ગિયરિંગ ગિયર્સ ગિયર્સ તપાસો અને ગોઠવો
મુખ્ય ગિયરના બેવલ ગિયર્સનું સાચું ઓપરેશન સુનિશ્ચિત કરવા માટે, તે જરૂરી છે કે ગારના અક્ષીય ચળવળ તેમના દ્વારા ટોર્કને ટ્રાંસમિટ કરતી વખતે ન્યૂનતમ હોય, તેથી, ટેપર્ડ બેરિંગ્સનો પ્રીલોડ લોડ થાય છે. જેમ જેમ ટ્રાન્સમિટ થયેલા ટોર્ક વધે છે તેમ, ટેપર્ડ બેરિંગ્સની તંગી ઓછી થાય છે, પરંતુ ટોર્ક મૂલ્યો મહત્તમ કરતા વધુ હોય છે, ગિયર્સ ન્યૂનતમ એક્સિઅલ ડિસ્પ્લેસમેન્ટ મેળવે છે, જેના પરિણામે તેમના વસ્ત્રોમાં ઘટાડો થાય છે.
જો કે, વધારે પડતું પ્રીલોડ લોડિંગ જીવનને નાટકીય રીતે ઘટાડી શકે છે.
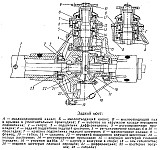
ફિગ. ડ્રાઇવિંગ મિકેનિઝમ ડ્રાઈવ આધારિત એક્સેલ
બેરિંગ ગોઠવણની સાચીતા એ ટોર્કની માત્રા દ્વારા નિર્ધારિત કરવામાં આવે છે જે તેને ચાલુ કરવા માટે બેરિંગ્સ પર માઉન્ટ થયેલ શાફ્ટ પર લાગુ થવી જોઈએ. ક્ષણ ટોર્ક સાધન દ્વારા માપવામાં આવે છે. બેરિંગ્સના આંતરિક રિંગ્સ વચ્ચે વાશરની જાડાઈને બદલીને મુખ્ય ડ્રાઈવ શાફ્ટના ટેપર્ડ બેરિંગ્સ 16 નું પ્રીલોડ. આ કિસ્સામાં, આંતરિક રિંગ્સ બેરિંગ્સના બાહ્ય રિંગ્સથી સંબંધિત અક્ષીય રીતે ગતિ કરે છે, અને આંતરિક રીંગની શંકુ સપાટી વચ્ચેના અંતર અને બેરિંગના પ્રત્યેક રિંગની શંકુ સપાટીની બદલાવ બદલાય છે; રિંગ્સ વચ્ચેના ટેપર્ડ રોલર્સની ક્લેમ્પિંગની ડિગ્રી પણ બદલાઈ જાય છે. એ જ રીતે, સંચાલિત બેવલ ગિયર 13 ના રોલર ટેપર્ડ બેરિંગ્સને એડજસ્ટ કરવામાં આવે છે. વિભેદક ગૃહના રોલર ટેપર્ડ બેરિંગ્સનું ગોઠવણ એડજસ્ટિંગ નટ્સને ફેરવીને કરવામાં આવે છે, જે આંતરિકના સંબંધમાં બેરિંગ્સના બાહ્ય રિંગ્સની અક્ષીય ગતિ આપે છે.
એડજસ્ટમેન્ટ પછી, રોલર ટેપર્ડ બેરિંગ્સનું પ્રીલોડ લોડ કરવા માટે દાંત સંપર્ક સ્થળ દ્વારા બેવલ ગિયર જોડાણને નિયંત્રિત કરે છે, જેના માટે પેઇન્ટની પાતળા સ્તર અગ્રણી બેવલ ગિયરના દાંત પર લાગુ થાય છે અને પછી ગિયર્સ ચાલુ થાય છે. ગિયર્સની યોગ્ય રીયરિંગ સાથે, દાંતની ઊંચાઇના મધ્ય ભાગમાં સ્થિત, બેવેલ ગિયર પર સંપર્ક પેચ દાંતની લંબાઈના લગભગ 2/3 જેટલા છે અને તેના સાંકડી ભાગમાં સહેજ બદલાઈ જાય છે.
સંપર્ક પેચના સ્થાનના આધારે, ફેક્ટરી સૂચનાઓના સૂચનો અનુસાર ગિયર્સની સ્થિતિને સમાયોજિત કરો.
ડ્રાઈવ બેવલ ગેઅર 14 ની સ્થિતિ, બેરિંગ હાઉસિંગ 16 વચ્ચેના શિમની સંખ્યાને બદલીને અને મુખ્ય ગિયર કેસ 18 ની ફ્લેંજને બદલીને અને બે પંક્તિવાળા ટેપર્ડ રોલર બેરિંગ બોડી અને મુખ્ય ગિયર હાઉઝિંગની બાજુના ફ્લેંજની વચ્ચેના સ્પેસર્સની મદદથી 13 સંચાલિત બેવલ ગિયર 13 ની સ્થિતિને નિયંત્રિત કરે છે. સંચાલિત બેવલ ગિયરના દાંત પર સંપર્ક પેચની આવશ્યક સ્થિતિ પ્રાપ્ત કરવી, ડ્રાઇવિંગ અને ચાલિત બેવલ ગિયર્સ વચ્ચેની બાજુની મંજૂરીને નિયંત્રિત કરવું, જે સરેરાશ 0.15 ... 0.3 એમએમ છે.
બેવલ ગિયર જોડીના ઝભ્ભાની ગોઠવણ કપ 5, 10, 25 ની લંબાઈવાળી ચળવળ દ્વારા કરવામાં આવે છે, જે 6, 14 ના gaskets ની જાડાઈ બદલીને અને રાઉન્ડ નટ્સને ફેરવીને કરવામાં આવે છે.
બેવલ ગિયર્સની ઝીણવટભરી ગોઠવણી, તેમને જરૂરી જગ્યામાં વ્હીલ્સના અનુગામી ફિક્સેશન સાથે તેમના અક્ષો સાથે ખસેડીને બનાવવામાં આવે છે.
ગાસ્કેટને બીજા ભાગમાં એક ક્રેંકકેસ કવર હેઠળ સ્થાનાંતરિત કરીને ગિયરિંગ ગિયર્સનું સમાયોજન કરી શકાય છે. ગિયરિંગના યોગ્ય ગોઠવણ સાથે, 40 મીમીના ત્રિજ્યાના પરિઘની આસપાસના કાંઠાની ચળવળની હિલચાલ 0 થી 0 એમ 6 એમએમ વચ્ચે હોવી જોઈએ.
જ્યારે તે પહેરવામાં આવે ત્યારે દાંત વચ્ચેના બાહ્ય મંજૂરીને ઘટાડવા માટે ગિયર્સના ગિયરિંગને સમાયોજિત કરવાની ભલામણ કરવામાં આવતી નથી, કારણ કે આનાથી દાંતની ચાલી રહેલી સપાટીની સંબંધિત સ્થિતિનું ઉલ્લંઘન થાય છે અને તેના ભંગાણ થઈ શકે છે. જ્યારે નવાં વસ્ત્રો પહેરતા હોય ત્યારે, શિમની મદદથી તેમની પરસ્પર સ્થિતિને વ્યવસ્થિત કરવી જરૂરી છે. આ કિસ્સામાં, તમારે સૌ પ્રથમ બેરિંગ્સને સમાયોજિત કરવું આવશ્યક છે.
ફેક્ટરીમાં એસેમ્બલી દરમિયાન ગિયરિંગ ગિયર્સનું ગોઠવણ ઉત્પન્ન થતું નથી, કેમ કે સાચા શૂટીંગ ગિયર્સે સંવનન ભાગો પર યોગ્ય સહનશીલતા પ્રદાન કરી છે. બેરિંગ્સના વસ્ત્રોને વળતર આપવા માટે ઓવરફૂલ કરતી વખતે, પેઇન્ટ પરના ગિયરિંગ ક્લચની શુદ્ધતા તપાસો. ડ્રાઇવિંગ પિનિયન શાફ્ટની બેરિંગ હાઉઝિંગની ફ્લેંજ હેઠળના gaskets નો ભાગ દૂર કરીને એડજસ્ટમેન્ટ કરવામાં આવે છે. ઓબાયમી વચ્ચેની બાજુની મંજૂરી 0 થી 0 એમએમની અંદર હોવી જોઈએ, જે છિદ્રની ત્રિજ્યા પર 25 - 0 9 એમએમ દ્વારા કાર્ડન ફ્લેંજના કોણીય વિસ્થાપનને અનુરૂપ છે. માનક પેકેજમાં 0 100 - 0 085 ની જાડાઈ સાથે gaskets શામેલ છે; 0 25 - 0 23 અને 0 80 - 0 75 મીમી.
મુખ્ય ગિયરના બેવલ ગિયર્સની ઝૂંસરી તેમના શાફ્ટની અક્ષીય હિલચાલ દ્વારા ગોઠવાય છે. નાના બેવલ ગિયર ચાલ, નાના બેવલ ગિયર અને ક્રેન્કકેસ મુખ્ય ગિયરના શાફ્ટ હાઉસિંગ વચ્ચે સ્થાપિત શિમયો ગોઠવવાની સંખ્યા બદલતા. માનક પેકેજમાં 0 05 ની જાડાઈ સાથે gaskets શામેલ છે; 0 1; 0 2; 0 5; 1 0 એમએમ Gaskets 0 1 અને 0 5 એમએમ માંગ પર સુયોજિત.
મુખ્ય ગિયરના બેવલ ગિયર્સની ઝૂંસરી તેમના શાફ્ટની અક્ષીય હિલચાલ દ્વારા ગોઠવાય છે. નાના બેવલ ગિયર ચાલ, નાના બેવલ ગિયર અને ક્રેન્કકેસ મુખ્ય ગિયરના શાફ્ટ હાઉસિંગ વચ્ચે સ્થાપિત શિમયો ગોઠવવાની સંખ્યા બદલતા.
સંપર્ક પેચની પ્રકૃતિ અનુસાર પેઇન્ટ પર ગિયર ગોઠવવું નીચે મુજબ છે.
સંપર્ક પેચની પ્રકૃતિ અનુસાર પેઇન્ટ પર ગિયર ગોઠવવું નીચે મુજબ છે. એક ચક્રના દાંત પેઇન્ટથી ઘેરાયેલા હોય છે અને બંને વ્હીલ્સ તેમના બેસણા પછી, બે અથવા ત્રણ વળાંક માટે ચકાસાયેલા છે. પરિણામે, ચક્રના દાંત પર છાપ દેખાય છે, પેઇન્ટથી સુગંધિત નથી, જેના દ્વારા ગિયરિંગની ગુણવત્તા નક્કી થાય છે. પહેલાથી જ નોંધ્યું છે કે, સૌથી અનુકૂળ છાપ માનવામાં આવે છે, જ્યારે દાંતના પાતળા ભાગ દ્વારા લોડ ટ્રાન્સફર પ્રયત્નો વગર વ્હીલ્સ (જુઓ.
| નિયંત્રણ સર્કિટ એસેમ્બલી એસેમ્બલી બેવલ ગિયર્સ પેઇન્ટ પ્રિન્ટના પ્રકારો ખોટી રીતે મેશેડ સ્પુર બેવલ ગિયર્સ સાથે. |
સંપર્ક પેચની પ્રકૃતિ અનુસાર જોડાણની ગોઠવણ નીચે પ્રમાણે કરવામાં આવી છે.
ક્રેકકેસમાં ચાલેલા ગિયરને ઇન્સ્ટોલ કર્યા પછી અને બેરિંગ્સને ચેક કર્યા પછી મુખ્ય ગિયરના બેવલ ગિયર્સને પકડવાનું સમાયોજન કરવામાં આવે છે. પાછળના ધરીના ડિઝાઇનના આધારે ઉત્પાદિત સંચાલિત બેવલ ગિયર્સની સ્થાપના. કાર M-20 માંથી તેને ઇન્સ્ટોલ કરતાં પહેલાં બેરિંગ્સ અને સીલ સાથે ક્રેંકકેસ કવર અને એક્સલ શ્રાઉન્ડ્સને ભેગા કરો. ટેપર્ડ રોલર બેરિંગ્સની બાહ્ય રિંગ્સ ક્રેન્કકેસ કવરના છિદ્રોમાં સમાપ્ત થાય ત્યાં સુધી ઇન્સ્ટોલ કરવામાં આવે છે. એક્સલ શાફ્ટની આવરણમાં બે ગ્રંથીઓ દબાવવામાં આવે છે, તેમની કાર્ય સપાટી સપાટી પર ગ્રીસ સાથે લગાવેલી હોય છે.
બેવલ ગિયર્સની સામાન્ય સંલગ્નતા તેમને અકાળે વસ્ત્રો અને તોડવાથી રક્ષણ આપે છે અને દાંતમાં ઘર્ષણ ઘટાડે છે. બેવલ ગિયર્સની આ પ્રકારની સગવડ એ સાચી છે જ્યારે તેમની કુહાડીઓ એક જ પ્લેનમાં રહે છે, એકબીજાને લંબચોરસ છે, અને શંકુના ટોપ્સ સરખા છે. આ કરવા માટે, પાછળના એક્સલ હાઉસિંગમાં કોઈ ચોક્કસ સ્થિતિમાં બેવલ ગિયર્સ ઇન્સ્ટોલ કરવું આવશ્યક છે.
ભાગોના વસ્ત્રો અને આંસુના પરિણામે, ગિયર સગાઈ તોડી શકાય છે. બેરિંગ્સ અને તેમની વધતી બેઠકોના નોંધપાત્ર વસ્ત્રો સાથે, ગિયર્સના ધરીઓની લંબાઈ તૂટી જાય છે અથવા એક્સેલ્સ સમાન પ્લેનમાં હોઈ શકતા નથી; જ્યારે દાંત પહેરે છે, ગિયર્સની વચ્ચેની બાજુની મંજૂરી વધે છે અને સંપર્ક સપાટી દાંતની ઊંચાઈ સાથે બદલાય છે.
પ્રથમ કિસ્સામાં, બેરિંગ્સને બદલવું જરૂરી છે. ગિયર્સની મૂળ સ્થિતિને અક્ષીય દિશામાં ખસેડીને તેને પુનઃસ્થાપિત કરવા. તેમના વધારાના ચળવળ દ્વારા ગિયર દાંત પહેરવાના વળતરની છૂટ નથી, કારણ કે જ્યારે પહેરેલા દાંત વચ્ચે સામાન્ય મંજૂરી સ્થાપિત કરવામાં આવે છે, ત્યારે શંકુની ટીપ્પણીઓ એકરૂપ થતી નથી.
પાછળના ધરીને એકીકૃત કરતી વખતે, પિનિયન ગિયર 28 ("બેલારુસ" ટ્રેક્ટરના પાછળના ધરીના ડાયાગ્રામને જુઓ) સેટ કરવામાં આવે છે જેથી તેના પાછલા અંત અને વિભેદક ભૌમિતિક અક્ષ વચ્ચેની અંતર 130 ± 0\u003e 15 મીમી હોય. આ ગિયરબોક્સના પ્રાથમિક શાફ્ટની ફ્રન્ટ બેરિંગના ગ્લાસની બહારની બાજુએ મૂકે છે. 0.25 - 0.50 મીમીની રેન્જમાં ગિયર દાંતમાં બાજુની મંજૂરી, gaskets 22 દ્વારા વિભેદક ધરીના બેરિંગ્સના જમણા અને ડાબા ચશ્માની નીચે ગોઠવાયેલા છે. ગિયર્સ પહેરવાના ચોકસાઈને પેઇન્ટ માટે તપાસો: પેઇનિયન ગિયર કવરના દાંત પેઇન્ટના પાતળા સ્તર સાથે અને ચાલેલા ગિયરને એક વળાંક ફેરવે છે.
શાહી છાપ એ ગિઅરના દાંતના લંબાઈની 80% કરતા ઓછી ન હોય અને શાખાના મધ્યમાં દાંતની ઉપર અથવા ઉપરની તરફ મોટી વિસ્થાપન હોતી નથી, તો સગાઈને યોગ્ય ગણવામાં આવે છે.
બાજુના ક્લિયરન્સની રકમ એ દાંત વચ્ચે મોટા ગિયર બેઝ પર અથવા સૂચક દ્વારા લીડ કરેલી લીડ પ્લેટ દ્વારા નક્કી કરવામાં આવે છે.
ગિયરિંગ અને ઓપરેશનમાં રહેલા ગિયર્સની બાજુની મંજૂરીની માત્રાને ટ્રેક્ટરની નિયમિત સમારકામ દરમિયાન અથવા બેવલ ગિયરના અસામાન્ય કામગીરીના ચિહ્નો દરમિયાન તપાસવામાં આવે છે. પછીના કિસ્સામાં, ગિઅર્સ પર કોઈ ચિપ્સ, નિક્સ અને અન્ય ખામી ન હોવાનું તપાસવું આવશ્યક છે, પછી હબ પર ચાલતા ગિયર અથવા વિભેદક ધરી પર ડાબા બેરિંગની નબળાઇ નબળી પડી છે કે નહીં.
કાર્યરત ગિયર્સની ઝીણવટભરી ગોઠવણી ફક્ત તે જ સ્થિતિમાં હોવી જોઈએ જ્યારે પાછળના ધૂળને ડિસએસેમ્બલ કરવામાં આવે અથવા દાંતમાં ગેપ 1.2 એમએમ કરતા વધારે હોય. આ પ્રકારના ગોઠવણનો ક્રમ નીચે મુજબ છે: બ્રેકની લાકડીને ડિસ્કનેક્ટ કરો અને કપના ઢાંકણો દૂર કરો; બે બોલ્ટ્સને ફ્લેંજના માઉન્ટિંગ છિદ્રોમાં ભીડવું, જમણા કપને દબાવો જેથી તમે gaskets 22 ને દૂર કરી શકો; તે જ રીતે, ગિયર દાંત વચ્ચેના અંતરના કદ દ્વારા ડાબા કપને દબાવો; Gaskets નો ઉપયોગ કરીને, દાંતના વસ્ત્રોને ધ્યાનમાં લઈને વધેલી મંજૂરીને સ્થાપિત કરો અને પ્રિન્ટની પ્રકૃતિ દ્વારા ગિયરિંગ ગિયર સંરેખણની સાચીતા તપાસો; તે પછી, ભિન્ન એક્સેલના બેરિંગ્સને ગ્રીસથી ભરો અને કપના ઢાંકણો મૂકો જેથી તેમાંના કોથળીઓ કપમાં ઓઇલ સપ્લાય છિદ્રો સાથે આવે.
UAZ-452 ના મુખ્ય ગિયરના ગિયર્સને મેશિંગમાં બેરિંગ્સ, સાઇડ ક્લિયરન્સ અને સંપર્કમાં શરૂઆતમાં ફેક્ટરીમાં ગોઠવવામાં આવે છે. ઓપરેશન દરમિયાન, નિયમ તરીકે, તેઓને સમાયોજિત કરવાની જરૂર નથી. જ્યારે કોઈ પણ ભાગ, બેરિંગ્સ અથવા બેરિંગ્સમાં એક્સિકિયલ ક્લિઅરન્સને બદલતા હોય ત્યારે તેને સમાયોજિત કરવું જ જરૂરી છે.
મુખ્ય ગિયરના ગિયર દાંત વચ્ચેની બાજુની મંજૂરી, જે તેમના વસ્ત્રોને કારણે દેખાય છે, એડજસ્ટમેન્ટ દ્વારા ઘટાડી શકાતી નથી, કારણ કે આ કિસ્સામાં ચાલી રહેલા ગિયર્સની સંબંધિત સ્થિતિ વિક્ષેપિત થઈ જશે, જે અવાજમાં વધારો કરશે, સંભવતઃ દાંત તોડશે.
ટેપર્ડ રોલર બેરિંગ્સમાં એક્સિઅલ ક્લિયરન્સ, જે ઓપરેશન દરમિયાન દેખાઈ હતી, તે મુખ્ય ગિયરની ચાલતી ગિયર્સની સ્થિતિને ખલેલ પહોંચાડ્યા વગર દૂર કરી દેવી જોઈએ. મુખ્ય ગિયર્સના દાંતમાં લેટરલ ક્લિઅરન્સ અને ગિયરિંગ જ્યારે તે બદલવામાં આવે ત્યારે જ નિયમન કરે છે.
જ્યારે સંચાલિત ગિયરની એક્સેલ ક્લિયરન્સ દેખાય છે, ત્યારે તે રિમોટ એક્સલ્સ પર ઓઇલ ફિલર છિદ્ર દ્વારા તપાસવામાં આવે છે, તે જ સમયે જાડાઈના સેટીસને સેટેલાઇટ બૉક્સની જમણી અને ડાબી બાજુઓમાં ઉમેરવું જરૂરી છે, જ્યારે ખાતરી કરો કે સંચાલિત ગિયર નાના પ્રયત્નો સાથે પરિણમે છે.
ભાગોના સ્થાનાંતરણ પછી વિભેદક બેરિંગ્સ નીચે પ્રમાણે ગોઠવવામાં આવે છે:
1. વિભેદક બૉક્સના જર્નલ પર વિભેદક બેરિંગ્સના આંતરિક રિંગ્સને દબાવો જેથી તેમના અંત અને 3.0-3.5 મીમીની અંદર સેટેલાઇટ બૉક્સના અંત વચ્ચેનો અંતર હોય.
2. ક્રેન્કકેસમાં વિભેદક એસેમ્બલી ઇન્સ્ટોલ કરો, ગેસ્કેટને ક્રેંકકેસ કનેક્ટરમાં ગોઠવો, જ્યારે તેને એડજસ્ટ કરતી વખતે તેની જાડાઈ ધ્યાનમાં લેવા અને પછી કવરને ઇન્સ્ટોલ કરો અને કાળજીપૂર્વક તેને બંને દિશામાં ફેરવો, બેરિંગ્સને રોલ કરો જેથી રોલર્સ યોગ્ય સ્થાન લઈ શકે. આ કિસ્સામાં ગૃહસ્થ અક્ષો ઊભી સ્થિતિમાં હોવી જોઈએ. પછી, બેરિંગ્સના રોલિંગને ખલેલ પહોંચાડ્યા વિના, કવરને બૉલ્ટ અને બદામ સાથે ક્રેંકકેસ સાથે સમાન રીતે જોડો.
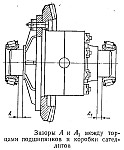
3. બદામ અને બોલ્ટ્સ સામેલ કરો અને કવરને દૂર કરો. ક્રેન્કકેસથી તફાવતને કાળજીપૂર્વક દૂર કરો અને ઉપગ્રહ બૉક્સના અંત વચ્ચે અને A Feer ગેજનો ઉપયોગ કરીને આંતરિક બેરિંગ રિંગ્સ વચ્ચેના A અને A1 પરિમાણોને ચોક્કસ રીતે માપો.
4. માપવાળા પરિમાણો A + A1 ના સરવાળાની સમાન જાડાઈ સાથે gaskets ના પેકેજને પસંદ કરવા માટે. આ gaskets માટે વિભેદક બેરિંગ્સ માં preload પ્રદાન કરવા માટે 0.2 મીમી જાડાઈ સાથે અન્ય ગાસ્કેટ ઉમેરો. આમ, શિમના પસંદ કરેલા પેકેજની કુલ જાડાઈ આખરે A + A1 + 0.2 એમએમ જેટલી જ હોવી જોઈએ.
5. ઉપગ્રહ બૉક્સની ગરદનમાંથી વિભેદક બેરિંગ્સના આંતરિક રિંગ્સ દૂર કરો. લગભગ અડધા gaskets ના પસંદ થયેલ પેકેજ વિભાજીત કરો. ક્રેન્કકેસની બાજુ પર, આવરણની બાજુ પરના gaskets ની જાડાઈ કરતાં gaskets ની જાડાઈ 0.3-0.4 મીમી વધારે હોવી જોઈએ. ડ્રાઈવિંગ અને ડ્રાઇવિંગ ગિઅર્સના દાંતમાં સાઇડ ક્લિઅરન્સને વ્યવસ્થિત કરતી વખતે લેન્ડલ સગાઈને આગળ વધારવા માટે આ જરૂરી છે.
6. સેટેલાઈટ બૉક્સની ગળા પરના ગેસેટ્સને ઇન્સ્ટોલ કરો અને આંતરિક બાહ્ય રીંગ્સ તેમના પર બૉક્સના અંતમાં રોકાઈ જાઓ ત્યાં સુધી દબાવો.
પિનિયન ગિયરની એક્સિકીય હિલચાલની મંજૂરી નથી. ડબલ ટેપર્ડ બેરિંગમાં એક્સિકિયલ ક્લિયરન્સ અને તેની કઠણતાના નબળાકરણથી મુખ્ય ગિયરના ગિઅર્સના દાંતની યોગ્ય સંલગ્નતાનું ઉલ્લંઘન થાય છે, જે આંતરિક રિંગ ગ્રંથિ બાજુથી ફેરવાઈ જાય છે, પરિણામે ફ્લેંજ ચહેરો, તેલની રિંગના અંત, સ્પેસર રિંગ અને શિમના વિનાશને પરિણમે છે. આ બધા માટે ગિયર્સના દાંતના સમયના વસ્ત્રો અને પિનિયન ગિયરના બેરિંગ્સનો વિનાશ થાય છે.
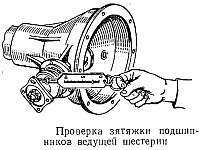
ડબલ ટેપર્ડ બેરિંગનું ગોઠવણ હાથ દ્વારા ફ્લેંજને રોકે છે. જો તમને બેરિંગમાં પિનિઓનની પિચિંગ લાગે છે, તો તમારે અખરોટને સજ્જડ કરવો જોઈએ. જો અખરોટ સંપૂર્ણથી કડક થાય છે, અને ધ્રુવીય ચળવળને દૂર કરવામાં આવતું નથી, તો શિમના પેકેજની જાડાઈ ઘટાડીને અને અખરોટને નબળા બનાવવા માટે, ડબલ ટેપર્ડ બેરિંગને વ્યવસ્થિત કરીને, તેને પ્રિલોડ સાથે પ્રદાન કરે છે, જેનું મૂલ્ય વસંત ડાયનેમોટરથી ચકાસવામાં આવે છે.
તે જ સમયે સંચાલિત ગિયર એસેમ્બલીના તફાવતને દૂર કરવા માટે ક્રેન્કકેસના આવરણને દૂર કરવું આવશ્યક છે. જ્યારે યોગ્ય રીતે સમાયોજિત કરવામાં આવે ત્યારે, વસંતમાં છિદ્ર માટે ગિયરને ફેરવતી વખતે વસંત ડાયનેમોમીટર 1.5-3 કિલોગ્રાફનો દળ બતાવવો જોઈએ. અખરોટની નિષ્ફળતાને કડક બનાવવાની પ્રક્રિયામાં બેરિંગની રોલિંગ ઉત્પન્ન કરવી આવશ્યક છે જેથી રોલરો સાચી સ્થિતિ લઈ શકે.
પિનિઓન અને ડિફેન્ડર બેરિંગ્સને સમાયોજિત કર્યા પછી, બાજુના ક્લિઅરન્સને સમાયોજિત કરવા અને મુખ્ય ગિયર્સના દાંતને પહેરવાનું ચાલુ રાખવું. જ્યારે બાજુના ક્લિઅરન્સને સમાયોજિત કરવામાં આવે છે અને ટેપર્ડ બેરિંગ પિનિયન હેઠળ મુખ્ય ગિયરના ગિયર્સની સ્થિતિ એડજસ્ટિંગ રિંગ સેટ કરે છે. આ રિંગની જાડાઈ 1.43 મીમીની બરાબર હોવી જોઈએ.
ડ્રાઇવ ગિયર એસેમ્બલી સાથે સમાયોજિત ડબલ ટેપર્ડ બેરિંગને સ્ટોપ પર ક્રેન્કકેસમાં દબાવવામાં આવે છે. રેસવે અને રોલર્સને નુકસાન પહોંચાડવા માટે, દબાવીને બળ તેની બાહ્ય રીંગ દ્વારા પ્રસારિત થવી આવશ્યક છે. પછી તેલની રીંગ અને ડબલ ટેપર્ડ બેરિંગના આવરણને સ્થાપિત કરો, જે થોડું સમાન રીતે બોલ્ટથી સજ્જ હોય છે જેથી તેના વિકૃતિને કારણે નહીં.
ફ્લેંજ અને વૉશર્સ ઇન્સ્ટોલ કર્યા પછી, તે ફ્લેંજને ફેરવીને રોલર્સમાં નાળિયેર અને રોલને કડક કરે છે. ક્રૅન્કકેસમાં ડિવાઇસ ગિયર સાથે વિભેદક એસેમ્બલી સેટ કરે છે. ક્રેન્કકેસ કનેક્ટરના પ્લેનમાં ઇન્સ્ટોલ કર્યા પછી એક ગેસ્કેટ જેની સાથે વિભેદક બેરિંગ્સ ગોઠવ્યાં હતાં, કવરને બૉલ્ટ અને બદામ સાથે ક્રેંકકેસ પર કનેક્ટ કરો. જ્યારે આવી પૂર્વ-સંમેલન કરવામાં આવે છે, ત્યારે પિનિયન ગિયરની દરેક ક્રાંતિ દ્વારા ચાર પોઇન્ટ પર જોડાણમાં બાજુની મંજૂરી મેળવો.
આ કરવા માટે, અર્ધ-એક્સેલ્સની મદદથી, સંચાલિત ગિયરને ધીમું કરવાની જરૂર છે, અને દાંતને સ્પર્શ ન થાય ત્યાં સુધી ડ્રાઇવ ગિયરને બંને દિશાઓમાં ફેરવવો જોઈએ. મુખ્ય ગિયરના નવા ગિયર્સના દાંત વચ્ચેનો બાજુનો તફાવત 0.1-0.3 મીમીની રેન્જમાં હોવો જોઈએ. આ ગેપ 0.2-0.6 મીમીના મૂલ્યને અનુલક્ષીને મેળવે છે, જે છિદ્ર ત્રિજ્યાના ચાપ સાથે ફ્લેંજના કોણીય ચળવળ સાથે માપવામાં આવે છે.

સાઇડ ક્લિયરન્સ સેટેલાઇટ બૉક્સની એક બાજુથી બીજી બાજુના gaskets નું ક્રમચય નિયમન કરે છે. જો તમે કવરની બાજુથી ગેસ્કેટને દૂર કરો છો, તો મેશમાંનો તફાવત વધે છે, પરંતુ જો તમે ઉમેરો કરો - તો ગેપ ઘટશે. Gaskets માત્ર એક બાજુથી બીજી તરફ ફેરબદલ કરી શકાય છે, પરંતુ તેઓ ન તો ઘટાડી શકાય છે અને ઉમેરી શકાશે નહીં, કારણ કે આ વિભેદક બેરિંગ્સના સમાયોજિત પ્રીલોડ લોડ કરશે.
બાજુના ક્લિયરન્સને સમાયોજિત કર્યા પછી, મુખ્ય ગિયર્સની ઝીણવટ તપાસવામાં આવે છે. આ કરવા માટે, ચાલિત ગિયરના દાંત પર ચોક્કસ સુસંગતતાના પેઇન્ટને રંગી દો. પ્રવાહી રંગ દાંતની સપાટી ફેલાવે છે અને દાંતની સપાટીને ડાઘી બનાવે છે, જેનાથી સંપર્ક પેચની વાસ્તવિક સ્થાને નક્કી કરવું મુશ્કેલ બને છે, દાંત વચ્ચેના અંતરમાંથી ખૂબ જાડા પેઇન્ટને સ્ક્વિઝ્ડ કરવામાં આવતો નથી.
અર્ધ-અક્ષની મદદથી, ચાલિત ગિયરને ધીમું કરવું અને બંને દિશાઓમાં અગ્રણી એકને ચલાવવાની જરૂર છે જ્યાં સુધી સ્પષ્ટ સંપર્ક પેચ ન આવે ત્યાં સુધી. દાંતની સાચી ડાઘ સંપર્ક પ્રાપ્ત થયા પછી, ગિયર્સની ઇન્સ્ટોલેશન અને સાઇડ ક્લિઅરન્સ મેશ સમાપ્ત થાય છે તેની તપાસ કરો. પાછળના એક્સેલના મુખ્ય ગિયરના ચાલેલા ગિયર્સના દાંત પર અને ડ્રાઇવિંગ અને ડ્રાઇવિંગ ગિયર્સને ખસેડવાની સાથે ગિયર્સની યોગ્ય રીયરિંગ પ્રાપ્ત કરવાની રીત નીચે લાક્ષણિક સંપર્ક પેચો છે.
સંપર્ક પેચ પર યુએઝેડ -452 ના પાછળના ધરીના મુખ્ય ગિયર્સના ગિયર્સની ચોકસાઇ તપાસવી.

ડ્રાઈવ ગિયરને ચાલતા એકથી દૂર ખસેડવા માટે એડવાઇઝિંગ રિંગની જાડાઈને બદલીને ડ્રાઈવ ગિયરને ખસેડી શકાય છે, એડજસ્ટિંગ રિંગને વધુ જાડાઈ પર સેટ કરવાની જરૂર છે, અને તેનાથી વિપરીત ડ્રાઇવિંગ ગિયરને સંચાલિત ખસેડવા માટે, એડજસ્ટિંગ રિંગને નાના સેટ કરવાની જરૂર છે.
ગતિશીલ ગિયરની હિલચાલ એ જ રીતે ખાતરી કરવામાં આવે છે કે જ્યારે બાજુના ક્લિયરન્સને સમાયોજિત કરવામાં આવે છે - ડિફૉલ્ટ સ્પેસર્સને ડિફરન્ટિંગ દ્વારા ખસેડવું. ગોઠવણ પૂર્ણ થઈ જાય પછી, તેની અંતિમ એસેમ્બલી.
જોડાણના સિદ્ધાંત પર કામ કરતા મિકેનિકલ ટ્રાન્સમિશન, દાંત અને કૃમિ હોઈ શકે છે.
ગિયર્સ, બદલામાં, નળાકાર અને શંકુદ્રવ્ય વિભાજિત કરવામાં આવે છે. પરંતુ આ ગિયર્સનું છેલ્લું વર્ગીકરણ નથી.
નળાકાર વ્હીલ્સની ધરીના સંબંધમાં દાંતના સ્થાનના આધારે ત્યાં છે:
- સિલિન્ડ્રિકલ સ્પુર ગિયર્સ, ડિઝાઇનમાં સૌથી સરળ અને તે મુજબ, ઉત્પાદનમાં, તેઓ શાફ્ટ પર અક્ષીય લોડ બનાવતા નથી, તેથી, ખાસ થ્રેટ બેરિંગ્સની જરૂર નથી, જે વિધાનસભાને ખૂબ સરળ બનાવે છે. આવા ગિયર્સ શાફ્ટની ફેરબદલની નાની ગતિશીલ ગતિ સાથે મિકેનિક્સમાં ઉપયોગમાં લેવાય છે. મિકેનિઝમના ઓપરેશન દરમિયાન સ્પુર ગીઅર્સનો ગેરલાભ ઘણો અવાજ છે, ખાસ કરીને જો ટ્રાન્સમિશન વ્હીલ્સને ચોક્કસ રીતે પ્રક્રિયા કરવામાં ન આવે તો;
સિલિન્ડ્રિકલ હેલિકલ ગિયર્સ, તેમના દાંત અલગ સિલિન્ડર પર હેલિકલ લાઇન્સ સાથે સ્થિત છે. કારણ કે આવા ગિયર્સના દાંત સરળ રીતે જોડાય છે, ધીરે ધીરે, અવાજનું સ્તર ઘટશે અને લોડ ક્ષમતા વધશે. જો કે, દાંતની ઝંખનાની ગોઠવણને કારણે, અક્ષીય બળ ધરી સાથે શાફ્ટ સાથે ચક્રને ખસેડે છે, તેથી, જ્યારે હેલિક ગિયર્સને એસેમ્બલ કરવામાં આવે છે, શાફ્ટની અક્ષીય ફિક્સેશનની આવશ્યકતા હોય છે;
નળાકાર શેવરન ગિયર એક ચક્ર છે, જેનો તાજ ડાબા અને જમણા દાંતના વૈકલ્પિક વિભાગો ધરાવે છે. આવા ગોઠવણ સાથે, અક્ષીય બળ ગેરહાજર છે, જે ખૂબ મોટી શક્તિઓને સ્થાનાંતરિત કરે છે;
આંતરિક ગિયરિંગ - નળાકાર ટ્રાન્સમિશન. આ ગિયરના ગિયર્સની સપાટી એકબીજામાં સ્થિત છે, અને વ્હીલ્સ એક દિશામાં ફેરવે છે.
નળાકારના ગિયર્સના વ્હીલ્સ ઇન્સ્ટોલ કરતાં પહેલાં, તેમના ધબકારાને તપાસો, એટલે કે, બોર વ્યાસની તુલનામાં દાંતના પ્રોફાઇલની સાંદ્રતા. આ કરવા માટે, ગિઅર વ્હીલને સખત રીતે માઉન્ટ કરેલું આવરણવાળા પર માઉન્ટ કરવામાં આવે છે, દાંત વચ્ચે એક સિન્ડિંડ્રિકલ કેલિબર સેટ કરે છે, જેના પર સૂચક પગ મૂકવામાં આવે છે અને તેના વાંચનને રેકોર્ડ કરે છે. મેન્ડરલને ફેરવો, ગેજને બે અથવા ત્રણ દાંત દ્વારા ફેરવો અને રીડિકોર્ડ્સને ફરીથી રેકોર્ડ કરો, આ રીતે ચાલુ રાખો જ્યાં સુધી સંમિશ્રણ પૂર્ણ પરિભ્રમણ નહીં થાય, ત્યારબાદ બધી રીડિંગ્સમાંથી સૌથી મોટી અને નાનું પસંદ કરો. જો પ્રાપ્ત વિચલનો મંજૂર કરતા નથી (કોઈ ચોક્કસ મિકેનિઝમ માટે તકનીકી ડેટા અનુસાર), તો ચક્રને એકસાથે એકત્રિત કરવાની મંજૂરી આપવામાં આવે છે.
સ્પુર ગિયર્સની એસેમ્બલીમાં નીચેની તકનીકી કામગીરીનો સમાવેશ થાય છે:
- એકત્રિત એકમોની તૈયારી અને ચકાસણી. ગિયર રિંગ્સ ગિયર્સની પ્રક્રિયા કરવી જોઈએ, ધબકારાને ધોવા, ધોવા, સુકાઈ જવાની તપાસ કરવી જોઈએ, તેઓ નક્સ, બર્સ, બર્સ જેવા સ્વરૂપમાં ખામી ન હોવા જોઈએ;
- જો વ્હીલ્સ પટપટાવી શકાય તેવું છે, તો અલબત્ત, ગિયર વ્હીલ્સની એસેમ્બલી. તેમાં સામાન્ય રીતે હબ હોય છે, જે સ્ટીલ અથવા કાસ્ટ આયર્નથી બનાવવામાં આવે છે અને દાંતના તાજ (ઉચ્ચ ગ્રેડ સ્ટીલ અથવા ટેક્સ્ટોલાઇટ) બને છે. તાજને હબની ડિસ્ક પર દબાવવામાં આવે છે અને વેલ્ડીંગ દ્વારા અથવા સ્ટોપ્પર્સની મદદથી નિશ્ચિત કરવામાં આવે છે, જે તાજ પરના થ્રેડ અને હબની ડિસ્ક સાથે વિશેષ રીતે ડ્રિલ્ડ છિદ્રોમાં ભરાય છે;
- શાફ્ટ પર ગિયર વ્હીલ્સની સ્થાપના અને વાહન. ગિયર શાફ્ટ પર મુકવામાં આવે છે, અને તેમની સ્થિતિ કીઓ, સ્પ્લેઇન્સ અથવા બોલ્ટ્સ સામેલ છે;
- ગૃહ બેરિંગ્સમાં ગિયર વ્હીલ્સ સાથે શાફ્ટની સ્થાપના;
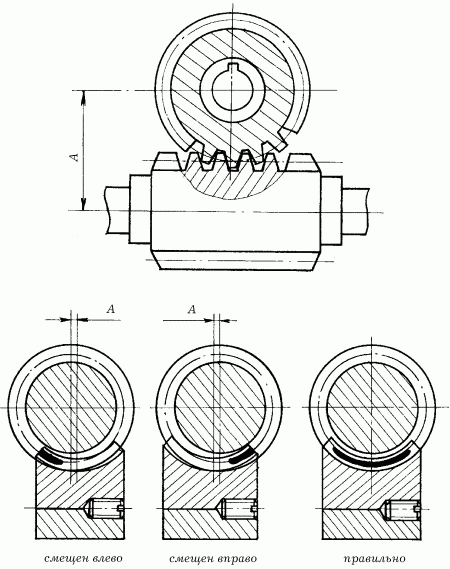
- વ્હીલ્સના એક અલગ જોડીમાં અને સમગ્ર રીતે પ્રસારણમાં દાંતના જોડાણની ગોઠવણ. પેઇન્ટ પર શૂટીંગ ગુણવત્તા ચકાસવા માટે. નાના વ્હીલ વ્યાસના દાંત પેઇન્ટની પાતળા સ્તરથી ઢંકાયેલા હોય છે અને બે ગિયર્સ એક વળાંક અને પાછળ સ્ક્રોલ કરે છે. યોગ્ય hooking સાથે, ટ્વીન વ્હીલ પર પેઇન્ટ ફોલ્લીઓ દાંતની સપાટીની સપાટીના મધ્ય ભાગ પર સ્થિત હોવી જોઈએ અને દાંતની સપાટીના ઓછામાં ઓછા 50-60% અને ઓછામાં ઓછા 70-90% લંબાઈ પર કબજો મેળવવો જોઇએ. જો ફોલ્લીઓ સપાટીની લંબાઈ સાથે વિસ્થાપિત થાય છે, તો શાફ્ટની કુહાડીઓ સ્કવડ કરવામાં આવે છે. દાંતના દાંડીની નજીક ઊંચાઇએ ફોલ્લીઓનું વિસર્જન સૂચવે છે કે શાફ્ટની કેન્દ્ર-થી-મધ્ય અંતરમાં ઘટાડો, અને દાંતના માથાના નજીક, કેન્દ્ર-થી-મધ્ય અંતરમાં વધારો થાય છે.
બેવલ ગિયર્સ એ ગિયર્સનો અભિન્ન અંગ છે જેમાં શાફ્ટની અક્ષો ચોક્કસ ખૂણા પર છૂટે છે (સૌથી સામાન્ય 90 ° છે). બેવલ ગિયર્સના દાંતના આકાર સીધા, આડા અને ગોળાકાર હોઈ શકે છે. ભારે ભાર અને ઊંચી શાફ્ટની ઝડપની અનુભૂતિ કરનાર ગિયર્સમાં ઓબ્લિક અને રાઉન્ડ દાંતવાળા વ્હીલ્સનો ઉપયોગ કરવામાં આવે છે (ઉદાહરણ તરીકે, જ્યારે ગિયરબોક્સથી રોટેશનને કારના પાછળના ધરી પર પરિવહન કરે છે).
બેવલ ગિયર્સમાં વ્હીલ્સને ઇન્સ્ટોલ કરવા અને સુરક્ષિત કરવા માટેની તકનીકો નળાકાર ગિયર્સને ઇન્સ્ટોલ અને સુરક્ષિત કરવા માટે સમાન છે. પરંતુ જ્યારે બેવલ ગિયર્સને એસેમ્બલ કરવામાં આવે ત્યારે તે યાદ રાખવું જોઈએ કે વ્હીલ્સની જબરદસ્તી સાચી છે જ્યારે બંને વ્હીલ્સ આ રીતે સેટ કરવામાં આવે છે કે પ્રારંભિક શંકુ (આઇ -1 અને II - II) મેચના ઘટકો, અને શંકુના અંદાજિત કેન્દ્રો (O અને O1) સમાન હોય છે ( ફિગ 63).
ફિગ. 63. બેવલ ગિયર.
શંકુ વ્હીલ્સ સાથે શાફ્ટની સ્થાપના કરતા પહેલા, તેમની બેઠકોની અક્ષોની સંબંધિત સ્થિતિની ચોકસાઈ તપાસો, જેના માટે બે મંડળો કે જે છિદ્રોમાં કેન્દ્રિત છે તે બેઠકો પર સ્થાપિત થાય છે: જો ચકાસણી તેમની વચ્ચેના અંતરની અંદર દાખલ થાય છે, તો કુહાડીઓની ગોઠવણી સાચી છે.
બેવલે ગિયરનું સામાન્ય ઓપરેશન ફક્ત ત્યારે જ શક્ય છે જ્યારે સંવનન વ્હીલ્સના દાંત વચ્ચેનું અંતર હોય.
દરેક પ્રકારના મિકેનિઝમ માટે ગેપનું કદ અલગ છે અને 0.08-0.20 એમએમની રેન્જમાં છે. વ્હીલ્સને મફત ઍક્સેસ હોય તો બાજુ ક્લિઅરન્સની રકમની ચકાસણી કરી શકે છે. પરંતુ લીડ પ્લેટોની મદદથી નિયંત્રણ વધુ સામાન્ય છે: મેટિંગ વ્હીલ્સના દાંત વચ્ચે એક લીડ પ્લેટ પસાર થાય છે અને વ્હીલ્સ ચાલુ થાય છે. ઓપરેશનને પુનરાવર્તિત કરો, ઘણાં સ્થળોએ એકદમ નવી પરિમાણનો ઉપયોગ કરતા પરિઘની ફરતે ફરે છે.
માઇક્રોમીટર (ફિગ. 1, બી જુઓ) વિકૃત પ્લેટોની જાડાઈને માપે છે; તફાવતના કદને મેળવેલ માપના અંકગણિત સરેરાશ તરીકે વ્યાખ્યાયિત કરવામાં આવે છે.
જો વાસ્તવિક ક્લિયરન્સ આવશ્યક મૂલ્યને અનુરૂપ હોતું નથી, તો તેનું કદ એડજસ્ટ કરવામાં આવે છે, જેના માટે પૈડામાંથી એકને ક્યાં તો ક્લિનના ઉદ્દેશ્યની દિશામાં ખસેડવામાં આવે છે, અથવા ક્લિઅરન્સ ઘટાડે છે અથવા તેને વધે છે. અને બેવલ ગિયર્સની નવી સ્થિતિને ઠીક કરવા માટે, તેમના બેરિંગ સપાટી હેઠળ gaskets ઇન્સ્ટોલ કરવામાં આવે છે.
ઘર્ષણ (જો લ્યુબ્રિકન્ટ વધારે પડતું નથી, તો ઇન્ટરફેસોમાં ઘર્ષણ સામાન્ય છે) માટે ઘોંઘાટ (અવાજના ઊંચા સ્તરે તેને ધીમી સ્થિતિમાં બાળી નાખવામાં આવે છે), ગિયરિંગ (પેઇન્ટની ચકાસણી નળાકાર ગિયર્સની તપાસ કરવા માટે પેઇન્ટની તપાસ સમાન હોય છે) માટે એસેમ્બલ ડૂથેલા બેવલ ગિયરની તપાસ કરવામાં આવે છે.
શાફ્ટની ભૌમિતિક અક્ષ એકબીજા સાથે આંતરછેદ કરે છે, સામાન્ય રીતે 90 ડિગ્રીના ખૂણામાં, કૃમિ ગિયર્સનો ઉપયોગ થાય છે.
કૃમિ ગિયરમાં કીડો અને કીડો ચક્ર હોય છે. તે જ સમયે, કૃમિ સીધા-નળાકાર હોઈ શકે છે (એક કીડો ચક્રના 1-2 દાંત તે સાથે જોડાય છે) - અથવા ગ્લોબાયડ - કન્સેવ (5-6 દાંત એક સાથે જોડાયેલા છે, જેના પરિણામે તે નળાકાર કૃમિ ગિયર્સની આગળ નોંધપાત્ર રીતે આગળ છે. અને કાર્યક્ષમતા). જ્યારે કૃમિ ગિયર્સને એસેમ્બલ કરવામાં આવે છે, સૌ પ્રથમ, બેરિંગ્સ મિકેનિઝમ હાઉસિંગમાં અને પહેલેથી જ તેમાં શામેલ છે - શાફ્ટ જેના પર કીડો અને કીડો ચક્ર માઉન્ટ કરવામાં આવે છે.
ગિયર એકમના અંતિમ તબક્કા પહેલા, પેઇન્ટ પર દાંતની દાંતાની ચોકસાઇ તપાસો: આ કિસ્સામાં, કૃત્રિમ પાતળા સ્તરથી કૃમિની સ્ક્રુ સપાટીને આવરી લે છે, પછી ધીમે ધીમે તેને બંધ કરો (ફિગ 64).
ફિગ. 64. કૃમિ ગિયરની સુગંધની શુદ્ધતા પર નિયંત્રણ.
યોગ્ય જોડાણ સાથે, પેઇન્ટ ઓછામાં ઓછા 50-60% (મધ્ય ભાગમાં) ની લંબાઇ અને ઊંચાઇમાં કીટક ચક્ર દાંતની બાજુની સપાટીને આવરી લે છે.
તમે કૃમિ વ્હીલ ફ્લેંજ હેઠળ જમણા અથવા ડાબા ગાસ્કેટની યોગ્ય જાડાઈ પસંદ કરીને કૃમિ ગિયરની ગોઠવણીને સમાયોજિત કરી શકો છો (અનુકૂળતા માટે, તે અડધા રિંગ્સના આકારમાં બનાવવામાં આવે છે, તેથી તેમને ઇન્સ્ટોલ કરવા માટે એસેમ્બલીને ડિસએસેમ્બલ કરવાની આવશ્યકતા નથી, ફક્ત સેટ ફીટ્સને છૂટું કરો). આ પ્રકારનાં ઘણા ગિયર્સમાં, બેરિંગ કપ કે જેમાં વોર્મ્સ માઉન્ટ કરવામાં આવે છે તે થ્રેડેડ હોય છે, તેથી નટ્સને ફેરવીને, ધરી સાથે ગિયર વ્હીલ્સ સાથે તેમને ખસેડવાની સાથે ગોઠવણી ગોઠવણ થઈ શકે છે.
પુસ્તકમાંથી: કૉર્શેર એન. જી. વર્ક્સ ઓન મેટલ