhteydet. Aaltovälineet, suunnittelusuunnitelma, toimintaperiaate, aaltolähetysten edut ja haitat.
Sylinterimäisten kierukkavaihteiden parametrit. Vaihteiden mallit ja materiaalit, niiden koko ja muoto. Kääntöpyörät ja niiden geometriset laskelmat. Kierukkavaihteiden suunnittelu ja laskenta. Mato-hammaspyörien tärkeimmät edut ja haitat.
Worm-vaihteiston suunnittelu. Sylinterimäisen vaihteiston suunnittelu. Vaihteiston kuollut isku lasketaan. Tarkat hammaspyörät ja maton hammaspyörät. Vaihteiden, matojen pintojen muodon ja sijainnin toleranssit. Akselin rakenneosat.
Sähkömoottorin lähetyksen ja valinnan kinemaattinen laskenta. Sylinterimäisen siirron laskeminen. Akseleiden likimääräinen laskenta. Vaihdekotelon päämittojen laskeminen. Laakereiden ja kytkinten valinta. Vaihteen voiteluaineen ja laakereiden valinta.
wheelwork
Pl ja l - c ja u
1. Yleistä.
2. Vaihteiden luokitus.
3. Vaihteiden geometriset parametrit.
4. Parametrin muunnoksen tarkkuus.
5. Vaihteiden dynaamiset suhteet.
6. Pyörän suunnittelu. Materiaalit ja sallitut jännitykset.
1. Yleistä
VaihteistoOn mekanismi, joka siirtää tai muuntaa liikkeen siirtymällä kulmanopeuksien ja momenttien muutoksella. Vaihteisto koostuu pyöristä, joissa on hampaat, jotka lukittuvat toisiinsa ja muodostavat sarjan peräkkäisiä nokkamekanismeja.
Vaihteita käytetään kääntämään ja siirtämään pyörimisliikkeitä akseleiden välillä, joissa on rinnakkaiset, leikkaavat tai leikkaavat akselit, ja muuntaa myös pyörimisliike käänteisiksi ja päinvastoin.
Vaihteiden edut:
1. Vaihteiston vakavuusi.
2. Työn luotettavuus ja kestävyys.
3. Tiiviys.
4. Suuri määrä lähetettyjä nopeuksia.
5. Alhainen paine akseleille.
6. Korkea hyötysuhde.
7. Helppokäyttöinen huolto.
Vaihteiden haitat:
1. Tarve korkean tarkkuuden valmistukseen ja asennukseen.
2. Melu suurilla nopeuksilla.
3. Äärettömän vaihtelevan siirtosuhteen mahdottomuus
istunnot i.
2. Vaihteiden luokitus
Mekaanisissa järjestelmissä käytettävät hammaspyörät vaihtelevat. Niitä käytetään sekä kulmanopeuden alentamiseen että sen lisäämiseen.
Vaihdemuuntajien mallien luokittelu ryhmittelee lähetykset kolmella tavalla:
1. Hampaiden kiinnittymisen tyyppi. Teknisissä laitteissa käytetään ulkoisia (Kuva 5.1, a), sisäisiä (Kuva 5.1, b) ja telineitä (Kuva 5.1, c) vaihteita.
Ulkoisella hammaspyörävaihteella varustettua lähetystä käytetään kääntämisliikkeen muuntamiseen liikkeen suuntaan. Vaihteluväli vaihtelee –0,1 i –10. Sisäistä hammaspyörästöä käytetään siinä tapauksessa, että pyörimisliike on tarpeen muuttaa suunnan säilyttämiseksi. Ulkoiseen vaihteistoon verrattuna siirto on pienempiä kokonaismittoja, suurempi päällekkäisyystekijä ja lisääntynyt lujuus, mutta sitä on vaikeampi valmistaa. Pyörivää liikettä käytetään kääntöliikkeen kääntämiseen käänteiseen ja takaisin.
2. Akselin akseleiden keskinäisellä järjestelyllä erottaa voimansiirron lieriömäiset pyörät akselien rinnakkain akseleilla (kuva 5.1,ja ), kartiomaiset pyörät, joissa on leikkaavat akselit (kuva 5.2), pyörivät akselit (kuva 5.3). Vaihteissa, joissa on viistopyörät, on pienempi vaihteisto (1/6minä 6) on vaikeampi valmistaa ja käyttää, niillä on lisäaksiaalisia kuormia. Ruuvipyörät toimivat suuremmalla liukumäärällä, kuluvat nopeammin, niillä on pieni kantavuus. Nämä hammaspyörät voivat tarjota erilaisia vaihtosuhteita samoille pyörän halkaisijoille.
3. Hampaiden sijainti suhteessa muodostavan pyörän reunaan
on hammaspyöriä (kuva 5.4, a), kierukkavaihteita (kuva 5.4, b), chevronia (kuva 5.5) ja pyöreitä hampaita.
Kierukkavaihteilla on suuri |
||||
shuyan sujuvuus, vähemmän |
||||
teknologisesti | vastaava |
|||
voimakkaasti, mutta synnyttää |
||||
lisä- | kuormitus. |
|||
Kaksi kierukkavaihteistoa | vastakkain |
|||
kallistetut hampaat (chevron) |
||||
cha: lla on kaikki spiraalin edut |
||||
ja tasapainotetut aksiaalivoimat. mutta |
||||
siirto on hieman vaikeampaa |
||||
lenia ja asennus. kaareva |
||||
hampaita käytetään useimmiten hevosena |
||||
siirrot | kasvaa |
|||
kantavuus | sileä |
|||
työskennellä suurilla nopeuksilla. |
||||
3. Vaihteiden geometriset parametrit
K hammaspyörien tärkeimmät geometriset parametrit (kuva 5.6) sisältävät: hammaskorkeudenP t, mod m (m = P t /), hampaiden lukumäärä Z, pyöreän ympyrän halkaisija d, hampaan jakautuvan pään korkeus h, hampaan jakautuvan jalan korkeus hf, piikkien ja onttojen ympyröiden halkaisijat d a ja df, vaihteiston leveys.
df 1 | db 1 | |||
dw 1 (d1) | ||||
da 1 | ||||
df 2 | dw 2 (d2) | da 2 |
||
db 2 | ||||
Pyöreän ympyrän halkaisija d = mZ. Pyörän hampaan pituus on jaettu pään ja pään suuntaan, jonka koon suhde määräytyy pyörän ja työkalun aihion suhteellisen aseman avulla hampaiden leikkaamisessa.
Kun alkuperäinen ääriviiva on nollaan, jakelupään korkeus ja pyörän hampaiden jalka vastaavat alkuperäisen ääriviivan korkeutta, ts.
ha = h a * m; hf = (h a * + c *) m,
jossa h a * on hammaspään korkeuskerroin, c * on säteittäinen kerroin
Pyörät, joissa on ulkoisia hampaita, ympyrän yläosien halkaisija
da = d + 2 ha = (Z + 2 h a *) m.
Onttojen kehän halkaisija
df = d –2 hf = (Z –2 h a * –2 c *) m.
Kun m ≥ 1 mmh, a * = 1, c * = 0,25, d a = (Z - 2,5) m.
Pyörät, joissa on sisähampaat, ylä- ja pohjapyörien ympyröiden halkaisijat ovat seuraavat:
da = d –2 ha = (Z – 2 h a *) m;
df = d + 2 hf = (Z + 2 h a * + 2 c *) m.
Pyörien osalta, jotka on leikattu offsetillä, ylä- ja laaksojen halkaisijat määritetään siirtymäkertoimen suuruuden perusteella monimutkaisempiin riippuvuuksiin.
Jos kaksi pyörää, jotka on leikattu ilman siirtymää, on kytketty, niiden pikiympyrät koskettavat, toisin sanoen ne yhtyvät alkuperäisiin ympyröihin. Kytkentäkulma on tällöin yhtä suuri kuin alkuperäisen ääriviivan profiilin kulma, ts. Alkuperäiset jalat ja päät yhtyvät jako- ja päiden kanssa. Keskipiste on yhtä suuri kuin jaetun ympyrän etäisyyden määrittelemä jaettu keskipiste:
aw = a = (d1 + d2) / 2 = m (Z1 + Z2) / 2.
Poikkeamisella leikattujen pyörien kohdalla on ero alkuperäisten ja pituuden halkaisijoiden välillä, ts.
d w 1 d 1, d w 2 d2; a w a; αw = α.
4. Parametrin muunnoksen tarkkuus
vaihteiden käytön aikana teoreettisesti vakio vaihteisto muuttuu jatkuvasti. Nämä muutokset johtuvat väistämättömistä virheistä hampaiden mittojen ja muodon valmistuksessa. Ongelma, jonka mukaan pienen herkkyyden omaavien hammaspyörien valmistus ratkaistaan kahdella tavalla:
a) erityyppisten profiilien käyttö (esimerkiksi tunnitanko);
b) valmistusvirheiden rajoittaminen.
toisin kuin yksinkertaiset osat, kuten akselit ja holkit, hammaspyörät ovat monimutkaisia osia, ja niiden yksittäisten elementtien suorituskyvyssä esiintyvät virheet vaikuttavat paitsi kahden erillisen hampaiden muodostamiseen, vaan myös vaihteiston dynaamisiin ja lujuusominaisuuksiin sekä tarkkuuteen pyörimisliikkeen siirtäminen ja muuttaminen.
Vaihteiden ja vaihteiden virheet, riippuen niiden vaikutuksesta lähetystehoon, voidaan jakaa neljään ryhmään:
1) virheet, jotka vaikuttavat kinemaattiseen tarkkuuteen, ts. Pyörimisliikkeen siirron ja muuntamisen tarkkuuteen;
2) pyydyksen sujuvaan toimintaan vaikuttavat virheet;
3) kosketushampaiden virheet;
4) virheet, jotka johtavat sivusuojelun muutokseen ja vaikuttavat voimansiirron kuolleeseen aivohalvaukseen.
Kussakin näistä ryhmistä voidaan erottaa monimutkaiset virheet, jotka parhaiten kuvaavat tätä ryhmää ja elementti-elementtiä, jotka osittain kuvaavat lähetystehon indikaattoreita.
Tämä virheiden jakautuminen ryhmiin on perusta pyydysten toleranssien ja poikkeamien standardeille: GOST 1643–81 ja GOST 9178–81.
Jotta voidaan arvioida voimansiirron kinemaattinen tarkkuus, sujuva pyöriminen, hampaiden kosketusominaisuudet ja tarkasteltavana olevien standardien kuollut isku, 12 asteen tarkkuusvalmistusvaihtoehtoja
ja vaihteella. Tarkkuuden asteet laskevassa järjestyksessä on merkitty numeroilla. 1-12. Tarkkuus 1 ja 2 GOST 1643–81 mukaan m\u003e 1 mm ja GOST 9178–81 mukaan 0,1 Vaihteiden ja hammaspyörien käyttö on sallittua, ja virheryhmät voivat kuulua eri tarkkuustasoihin. Kuitenkin useat eri ryhmiin kuuluvat virheet, jotka vaikuttavat lähetyksen tarkkuuteen, ovat toisiinsa yhteydessä, joten tarkkuusstandardien yhdistelmälle asetetaan rajoituksia. Täten sileyden normit voivat olla enintään kaksi astetta tarkempia tai yhden asteen kovempia kuin kinemaattisen tarkkuuden normit, ja hampaiden kosketusnopeudet voidaan määrittää mihin tahansa asteeseen, joka on tarkempi kuin sileyden normit. Tarkkuusstandardien yhdistelmä antaa suunnittelijalle mahdollisuuden luoda kaikkein taloudellisimmat lähetykset ja valita yksittäisten indikaattorien tarkkuustasot puhelimet, jotka täyttävät tämän tiedonsiirron toiminnalliset vaatimukset eivätkä yliarvioi lähetyksen valmistuskustannuksia. Tarkkuuden asteiden valinta riippuu pyörien tarkoituksesta, käyttöalasta ja hampaiden pyörimisnopeudesta. Tarkastellaan tarkemmin pyydysten ja pyydysten virheitä, jotka vaikuttavat niiden laatuun. 5. Vaihteiden dynaamiset suhteet Hammaspyörät muuttavat liikkumisparametreja, mutta myös lataavat parametreja. Mekaanisen energian muuntamisprosessissa osa muuntimen tuloon syötetystä tehosta P Tr kuluu valssauksen ja liukuvan kitkan voittamiseen hammaspyörien kinemaattisissa pareissa. Tämän seurauksena lähtöteho laskee. Arvioida tappio tehoa käytetään tehokkuuden käsitteellä (EFFICIENCY), joka määritellään muuntimen lähtötehon ja sen tuloon syötetyn tehon suhteeksi, so. η = P out / P sisään. Jos vaihteisto muuntaa pyörimisliikkeen, vastaavasti tulo- ja lähtöteho voidaan määritellä Merkitse ωout / ωin i: llä ja arvo Tout / Tin kautta i m, jota kutsumme momenttien suhteeksi. Sitten lauseke (5.3) tulee muotoon η = i m Η-arvo vaihtelee välillä 0,94-0,96 ja riippuu lähetyksen tyypistä ja lähetetystä kuormituksesta. Vaihteistosylinterimäisessä siirrossa tehokkuus voidaan määrittää riippuvuudesta η = 1 - cf π (1 / Z 1 + 1 / Z 2), jossa c on korjauskerroin, joka ottaa huomioon tehokkuuden vähenemisen ja lähetetyn tehon vähenemisen; 20T ulos 292mZ 2 20T ulos 17mZ 2 jossa T o on lähtöhetki, H mm, f on hampaiden välinen kitkakerroin. Selvitä hammaspyörän hampaiden todellinen voima rooma on kuormituksen muutosprosessi (kuva 5.7). Olkoon ajon syöttömomentti T1 kohdistettu vetopyörään 1, jonka läpimitta on alkuympyrä d w l, ja käyttöpyörän 2 vastusmomentti T2 on suunnattu pyörän pyörimissuuntaan nähden vastakkaiseen suuntaan. Invertoituneessa hammaspyörävaihteessa yhteyspiste on aina linjalla, joka on yhteinen normaali kosketusprofiileille. Näin ollen käyttöpyörän hammastehon painevo kohdistuu hampaan hampaan pitkin normaalia. Siirrämme voiman toimintolinjaan linkin napaan ja hajotetaan se kahteen osaan. Ft ” Ft ” F t: n tangenttikomponenttia kutsutaan piirin voima. hän suorittaa hyödyllistä työtä, voittamalla vastuksen momentin T ja vetämällä pyöriä. Sen arvo voidaan laskea kaavalla F t = 2T / d w. Komponenttia kutsutaan pystysuoraan säteittäinen voimaja on merkitty F r: llä. Tämä työnvoima ei tuota, se luo vain lisäkuormitusta akseleille ja voimansiirtotukeen. Molempien voimien suuruutta määritettäessä hampaan väliset kitkavoimat voidaan jättää huomiotta. Tällöin hampaiden ja niiden komponenttien kokonaispainevoiman välillä on seuraavat riippuvuudet: Fn = Ft / (cos a cos); F r = Fttg α / cos, missä α on kytkentäkulma. Sylinteripyörien kytkentällä on useita merkittäviä dynaamisia haittoja: rajoitetut päällekkäisyysarvot, merkittävä melu ja iskut suurilla nopeuksilla. Voimansiirron koon pienentämiseksi ja työn sileyden vähentämiseksi korvakäynnistin vaihdetaan usein kierukkavaihteistolla, jonka sivuprofiilit ovat kierteisiä kierukkapintoja. Kierukkavaihteissa kokonaisvoima F on suunnattu kohtisuoraan hampaan. Tämä voima hajoaa kahteen osaan: F t on pyörän kehävoima ja F a on akselin geometrinen akseli, joka on suunnattu pyörän geometriseen akseliin; F a = F t tg β, missä on hampaan kaltevuuskulma. Siten vastakohtana pyörrevaihteelle kolme kiertyvää kohtisuoraa voimaa Fa, Fr, Ft, joista vain Ft tekee hyödyllistä työtä, toimivat helikaalisessa kytkeytymisessä. 6. Pyörän suunnittelu. Materiaalit ja sallitut jännitykset Pyörän suunnittelu.Kun tarkastellaan hammaspyörien suunnittelun periaatteita, päätavoitteena on hallita menetelmää ratojen muodon ja perusparametrien määrittämiseksi käytettävyyden ja toiminnan olosuhteiden mukaan. Tämän tavoitteen saavuttaminen on mahdollista seuraavien tehtävien ratkaisemisessa: a) optimaalisten pyörämateriaalien valinta ja sallittujen mekaanisten ominaisuuksien määrittäminen; b) pyörän koon laskeminen kosketus- ja taivutuslujuuden mukaan; c) pyydysten suunnittelu. Vaihteistot ovat tyypillisiä muuntimia, joille on kehitetty melko paljon kohtuullisia suunnitteluoptioita. Vaihteistosuunnitelman synteesikaaviota voidaan esittää kolmen päärakenneelementin yhdistelmänä: renkaan hammaspyörä, napa ja keskuslevy (kuva 5.9). Vaihteiden muoto ja mitat määräytyvät hampaiden lukumäärän, moduulin, akselin halkaisijan, sekä pyörän valmistusmateriaalin ja tekniikan mukaan. Kuviossa 1 5.8 esittää esimerkkejä vaihdemekanismien rakenteista. Pyörän mitat ovat suositeltavia GOST 13733-77: n ohjeiden mukaisesti. Opiskelijat, jatko-opiskelijat, nuoret tutkijat, jotka käyttävät tietopohjaa opinnoissaan ja työstään, ovat hyvin kiitollisia teille. Lähetetty osoitteessa http://www.allbest.ru/ vaihdetta esittely vaihteiston kääntyvä siirto Tieteen ja teknologian nopea kehitys johtaa uusien materiaalien syntymiseen, uusiin teknologisiin ratkaisuihin, jotka mahdollistavat pohjimmiltaan uusien mallien luomisen, mutta metodologiset perusvaatimukset pysyvät ennallaan. XI vuosisadalla kiinnitettiin erityistä huomiota konepajateollisuuteen ja ilma-alusten rakentamiseen, ja tässä yhteydessä haluan puhua näillä teollisuudenaloilla käytetyistä yleiskäyttöön tarkoitetuista elementeistä eli pyydyksistä. Tiivistetysti otetaan huomioon velkaantumisen määritelmä, niiden luokitukset, hammaspyörien geometristen parametrien laskentamenetelmä. Tässä artikkelissa kuvataan myös vaihteiston siirto, mekanismien siirto-ominaisuudet annetaan. 1
.
varastointibchatth pyörä,
luokitus Hammaspyörä, vaihde - hammaspyörän muotoinen hammaspyörä lieriömäisessä tai kartiomaisessa pinnassa, jossa on toisen hammaspyörän hampaat. Konetekniikassa on tapana kutsua pieni hammaspyörä, jossa on pienempi määrä hampaita, hammaspyörä ja suuri hammaspyörä, jota kutsutaan hammaspyöräksi. Kuitenkin usein kaikki hammaspyörät kutsutaan vaihteiksi. Kuva 1. Vaihda pyörää Hammaspyöriä käytetään tavallisesti vaunuina, joissa on eri lukumäärä hampaita, jotta tulon ja ulostulon akseleiden vääntömomentti ja kierrosluku voidaan muuntaa. Pyörää, johon vääntömomentti toimitetaan ulkopuolelta, kutsutaan ajo-ohjaimeksi, ja pyörää, josta momentti poistetaan, ajetaan. Jos käyttöpyörän halkaisija on pienempi, ajaa pyörän vääntömomentti suhteessa pyörimisnopeuden suhteelliseen pienenemiseen ja päinvastoin. Vaihteiston mukaan vääntömomentin nousu aiheuttaa käyttövaihteen pyörimisnopeuden suhteellisen vähenemisen ja niiden tuote, mekaaninen teho, pysyy muuttumattomana. Tämä suhde on voimassa vain ihanteellisessa tapauksessa, jossa ei oteta huomioon kitkahäviöitä ja muita todellisiin laitteisiin tyypillisiä vaikutuksia. A) Poikittainen hammasprofiili Pyörien hampaiden profiilissa on yleensä involuuttinen sivukuva. On kuitenkin hammasprofiilin (Novikov-hammaspyörä, jossa on yksi ja kaksi hammaspyörävaihetta) ja sykloidisten hammaspyörien hammaspyörät. Lisäksi räikkämekanismeissa käytetään epäsymmetrisiä hammasprofiileja olevia hammaspyöriä. Vaihteiston parametrit: m - pyörän moduuli. Kytkentämoduulia kutsutaan lineaariseksi määräksi vuonna r kertaa pienempi ympärysmitta P tai askelman suhde vaihteiston mihin tahansa samankeskiseen ympyrään r, toisin sanoen moduuli - millimetrin halkaisija per hammas. Tummilla ja kevyillä pyörillä on sama moduuli. Tärkein parametri, standardoitu, määräytyy vaihteiden lujuuslaskennasta. Mitä enemmän lähetys on ladattu, sitä suurempi on moduulin arvo. Kaikki vaihteiston geometriset parametrit ilmaistaan sen moduulin kautta: 1. Hammasmoduuli m=
=
.
2. Hampaiden korkeudet h
=
2,25m.
3. Hammaspään korkeus h=
m.
4. Hampaiden korkeus h=
2,25m.
5. Pikiympyrän halkaisija d
=
mz.
6. Piirin ulkonemien halkaisija d=
d+
2
h =
d+
2m=
m(z+
2). 7. Onttojen ympyrän halkaisija
d = d + 2
h = d + 2
m = m (
z + 2).
8. Radiaaliväli vastakkaisten renkaiden välillä kanssa=0,25t. 9. Keskitä etäisyys =
.
10. Hampaiden pituus p= pm.
11. Hampaiden paksuus S=
0,5p=
.
12. Syvyysleveys l=
0,5p=
.
13. Crown-pyydysten leveys (hampaiden pituus) b?
(6…8).m 14. Keskittimen halkaisija d?
(1,6…2)
d.
15. Keskittimen pituus l=
1,5
d.
16. Vanteen paksuus d
?
(2,5…4) m.
17. Profiilin kulma, kytkentäkulma b =
b
=
20. 18. Pikiön halkaisija, alkuperäinen halkaisija d =
d
=
mz.
19. Pääläpimitta.
d
=
d cos b Kuva 2 Vaihteiston parametrit Koneenrakennuksessa tietyt hammaspyörämoduulin m arvot otetaan käyttöön helpottamaan vaihteiden valmistusta ja vaihtamista, jotka ovat kokonaislukuja tai numeroita desimaaleilla: 0,5; 0,7; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5 ja niin edelleen 50: een. B) Hampaiden pituussuuntainen viiva Hammaspyörät luokitellaan hampaiden pituussuuntaisen viivan muodon mukaan: hammaspyörästöön, kierukkavaihteeseen, chevroniin. B) Pyörien pyörät Spur-pyörät - yleisimpiä vaihteita. Hampaat sijaitsevat säteittäisissä tasoissa, ja molempien hammaspyörien hampaiden kosketuslinja on yhdensuuntainen pyörimisakselin kanssa. Tällöin molempien hammaspyörien akseleiden tulisi olla myös täysin rinnakkaisia. Sylinteripyörillä on alhaisimmat kustannukset, mutta samaan aikaan tällaisten pyörien rajoittava vääntömomentti on pienempi kuin kierukka- ja kierukkapyörät. C) kierukkavaihteisto Kierrepyörät ovat parannettu versio hammaspyöristä. Niiden hampaat ovat kulmassa pyörimisakseliin ja muodostavat osan spiraalista. edut: Tällaisten pyörien kytkentä tapahtuu tasaisemmin kuin pyörivien hammaspyörien ja vähemmän melua; Kosketuspinta-ala on kasvanut verrattuna hammaspyörään, joten myös hammaspyörän parin lähettämä rajoittava vääntömomentti on suurempi. Kierukkavaihteiston toiminnan aikana syntyy mekaaninen voima, joka on suunnattu akselia pitkin, mikä edellyttää työntölaakereiden käyttöä akselin asentamiseksi; Hampaiden kitka-alueen lisääminen (mikä aiheuttaa lisävoiman menetyksen lämmitykseen), jota kompensoi erityiset voiteluaineet. Yleensä kierukkapyöriä käytetään mekanismeissa, jotka vaativat suurta vääntömomenttia suurilla nopeuksilla tai joilla on vakavia rajoituksia melulle. D) Chevron-pyörät Näiden pyörien hampaat valmistetaan kirjaimella "V" (tai ne saadaan liittämällä kaksi kierukkaista hammaspyörää hampaiden vastakkaiseen järjestelyyn). Tällaisiin pyydyksiin perustuvia hammaspyöriä kutsutaan yleisesti nimellä "chevron". Chevron-pyörät ratkaisevat aksiaalivoiman ongelman. Tällaisen pyörän molempien puolien aksiaalivoimat kompensoidaan keskenään, joten akseleita ei tarvitse asentaa työntölaakereihin. Tällöin hammaspyörä on itsesuuntainen aksiaalisessa suunnassa, minkä vuoksi hammaspyörillä varustetuissa vaihteissa yksi akseleista on asennettu kelluville alustoille (yleensä laakereille, joissa on lyhyet lieriömäiset rullat). D) hammaspyörät, joissa on sisäinen vaihteisto Tiukkoja rajoituksia mitattaessa, planeettamekanismeissa, sisäisillä hammaspyörillä varustetuissa hammaspyöräpumpuissa käytetään säiliön tornin käyttölaitteessa sisäpuolelta leikattuja hammaspyöriä. Ajo- ja käyttöpyörien pyöriminen suoritetaan yhdessä suunnassa. Tällaisessa siirrossa on vähemmän kitkahäviötä eli suurempaa tehokkuutta. E) Sektoripyörät Sektoripyörä on osa tavanomaisen minkä tahansa tyyppistä pyörää. Näitä pyöriä käytetään tapauksissa, joissa linkin pyörimistä ei tarvita täydellistä kääntymistä varten, ja siksi voit säästää sen mittoja. G) Pyöreät hampaat Pyörillä varustetuilla pyörillä varustetulla voimansiirrolla on vieläkin suurempi ajokyky kuin kierukkavaihteilla - hammaspyörästön suuri kantavuus, korkea sileys ja meluisa toiminta. Niiden soveltaminen on kuitenkin vähäistä, samoissa olosuhteissa, tehokkuudessa ja työvoimavaroissa, tällaisia pyöriä on paljon vaikeampi valmistaa. Niissä oleva hampaiden linja on ympyrä, jonka säde on valittu tietyille vaatimuksille. Hampaiden kosketuspinnat esiintyvät yhdellä kiinnityslinjan pisteellä, joka sijaitsee samansuuntaisesti pyörien akseleiden kanssa. 2. Hvaihde, luokitus Vaihteisto on mekaaninen vaihteiston mekanismi tai osa, joka sisältää hammaspyörät. Vaihteiden luokitus Hampaiden profiilin muoto: kutistuvan itseensä; Pyöreä (Novikov-siirto); Cycloid. Hampaiden tyypin mukaan: Kiinnitä hampaat; kierteiset; Chevron; kaareva; Magneettisia. Akselien akseleiden keskinäisellä järjestelyllä: Rinnakkaisilla akseleilla (lieriömäiset hammaspyörät, joissa on suorat, vinosti ja chevron-hampaat); Kun leikkautuvat akselit - viistopyörät; Päällekkäisillä akseleilla. Alkuperäisten pintojen muoto: lieriömäinen; kapenevat; kartio; Pyörän nopeuden mukaan: Hidas liikkuminen; Keskinopeus; Vinttikoira. Turvallisuusasteen mukaan: avata; Suljettu. Pyörien suhteellisen pyörimisen ja hampaiden sijainnin mukaan: Sisäinen hammaspyörästö (pyörän pyöriminen yhteen suuntaan); Ulkoinen vaihteisto (pyörien pyöriminen vastakkaiseen suuntaan). 3. Involute ja sen ominaisuudet Suurimmassa osassa tekniikassa käytetyistä pyydyksistä on vaihdettavat profiilit. L. Euler ehdotti hammasprofiilin muodostumisen involuuttista käyrää. Siinä on merkittäviä etuja muihin tähän tarkoitukseen käytettäviin käyriin verrattuna - se täyttää hammaspyörästön peruslain, takaa vaihteiston pysyvyyden, ei ole herkkä aksiaalivälin epätarkkuuksille (mikä helpottaa kokoonpanoa), on yksinkertaisin ja teknologisimmillaan valmistuksessa, on helposti standardoitavissa (mikä on erityisen tärkeää tällaiselle tavalliset vaihteet kuten hammaspyörät). Inkluutti on suoran viivan piste, joka rullaa kiertämättä pitkin ympyrää. Tätä linjaa kutsutaan generaattoriksi, ja ympyrää, jota pitkin se rullaa, kutsutaan pääkierrokseksi (kuva 3 a). Kuva 3 (a, b). Involuutilla on seuraavat ominaisuudet, joita käytetään gearing-teoriassa: 1) evolventin muoto määräytyy pääpiirin säteen mukaan; 2) normaali involuuttiin missä tahansa kohdassa on tangentti pääpiirille. Normaalin tangenssipiste perusympyrän kanssa on evolventin kaarevuuskohta kyseisessä kohdassa; 3) saman perusympyrän liuotin on yhtä kaukana (yhtä kaukana toisistaan) käyristä. Minkä tahansa involuutin pisteen sijaintia voidaan yksiselitteisesti tunnistaa sen ympyrän halkaisijalla, johon se sijaitsee, sekä tunnuslukuja involuutille: avautumiskulma (merkitty n), profiilin kulma (b), involuuttikulma-invb (kuvio 3 b). Kuvio 1b esittää nämä kulmat pisteelle Y, joka valitaan mielivaltaisesti involuutilla, joten niillä on vastaava indeksi: Н Y - liuottimen kulma, joka muuttuu pisteeseen y; B Y - profiilin kulma kohdassa Y; Inv Y on involuuttikulma kohdassa Y (halkaisijan dY kehällä). Tämä tarkoittaa, että indeksi osoittaa, millä ympyrällä tarkasteltava evolventtipiste sijaitsee, joten tunnuspiirit käyttävät edellä esitettyjä indeksejä. Esimerkiksi: b a1 on involuuttisen profiilin kulma pisteessä, joka sijaitsee ensimmäisen pyörän pisteiden kehällä; invb - involuuttinen kulma kehäpisteessä, joka sijaitsee pyörän kallistuskulmassa jne. 4. Fromvaihteiden leikkaaminen Leikkausmenetelmiä on kaksi: 1) kopiointimenetelmä; 2) juoksumenetelmä. Ensimmäisessä tapauksessa vaihteistosyvennys jauhetaan universaalisella jyrsinkoneella, jossa on muotoiltu levy tai sormileikkurit, joiden profiili vastaa ontelon profiilia. Sitten työkappale käännetään 360 ° / z kulmassa ja leikataan seuraavaan kuoppaan. Se käyttää jakopäätä, ja on olemassa myös sarjaa leikkureita pyörien leikkaamiseksi eri moduulilla ja erilaisella määrällä hampaita. Menetelmä ei ole tuottava ja sitä käytetään pienimuotoisessa ja yksittäisessä tuotannossa. Toinen menetelmä valssausta tai pyöristämistä varten voidaan suorittaa työkalukiskon avulla (kampa) hammaspyöräleikkauskoneella; dolbyak on vaihteistomekanismissa tai mato-mylly vaihteistomurskaimessa. Tämä menetelmä on erittäin tuottava ja sitä käytetään massan ja suuren mittakaavan tuotannossa. Sama työkalu voi leikata pyörät eri määrällä hampaita. Leikkaus työkalukiskon avulla simuloi teline- ja hammaspyörävaihteistoa, jossa hammasprofiili on muodostettu työkaluprofiilin peräkkäisten asemien kirjekuoreksi, jonka alkukäyrän kulma on b = 20? Leikkuuvälineen ja leikattavan pyörän välistä kytkentää kutsutaan työstökoneeksi. Konetyökalussa alkuympyrä on aina sama kuin pyöreän ympyrän. Tuotetuimpia tarkasteltavista menetelmistä on vaihteiden jyrsintä matonmyllyjen avulla, jotka ovat työkappaleen kanssa vastaavia mato-vaihteiden kanssa. Kun leikataan dolbyakilla, sen edestakainen liike suoritetaan samanaikaisesti. Itse asiassa tämä on työkappaleen kytkentä työkalun hammaspyörään - rammer. Tätä menetelmää käytetään useimmiten, kun leikataan sisäisiä hammaspyöriä. Kaikkia harkittuja menetelmiä käytetään lieriömäisten pyörien leikkaamiseen sekä suorilla että vinoilla hampailla. 5. Hammasprofiilin leikkaaminen.Velkaantumisen korjaus Kun hammaspyörää leikataan, on mahdollista leikata hampaita, mikä ilmenee hampaan pituuden pienentymisenä. Tämä johtaa hampaiden pää- (evolvent) profiilin leikkaamiseen ja niiden taivutuslujuuden vähentämiseen. Hampaiden leikkaaminen tapahtuu, kun aktiivinen kytkentälinja H2 ylittää teoreettisen kytkentälinjan B, B2, koska mikä tahansa hammasprofiilin piste (hammasprofiili), joka on tämän viivan ulkopuolella, ei vastaa perusvaihtelusteoriaa (normaali N "N" , joka pidetään tällaiseen profiiliin kosketuspisteessä, ei kulje kytkentäpylvään läpi.) Rajaamisen vaara on enemmän pienemmälle pyörälle, koska VuH2<В2Н. Vähimmäissiirtokerroin xmin ja vähimmäismäärän hampaiden määrittämiseksi, joille ei havaita alittavuutta, voidaan käyttää hampaiden pääpuolen profiilin rajoittavan pisteen L kaarevuussäteen riippuvuutta. Muista, että pistettä, joka erottaa liuottimen ja sivuprofiilin siirtymäosan, kutsutaan rajaksi. Kuten tiedetään, involuuttisen hampaan pääprofiilin konstruoimiseksi käytetään liuotinta, jonka kaarevuussäde täyttää aina edellytyksen p\u003e 0. Lisäksi involuutti on pääpiirin ulkopuolella ja sen alkupäässä, joka vastaa pääpiiriä, on kaarevuussäde p = 0. Tämä on rajoittava tapaus, jossa pyörän hammasprofiili voi olla NN-kytkentälinjalla ja jonka kaarevuussäde on p = 0. Joissakin tapauksissa pieni hampaan irtoaminen on melko hyväksyttävä, tämä tehdään hampaiden kosketusolosuhteiden parantamiseksi alussa (tai lopussa) ) gearing. Vaihteiden korjaus (latinalaiselta. Corrigo - oikea, parannettu), menetelmä, jolla parannetaan involuuttisen hammaspyörän hampaiden muotoa. Kun hammaspyöriä leikataan, tuottavan kiskon alkuperäinen vakiokäyrä siirtyy säteittäissuunnassa niin, että sen kallistuskulma ei kosketa pyörän kallistuskulmaa. Tällöin voit käyttää tavallista teline- ja hammaspyörästön leikkaustyökalua (kampa, mato jyrsintä jne.) Tai dolbyakiä. Koneen käsittelymenetelmän johdon käsittely (ks. Hammaspyörien leikkaus) ,
pyöritä pyörät alkuperäisen ääriviivan halutulla siirtymällä. K. h. K. ilmestyi keinona poistaa hampaiden varren ei-toivottu leikkaus pyörillä pienellä määrällä hampaita työkalun epätäydellisyyden vuoksi. Moderni K. h. koska sillä on yleisempi merkitys ja se on käytännössä ilmaistu alkuperäisen ääriviivan tarkoituksellisella siirtymällä, joka on yksi hammaspyörien tärkeimmistä geometrisista parametreista. Poikkeama pyörän keskustasta voi olla negatiivinen tai positiivinen. Jos hampaiden profiili on positiivinen, käytetään evolventtialueita, joilla on suuret kaarevuussäteet, mikä lisää hampaiden kosketuslujuutta sekä lisää niiden murtolujuutta. K. h. voidaan käyttää parantamaan molempien pyörien hammaspyörästön laatua ja pyörän hammaspyörää. Riittävien siirtymien valinta voi vähentää hampaiden liukumista toisiinsa, vähentää kulumista, vähentää tarttumisriskiä ja lisätä siirtotehokkuutta. K. h. Voit muuttaa vaihteen keskipistettä, mikä mahdollistaa useiden tärkeiden rakenteellisten ongelmien ratkaisemisen. Esimerkiksi vaihdelaatikoissa planeettamekanismeja jne. Voidaan sijoittaa kahden voimansiirtoakselin väliin, joissa sama pyörä kytkeytyy pyörillä, joilla on erilaiset hampaiden lukumäärät, tai kun korjataan ei-standardi-vaihteita, ne voidaan korvata vakio-hammaspyörillä. Korjattujen linkkien geometriaa laskettaessa käytetään offset-tekijää x, joka on yhtä suuri kuin alkuperäisen muodon siirtymä jaettuna vaihteistomoduulilla. Tapaamisen yhteydessä x 1
1. ja x 2
toisen pyörän osalta on tarpeen ottaa huomioon rajoittavat olosuhteet: hampaan jalan alapinnan puuttuminen tai rajoittaminen; ei häiriöitä, ts. hammasprofiilien keskinäinen risteys pyörien suhteellisen liikkeen aikana; riittävän päällekkäisyystekijän saaminen, joka takaa luotettavasti seuraavan hammasparin kytkeytymisen, kunnes edellinen on tullut ulos kytkentästä; ei hampaiden teroitusta, ts. saada riittävän paksuja hampaita yläosassa. Neuvostoliitossa kätevä tapa laskea nämä edellytykset, ns. estävät ääriviivat - koordinaatteihin rakennetut käyrät x 1
ja x 2
.
Nämä kaaviot heijastavat osoitettuja rajoituksia ja muodostavat suljetun silmukan, joka rajaa sallitun x 1 ja 1 yhdistelmien vyöhykkeen x 2
. Jokaiselle pyörän hampaiden numeroiden yhdistelmälle ( Z 1
ja Z 2
) rakenna estoradio. Jos siirtoa varten ei ole erityisiä vaatimuksia, x 1
ja x 2
sallittujen arvojen vyöhykkeellä ne valitaan yleisten suositusten mukaisesti, joissa otetaan huomioon linkin kaikkien ominaisuuksien (niin sanotut yleiset järjestelmät K. z. K.) parantuminen. Jos siirtoa varten on erityisvaatimuksia (esimerkiksi korkea hampaan lujuus murtumille jne.) x 1
ja x 2
valita ehdoista, joissa nämä vaatimukset täyttyvät täydellisesti (erityisjärjestelmät K. z. k.). johtopäätös Vaihteistot ovat kaikkein järkevin ja yleisin mekaanisten vaihteiden tyyppi. Niitä käytetään voimansiirtoon - vähäisessä määrin pieniin ja kymmeniin tuhansiin kW: iin, kun halutaan siirtää kehäponnistuksia grammoista 10 Mn: n (1000 mc) fraktioista. korkea hyötysuhde (tappiot tarkoissa, hyvin voideltuissa siirroissa 1-2%, erityisen suotuisissa olosuhteissa, 0,5%); korkea kestävyys ja luotettavuus; liukastumisen puute; pieniä kuormia akseleille. Hammaspyörien haittapuolina ovat työt ja melko tarkan valmistuksen tarve. Yksinkertaisin vaihteisto koostuu kahdesta hampaalla varustetusta pyörästä, joiden kautta ne lukittuvat toisiinsa. Vetopyörän pyöriminen muunnetaan käyttävän pyörän pyörimiseksi painamalla toisen hampaita toisen hampaille. Mitä pienempi vaihde on vaihde, sitä suurempi on pyörä. Viitteet 1. Ivanov M.N. Koneen osat: korkeamman oppilaiden oppikirja. tehn. Proc. laitokset. M: Korkeampi. Sc., 1991. - 383 s. 2. Guzenkov P.G. Koneen osat. - M.: Korkeakoulu, 1982. - 504 s. 3. Kuklin N.G., Kuklina G.S., koneen osat. - M.: Korkeakoulu, 1984 - 310 c. 4. G.I. Roshchin, E.A. Samoilov, N.A. Alekseeva. Koneen osat ja suunnittelun perusteet: tutkimukset. yliopistoille / toim. GI Roshchinn ja E.A. Samoilova. - M.: Drofa, 2006. -415 s. Lähetetty Allbest.ru Vaihteiden luokittelu käyttötarkoituksiin. Toleranssikoneistojen sietokäyttö. Vaihteiden ja vaihteiden hallintamenetelmät ja -välineet. Laitteet hammastankojen hallintaan, sovelletut menetelmät niiden käyttöön. abstrakti, lisätty 26.2.2009 Vaihteistomekanismit, joissa linkkien välistä liikettä siirretään hampaiden peräkkäisellä kytkentällä. Vaihteiden luokittelu. Lähetysvaihteen teorian elementit. Geometrinen laskenta involuuttisen kierukan hammaspyöristä. Vaihteiden mallit. esitys lisätty 24.2.2014 Vaihteiden tyypit. Sylinterimäisten hammaspyörien ulkoiset vaihteistot. Hampaiden hajoamisen tyypit. Vaihteiden laskentaperusteet. Vaihdemateriaalien valinta ja lämpökäsittelymenetelmät. Sallitut jännitykset huippukuormituksissa. luentojen kulku, lisätty 15.5.2011 Sylinterimäisten kierukkavaihteiden parametrit. Vaihteiden mallit ja materiaalit, niiden koko ja muoto. Kääntöpyörät ja niiden geometriset laskelmat. Kierukkavaihteiden suunnittelu ja laskenta. Mato-hammaspyörien tärkeimmät edut ja haitat. tiivistelmä, lisätty 18.1.2009 Materiaali pyydysten valmistukseen, niiden suunnitteluun ja teknisiin ominaisuuksiin. Vaihteiden kemiallisen lämpökäsittelyn ydin. Virhe valmistettaessa pyydyksiä. Teknologinen reitti sementoitujen pyydysten käsittelyyn. tiivistelmä, lisätty 01/17/2012 Periaatteena on, että sylinterimäisten pyörien hammashiomakoneella jauhetaan. Hampaiden leikkaamisen menetelmät ja perusmenetelmät. Työkalu hammaspyörien leikkaamiseen. Kiinnityslaitteet, vaihteiden jyrsinkoneet ja niiden tärkeimmät tekniset ominaisuudet. lisättiin 01.1.2011 Vaatimukset hampaiden vaihdetta varten. Aihioiden lämpökäsittely. Sementoitujen osien laadunvalvonta. Vaihteiden muodonmuutos lämpökäsittelyn aikana. Ohjausvaihteiden menetelmät ja keinot. Sementin työntöuuni. lisättiin 01.10.2016 Vaihteiden luokittelu hampaiden profiilin muotoon, niiden tyyppiin, akselien akselien suhteelliseen asentoon. Vaihteiden pääelementit. Sylinterimäisen vaihteiston pää geometristen parametrien laskeminen. Pyörän hampaiden yläosien halkaisijan mittaaminen. esitys lisätty 05/20/2015 Vaihteiden käsittelymenetelmien teknologisten valmiuksien laajentaminen. Käsittelymenetelmät terän työkalu. Vaihteiden edut - parametrien tarkkuus, hampaiden työpintojen laatu ja vaihteiden materiaalin mekaaniset ominaisuudet. 23.2.2009 Vaihteiden rakentaminen, kuluminen, korjaus ja vaihto. Menetelmät nopeus korjaus pyydyksiä. Sylinterimäinen, kierteinen, viistopyörä. Avoimet ja suljetut vaihteet, vaihteiston vaihteiston voiteluaine. Suurten nopeuksien korjausmenetelmät korvaamalla. Vaihteisto mekanismi, joka koostuu hampaiden pyöristä, jotka lukittuvat toisiinsa ja lähettävät pyörimisliikkeitä, jotka yleensä muuttavat kulmanopeudet ja vääntömomentit. Z. p, jaettuna siirtojen akseleiden keskinäisellä järjestelyllä ( kuva 1
): yhdensuuntaisilla akseleilla - lieriömäinen; leikkaavilla akseleilla - kartiomaisilla ja harvoin käytettynä lieriömäisiä ja sylinterimäisiä; päällekkäisillä akseleilla - hammastettu ruuvi (mato, hypoidi ja ruuvi). Tähtilevyn erityistapaus on hammaspyörästö, joka muuntaa pyörivän liikkeen translaatioksi tai päinvastoin. Useimmissa koneissa ja mekanismeissa Z. s. Ulkoisella hammaspyörästöllä, ts. Kun hammaspyörät, joissa on hampaita ulkopinnalla, harvemmin sisäisellä hammaspyörällä, joissa hampaat leikataan yhden pyörän sisäpinnalle, käytetään. Vaihteistopyörät: suorilla hampailla pienille ja keskimääräisille nopeuksille avoimissa siirroissa ja nopeuslaatikoissa; vino hampaat käytettäväksi kriittisissä vaihteissa keskipitkällä ja suurella nopeudella (yli 30% kaikista hammaspyöristä); Chevron-hampaat suurten hetkien ja voimien siirtämiseksi raskaisiin koneisiin; Pyöreät hampaat - kaikissa kriittisissä kartiomaisissa hammaspyöriin. Vaihteiden suhde) jossa w 1 , z 1 ja w 2 , z 2 - kulmanopeus ja hampaiden lukumäärä, suurnopeus- ja matalan nopeuden vaihdelaatikot. Kelluva vaihdelaatikko, jossa on vaihteleva vaihtosuhde, suoritetaan ei-pyöreillä lieriömäisillä pyörillä, jotka annetaan orjaelementille annetulla sujuvasti vaihtelevalla nopeudella isäntäkoneen vakionopeudella. Sellainen Z. s. Harvoin käytetty. Vaihteistojen yhden pyöräparin vaihteiden välinen vaihtosuhde on yleensä enintään 7, vaihteistoissa jopa 4, konepöydissä jopa 20 tai enemmän. Piirinopeudet suurella tarkkuudella Z. n. - jopa 15 ° C m / s kierukkavaihteisiin - enintään 30 mm m / s suurnopeusratkaisuissa nopeus jopa 100 m / s ja enemmän. Z. s. Ovatko kaikkein järkevin ja yleisin mekaaninen vaihteisto. Niitä käytetään siirtämään valtaa - vähäisiltä kymmeniltä tuhansilta kw, siirretään piirin voimia grammoista 10: een MN (1000 mc).
Z. P: n tärkeimmät edut: huomattavasti pienemmät mitat kuin muut vaihteet; korkea hyötysuhde (tappiot tarkoissa, hyvin voideltuissa siirroissa 1-2%, erityisen suotuisissa olosuhteissa, 0,5%); korkea kestävyys ja luotettavuus; liukastumisen puute; pieniä kuormia akseleille. Palkkaolosuhteiden haitat ovat työtapaturma ja tarkka valmistustarve. Hammaspyörät ovat ns. siirto, jonka pääasiallinen kinemaattinen ominaisuus on hetkellisen vaihteiston pysyvyys hampaiden jatkuvalla kosketuksella. Tällöin yleinen normaali (kytkentäviiva) hammaspyörien profiileihin niiden kosketuspisteen missä tahansa kohdassa tulee kulkea kytkentäpylvään läpi. kuva 2
). Sylinterimäisissä hammaspyörissä kytkentäpylväs on hammaspyörien alkupiirien väliset kosketuskohdat, ts. Ympyrät, jotka kulkevat toisiaan pitkin liukumatta. Alkuperäisten ympyröiden halkaisijat d 1 ja d 2 voidaan määrittää suhteista:
jossa A - keskipiste (pyörän akseleiden välinen etäisyys). Tämä ehto täyttyy monilla käyrillä, erityisesti evolventeilla, jotka ovat kaikkein edullisimpia hampaiden profiloinnissa operatiivisten ja teknologisten ominaisuuksien yhdistelmän kannalta, Involute gearing saivat ensisijaisen käytön koneenrakennuksessa. Pyörät, joilla on involuuttiprofiili, voidaan leikata yhdellä työkalulla hampaiden lukumäärästä riippumatta ja siten, että kukin kääntyvä pyörä voi tarttua pyöriin, joilla on mikä tahansa määrä hampaita. Työkalun hampaiden profiili voi olla yksinkertainen, kätevä valmistukseen ja hallintaan. Involuuttinen kytkentä on vähän herkkä keskipisteen poikkeamille. Hammasprofiilien kosketus tapahtuu kytkentälinjan kohdissa, jotka kulkevat kytkentäpylvään läpi pääpyörien suhteen, joiden halkaisijat ovat d 01 = d 1 cos α ja d 02 = d 1 cos α, jossa a on kytkentäkulma. Involuutin ja muun hammaspyörästön moduulin päämittausparametri m, on yhtä suuri kuin vaihde d d hampaiden määrä z. Korjaamattomat involuuttiset vaihteet (katso. \\ T Vaihteiston pyörän korjausa) Alku- ja pyöreät ympyrät yhtyvät: d 1 = d d1 = mz 1 ja d 2 = d d2 = mz 2 . Profiili on ns. hammaspyörä, kun muodostetaan hammaspyörä, on esitetty pääkiskon alkuperäistä ääriviivaa pitkin ( kuva 3
), joka saadaan lisäämällä normaalin involuutin hampaiden määrää äärettömään. Reikien tuottavat hampaat ovat kasvaneet h = (h ” + h ”)
muodostaa säteittäinen tila silmässä ( c o m),
paksuus pikiympyrän ympärillä s, kaarevuussäde r i,vaihdevälin pituus t, vääntökulma α d. Spiraalivaihteissa alkupiiri otetaan hammaslinjaan nähden normaaliin osaan. Vuonna kartio Z. p. kuva 4
) alkuperäiset sylinterit korvataan alkuperäisillä kartioilla 1
ja 2
. Hammasprofiileja pidetään suunnilleen hampaiden sivupintojen leikkauspisteinä lisäkartioilla. 3
ja 4,
koaksiaalinen, mutta generaattoreilla, jotka ovat kohtisuorassa alkukartioiden generaattoreihin nähden. Moduuli, alku- ja pyöreät ympyrät mitataan ulkoisesta lisäkartiosta. Hampaiden profiloinnin helpottamiseksi lisätään ylimääräisiä kartioita tasolle. 5
ja 6.
Involuuttista sitoutumista voidaan parantaa korjaamalla. Kääntymättömän hammaspyörästön lisäksi kellomekanismit ja jotkut muut laitteet käyttävät sykloidista hammaspyörästöä, joka toimii vähemmän kitkatappioilla ja mahdollistaa hammaspyörien käytön pienellä määrällä hampaita, mutta joilla ei ole määrättyä edestakaisen hammasvaihteen etuja. Raskaissa koneissa käytetään involuuttivaihteita, joissa käytetään pyöreäpyöräisiä vaihteita ( kuva 5
), ehdotettu 50-luvulla. 20 sisään. M.L. Novikov. Pyörien hampaiden profiilit Novikov-sitoutumisessa on piirretty ympyrän kaaren mukaan. Yhden hammaspyörän (yleensä pienet) kupera hampaat ovat kosketuksissa toisen koverien hampaiden kanssa. Ensimmäinen kosketus (ilman kuormaa) tapahtuu kohdassa. Siirrossa Novikov-hammaspyörät ovat kierteiset. Hampaiden kosketuspisteet eivät liiku hampaiden korkeutta pitkin, vaan vain aksiaalisessa suunnassa, ts. kytkentälinja on yhdensuuntainen pyörien akseleiden kanssa. Tällaisten pakastusjärjestelmien etuja ovat: alennetut kosketusjännitykset, suotuisat olosuhteet öljykiilan muodostumiselle, mahdollisuus käyttää pieniä hampaita sisältäviä pyöriä ja siten suuria vaihtosuhteita. Novikov-vaihteiden kantokyky kosketuslujuuden kriteerillä on huomattavasti suurempi kuin involuuttiset. Tuotteen tyydyttävään toimintaan niiden tarkkuus on tarpeen. H.: lle s. Edellyttäen 12 asteen tarkkuutta, jotka valittiin lähetyksen tarkoituksen ja työskentelyolosuhteiden mukaan. Tärkeimmät syyt toimintahäiriöön ovat: hampaiden rikkoutuminen, hampaiden pintakerrosten väsymys, hankauskäyttö, hampaiden tukkeutuminen (havaitaan, kun öljykalvo tuhoutuu suurista paineista tai korkeista lämpötiloista). Vaihteiden tärkeimmät materiaalit ovat seostetut teräkset, joille tehdään lämpökäsittely tai kemiallinen-lämpökäsittely: pintakovetus, lähinnä suurtaajuusvirrat, irtokarkaisu, sementointi, nitro-sementointi, nitrointi, syanidointi. Z. p. Terästä, joka on parantunut lämpökäsittelyllä ennen hampaiden leikkaamista, valmistetaan ilman tiukkoja vaatimuksia niiden mitoille, useimmiten pienimuotoisessa ja yksittäisessä tuotannossa. Erikoisvaatimukset meluisuudelle ja alhaisille kuormituksille on yksi vaihteisto muovista (PCB, kaproloni, laminoidut muovit, polyformaldehydi), ja liitos on valmistettu teräksestä. H. s. Laske taivutusjännitysten voimakkuus vaarallisessa osassa hampaiden pohjassa ja kosketuspainikkeet kytkentäpylväässä. Varaosia käytetään yksivaiheisina yksivaiheisina vaihteina ja useiden vaihteiden, sisäänrakennettujen autojen tai erillisten yksikköjen muodossa. Z. pp: tä käytetään laajasti kulmanopeuksien alentamiseen ja vääntömomentin lisäämiseen alennusvaihde ah. Vaihteistot suoritetaan yleensä erillisissä koteloissa, joissa on vastaavasti yksi-, kaksi- ja kolmivaiheinen vaihteisto, 1,6-6,3; 8-40; 45-200. Yleisimmät kaksivaiheiset vaihteistot (noin 95%). Erilaisten lähtöakselin pyörimisnopeuksien saamiseksi taajuusmuuttajan vakionopeudella käytetään vaihdelaatikkoja (katso Vaihteisto). Vaihteistomekanismien mahdollisuuksia laajennetaan käyttämällä planeettavaihteita (katso Planetaarinen vaihde),
joita käytetään vaihteistoina ja differentiaalimekanismeina (ks. \\ t Eri mekanismi). Planetaaristen tähtivaihteiden pienet mitat ja massa määräytyvät kuorman jakautumisen välillä useiden hammaspyörien (satelliittien) välillä, jotka suorittavat planeettaliikkeen ja sisäisen hammaspyörästön käytön, jolla on suurempi kantavuus. Siirtymässä yksinkertaisesta vaihteesta planeetalle saavutetaan 1,5-5-kertaisen massan väheneminen. Pienimmillä suhteellisilla mitoilla on aaltolähetykset (katso Aallonsiirto),
suurten kuormitusten siirtäminen suurella kinemaattisella tarkkuudella ja jäykkyydellä. Lit.: Kudryavtsev V.N., Gears, M. - L., 1957; Reshetov, N. N., Machine Parts, M., 1963; Chasovnikov, LD, siirrot meshingin mukaan, M., 1969; Koneen osat. Handbook, toim. N. S. Acherkana, osa 3, M., 1969. D. N. Reshetov. Kuva 2. Involuuttiprofiilien muodostuminen: NN - yleinen normaali; P - hammaspyörä; α on kytkentäkulma; ω 1 ja ω 2 - kulmanopeudet; 1 ja 2 - hammaspyörät. Suuri Neuvostoliiton tietosanakirja. - M: Neuvostoliiton tietosanakirja.
1969-1978
.
Vaihteisto - Gears. Hammaspyörät; käytetty kierukkavaihteisto; chevronissa; g kartiomainen. NOPEUSTOIMINTA, mekanismi, joka välittää pyörimisliikkeen akseleiden välillä ja vaihtaa pyörimisnopeutta. Vaihteita voidaan rakentaa koneeseen, ... ... Kuvitettu tietosanakirja Lähetys vaihdelaatikon avulla. Yksi vanhimmista tavoista siirtää akseleiden välinen kierto, jota käytetään nykyään laajalti, erityisesti tapauksissa, joissa vaaditaan vakio kierroslukujen suhteita. Gears ... ... Collierin tietosanakirja vaihteisto - voimansiirto Kolmen linkin mekanismi, jossa kaksi liikkuvaa osaa ovat hammaspyöriä, jotka muodostavat pyörimis- tai translaatioparin, jolla on kiinteä yhteys. [GOST 16530 83] Lähetyskohteet Yleiset termit Ehdot, jotka liittyvät ... ... Teknisen kääntäjän opas Kolmen linkin mekanismi, jossa 2 mobiililinkkiä ovat hammaspyörät (tai pyörä ja teline, mato), jotka muodostavat pyörimis- tai translaatioparin, jolla on kiinteä yhteys (runko, teline). On sylinterimäisiä vaihteita ... Big Encyclopedic Dictionary Nopea lähetys - kolmivaiheinen mekanismi, jossa kaksi matkaviestintäyhteyttä ovat hammaspyörät (tai pyörä ja teline, mato), jotka muodostavat pyörivän tai translaation parin kiinteällä yhteydellä (runko, teline). On sylinterimäisiä sylintereitä, ... ... Big Polytechnic Encyclopedia Kiinnitysvaihde Kiinnityslaite on mekanismi tai mekaanisen vaihteiston osa, joka sisältää hammaspyörät. Tarkoitus: kiertoliikkeen siirtäminen akseleiden välillä, joilla voi olla rinnakkainen ... Wikipedia 1. Mekanismi akselien välisen kiertoliikkeen siirtämiseksi ja pyörimisnopeuden muuttamiseksi, joka koostuu hammaspyöristä (joko hammaspyörästä ja telineestä) tai maton ja maton pyörästä. Yksinkertaisimman yksivaiheisen hammaspyörän ... Encyclopedic-sanakirja Pyörivää mekanismia. akselien ja pyörimisnopeuden muutos, joka koostuu vaihteista (joko hammaspyörästä ja säleistä) tai maton ja maton pyörästä. Yksinkertaisin yksi vaihe 3. s. Sisältää telineen, johtavan ja ... ... Big Encyclopedic Polytechnic Dictionary vaihteisto - krumpliaratinė perdava statusas T segment automatika atitikmenys: angl. vaihteisto; vaihteisto; vok. Zahnradübersetzung, f; Zahnradgetriebe, n; Zahnradtrieb, m rus. vaihteisto, f pranc. commande par engrenages, f ryšiai: ... ... Automatikos terminų žodynas vaihteisto - vaihde. hammaspyörä. vaihdetta. velkaantumisaste. vaihde. mato. maton vaihde. hypoidin siirto. globoidin siirto. planeettapyörä. kierukkavaihteisto (# vaihde). chevron (# pyörä). pyydysten leikkauskone (# kone). ... ... ... Venäläisen kielen ideografinen sanakirja

![]()
Lähetä hyvä työsi tietopohjassa on yksinkertainen. Käytä alla olevaa lomaketta.
Samankaltaiset asiakirjat
![]()

Katso, mikä on "vaihde" muissa sanakirjoissa: