સામાન્ય માહિતી અને ગિયર્સનું વર્ગીકરણ. ગિયર્સ
ગિયર્સ
બાંધકામ
ગિયર્સની બદલી અને સમારકામ
કોરોસ્ટેનોય રિપેર ગિયર્સ સાથેની પદ્ધતિઓ
ગિયર્સ
પહેરવામાં અને ગિઅર સમારકામ
સંદર્ભો
1. ગિયર
1.1 બાંધકામ
ગિયર્સનો ઉપયોગ લગભગ તમામ મિકેનિઝમ્સમાં થાય છે જેની સાથે મેટાલજિકલ વર્શશોપ્સ સજ્જ હોય છે (ક્રેન્સ અને એલિવેટર્સ, રોલર કોષ્ટકો, વિનચ-થ્રો ડિવાઇસ, મિલ ડ્રાઈવો વગેરે)
ગિયર્સનો મુખ્ય ભાગ કોગવિલ (ગિયર્સ) છે. જ્યારે શાફ્ટ એક જ ધરી પર ન હોય ત્યારે તે એક શાફ્ટથી બીજી તરફ ફેરવણી સ્થાનાંતરિત કરે છે.
શાફ્ટની સંબંધિત સ્થિતિને આધારે, ગિયર્સનો ઉપયોગ કરવામાં આવે છે: નળાકાર, શંકુ અને નરમ.
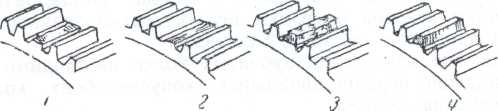
એક નળાકાર ગિયર ડ્રાઇવ એકથી બીજા સમાંતર શાફ્ટ (ફિગ. 1, એ) થી પરિભ્રમણ સ્થાનાંતરિત કરે છે.
બેવલ ગિયર ટ્રાન્સમિશન એ શૅફથી શાફ્ટ સુધીના પરિભ્રમણને સ્થાનાંતરિત કરે છે, જે કુહાડીઓના આંતરછેદ (ફિગ .1,6) સાથે સ્થિત છે.
હેલિકેલ ગિયરનો ઉપયોગ ઘડિયાળ સાથે શાફ્ટથી શાફ્ટ સુધીની ફેરબદલ કરવા માટે થાય છે, જે છૂટાછવાયા સાથે સ્થિત છે, પરંતુ અક્ષો (ફિગ 1, સી) ને છૂટા નથી કરતું.
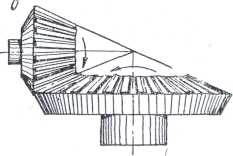
ફિગ. 1. ગિયર્સ: એ - સિન્ડિંડ્રિકલ: બી - બેવલ: ઇન સ્ક્રૂઇંગ: જી-શેવરન ગિયર.
પ્રગતિશીલ વળતરમાં પરિભ્રમણ ગતિવિધિને કન્વર્ટ કરવા માટે ગિયર વ્હીલ અને રેકનો ઉપયોગ કરવામાં આવે છે
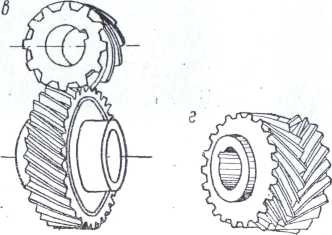
નળાકાર વ્હીલ્સના દાંત સીધી (ફિગ 1, એ અને બી), ઓબ્લિક અને શેવરન (ક્રિસમસ) - ફિગ હોઈ શકે છે. 1,
શેવરન ગિયરમાં બે ગિયર્સનો સમાવેશ થાય છે જેમાં ઓબ્લીક દાંત એકસાથે જોડાયેલા હોય છે.
જ્યારે સીધા દાંત સાથે ગિયર વ્હીલ્સ જોડાયેલા હોય છે, ત્યારે એક અથવા બે દાંત એકસાથે જોડાયેલા હોય છે, જેના પરિણામે સ્થાનાંતરણનું કાર્ય થોડીક ઝીંકાય છે.
ઓબ્લિક અથવા શેવરન દાંતનો ઉપયોગ કરીને એક સરળ ગિયર ઓપરેશન પ્રાપ્ત કરવામાં આવે છે, કારણ કે સગાઈમાં સામેલ દાંતની સંખ્યામાં વધારો થાય છે.
ગિયર વ્હીલ્સ સ્ટીલના ફોલિંગ, સ્ટીલ કાસ્ટિંગ્સ અને રોલ્ડ ઉત્પાદનો અથવા આયર્ન કાસ્ટિંગ્સમાંથી બનાવવામાં આવે છે. નિર્ણાયક ગિયર્સ (ઉદાહરણ તરીકે, લિફ્ટિંગ મશીનો) માટે કાસ્ટ આયર્ન ગિયર્સનો ઉપયોગ કરવાની છૂટ નથી.
ગિયર્સનું વર્ગીકરણ ગિયરના હેતુને આધારે, દાંતના પ્રકાર અને પરિભ્રમણની ઝડપ, ઉત્પાદન અને એસેમ્બલી (કોષ્ટક 119) માટે સહનશીલતા મુજબ ગિયર્સને ગિયર્સની ચોકસાઈના ચાર વર્ગમાં વહેંચવામાં આવે છે.
કોષ્ટક 1 ગિયર્સનું વર્ગીકરણ
|
સ્વીકાર્ય |
||||
|
ગિયરનો પ્રકાર |
જિલ્લા ગતિ |
નોંધ |
||
|
વિકાસ, એમ / એસ |
||||
|
વાદળી |
ચોકસાઈ ક્યાં લાગુ પડે છે |
|||
|
અને સરળતા નથી |
||||
|
મૂલ્યો તેમજ સાથે |
||||
|
કોનિક |
મેન્યુઅલ અને બિન લોડ |
|||
|
ગિયર્સ |
||||
|
વાદળી |
||||
|
કોનિક |
||||
|
નળાકાર " |
||||
|
કોનિક |
||||
|
વાદળી |
1 મોટી જરૂરિયાતો સાથે |
|||
|
1 સરળ ટ્રાન્સમિશન |
||||
|
કોનિક |
શું ગણતરીમાં છે |
|||
|
પદ્ધતિઓ |
ગિયર્સ ખુલ્લા, અર્ધ-ખુલ્લા અને બંધ કરે છે.
ઓપન કહેવાતા ટ્રાન્સફર, જે ઓઇલના સ્નાન માટે એક કેસિંગ (ટાંકી) નથી; જેમ કે ગિયર્સ સમયાંતરે ગ્રીસ સાથે લુબ્રિકેટેડ છે. સામાન્ય રીતે આ ગિયર્સ ઓછી ઝડપે હોય છે અને મુખ્યત્વે સરળ મશીનો અને મિકેનિઝમ્સમાં ઉપયોગમાં લેવાય છે.
પ્રવાહી તેલના સ્નાન માટે ટાંકીની હાજરી દ્વારા અર્ધ ખુલ્લા ગિયર્સ ખુલ્લા હોય છે.
બંધ કોલ ટ્રાન્સમિશન, જે બેરિંગ્સ સાથે મળીને ખાસ ગૃહોમાં માઉન્ટ થયેલ છે.
ગિયરબોક્સ ગિયર્સ વિવિધ રીતે લુબ્રિકેટેડ છે:
1) 12-14 મીટર / સેક-જેટ પદ્ધતિથી ઉપરના ગિયર્સની પરિભ્રમણ ગતિ પર, ગિયર વ્હીલ્સને શરુ કરવાની શરૂઆતના ઝોનની જેટલી સપ્લાય સાથે;
2) 12 મી / સે નીચે ગિયર્સની પેરિફેરલ ઝડપે - ડૂબકી દ્વારા.
જ્યારે ડૂબવું દ્વારા લુબ્રિકેટિંગ, નીચેના ધ્યાનમાં લો:
એ) જોડીના મોટા ગિયર દાંતની ઊંચાઇ 2-3 થી 3 ગણી વધારે છે.
બી) જો ગિયરબોક્સમાં ઘણા તબક્કા હોય, તો ઓઇલનું સ્તર ટ્રાન્સમિશનની ગતિને ધ્યાનમાં લેતા નક્કી થાય છે.
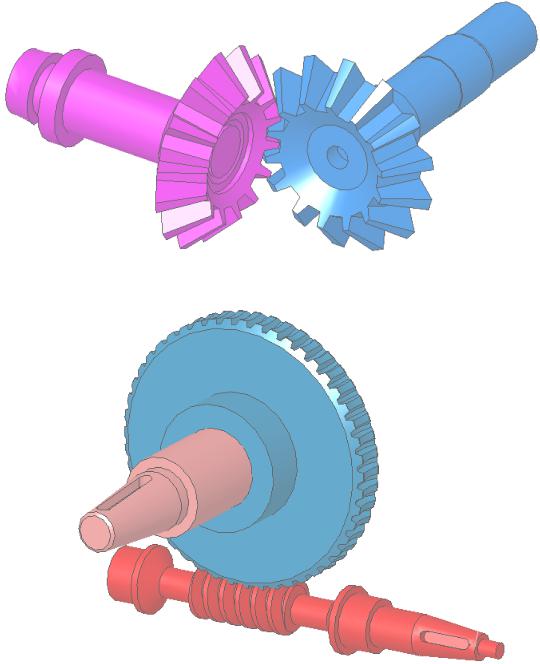
પછીના કિસ્સામાં, નીચા સ્તરની ગિયર વ્હીલ ઓછી ઝડપે ફેરવાય ત્યારે લેવલ બી (અંજીર 2) ને મંજૂરી આપવામાં આવે છે. મધ્યમ અને મોટા સાથે ગિયરબોક્સમાં
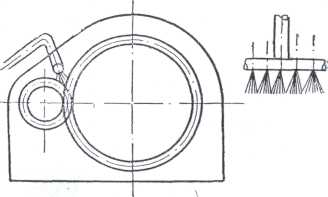
ફિગ. 2. જેટ લુબ્રિકેશન ગિયર્સ.
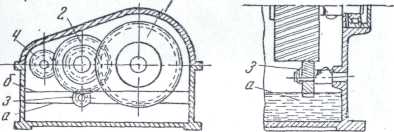
ફિગ. 3. સ્કીમ લ્યુબ્રિકેશન ગિયર ડીપીંગ.
નીચલા વ્હીલ્સની ગતિ, બાદમાં મોટા ચક્રના દાંતની ઊંચાઇથી બેથી ત્રણ ગણી વધારે હોય છે, અને તેલ એક સ્તર પર રેડવામાં આવે છે. પ્રથમ તબક્કે લુબ્રિકેશન એ સાંકડી દાંત સાથે સહાયક ગિયર વ્હીલ 3 મૂક્યો, જે પ્રેરકને લુબ્રિકન્ટ સપ્લાય કરે છે.
ગિયરબોક્સમાં રેડવામાં આવેલા તેલની સ્નિગ્ધતા ઝડપ અને લોડના આધારે પસંદ કરવામાં આવે છે - સામાન્ય રીતે 4 થી 12 ° ઇની તાપમાને તાપમાને 50 ° સેની વિસ્કોસિટી નક્કી કરવામાં આવે છે. યુનિટનું સંચાલન કરતી તાપમાનની સ્થિતિ પણ ધ્યાનમાં લેવામાં આવે છે. ઉચ્ચ તાપમાને ઊંચા સ્નિગ્ધતાના તેલનો ઉપયોગ ઓછો સ્નિગ્ધતા ઘટાડે છે.
ખુલ્લા ગિયર્સ સામાન્ય રીતે ગ્રીસ (ગ્રીસ, સતત, વગેરે) સાથે લુબ્રિકેટેડ હોય છે.
બેરિંગ્સમાં અને ગિઅરબોક્સ આવાસની લાઇન સાથે પૂરી પાડવામાં આવતી પેકિંગ સીલ, ગિયરબોક્સમાં તેલના લીક અને ધૂળને ટાળવા માટે ખૂબ કાળજીપૂર્વક કરવામાં આવે છે.
પહેરવામાં અને ગિઅર સમારકામ
ગિયર્સ બે મુખ્ય કારણોસર નિષ્ફળ જાય છે: દાંતના વસ્ત્રો અને તેના ભંગાણ.
પહેરવાનું પરિણામ સામાન્ય રીતે પરિણામ: 1) અપૂર્ણ સંલગ્નતા અને 2) ઘર્ષણમાં વધારો (ધીમે ધીમે વસ્ત્રો).
પ્રથમ કેસમાં પહેરો એ મુખ્યત્વે નબળી ઇન્સ્ટોલેશનનું પરિણામ છે અને યોગ્ય એસેમ્બલી (રેડિયલ ક્લિયરન્સનું કડક પાલન) સામાન્ય રીતે ગેરહાજર છે. જોકે, રેડિયલ ક્લિયરન્સમાં ફેરફાર શેલ્સના વિકાસના પરિણામે પણ થઈ શકે છે, અને બેરિંગ્સના વિકાસના પરિણામે, રેડિયલ ક્લિયરન્સમાં વધારો અથવા તેમાં ઘટાડો (ઓપરેશન) હોઈ શકે છે.
જો લાઇનર્સ પરનો ભાર બાજુઓ પર પ્રસારિત થાય છે, તો લાઇનર્સ વિકસિત થતાં કાર્યની પ્રક્રિયામાં યુગની વિરુદ્ધમાં, રેડિયલ ક્લિયરન્સમાં વધારો શક્ય છે.
જો લાઇનર પરના ભારને કોર્ડનની બાજુએ ખસેડવામાં આવે છે (ઉદાહરણ તરીકે, ક્રેન સ્લાઇડર્સનો ગિયર્સ પર, લાઇનર વિકસિત થવાની પ્રક્રિયામાં (સ્લાઇડર લાઇનરનાં આ ઉદાહરણમાં), રેડિયલ ક્લિયરન્સ ઘટાડી શકાય છે.
બંને કિસ્સાઓમાં, લાઇનર પરિવર્તન પછી, રેડિયલ ક્લિઅરન્સ પુનઃસ્થાપિત થાય છે.
વધેલી ઘર્ષણમાંથી ધીમે ધીમે વસ્ત્રો ઘણાં સ્થિતિઓ પર આધાર રાખે છે, જેમાં ગિયર્સ બનાવવામાં આવે છે તે સામગ્રીની કઠિનતા, ગરમીની સારવાર, લુબ્રિકન્ટની યોગ્ય પસંદગી, તેલની અપૂરતી સ્વચ્છતા અને તેને અકાળે બદલવું, સ્થાનાંતરણ ઓવરલોડ વગેરે.
ઓપરેશન દરમિયાન યોગ્ય સ્થાપન અને સારી નિરીક્ષણ એ લાંબા અને અવિરત સાધનોના સંચાલન માટે મુખ્ય શરતો છે.
ગિયર દાંતની નિષ્ફળતા નીચેના કારણોસર થાય છે: ગિયર્સનું ઓવરલોડિંગ, દાંતને કાબૂમાં રાખવું, દાંતને કાબૂમાં રાખવું, વર્કપાઇસ સામગ્રીમાં અસ્પષ્ટ ક્રેક્સ અને નબળી રીતે કરવામાં આવતી ગરમીની સારવારના પરિણામે માઇક્રોક્રેક્સ, મેટલને મેટલની નબળી પ્રતિકાર (ખાસ કરીને, કાસ્ટિંગ્સની બિન-એનેઇલિંગના પરિણામે) અને ભૂલો), ઘાટમાં વધારો, ઘન પદાર્થોની દાંત વચ્ચે ફટકો વગેરે.
2.1 ગિયર્સની બદલી અને સમારકામ.

ફિગ. 4. વેલ્ડિંગ પછી સ્ક્રુડ્રાઇવરની મદદથી દાંતની સમારકામ
નિયમ પ્રમાણે, પહેરેલા અને તૂટેલા દાંતવાળા ગિયર્સનું સમારકામ કરવામાં આવતું નથી, પરંતુ બદલાઈ જાય છે, અને તે જ સમયે બંને વ્હીલ્સને બદલવાની ભલામણ કરવામાં આવે છે. જો કે, જ્યારે ગિયરિંગમાં મોટો ચક્ર નાના કરતા ઘણી વખત મોટો હોય છે, ત્યારે નાના ચક્રને સમયસર રીતે બદલવું જરૂરી છે, જે મોટા પ્રમાણમાં ગિયર રેશિયો કરતાં વધુ ઝડપથી પહેરવામાં આવે છે. નાના ચક્રનું સમયસર ફેરબદલ મોટા ચક્રને પહેરવાથી રક્ષણ આપે છે.
ગિયર દાંતના વસ્ત્રો 10-20% કરતા વધારે ન હોવું જોઈએ: દાંતની જાડાઈ, પ્રારંભિક વર્તુળની ચાપની સાથે ગણાય છે. ઓછી પ્રતિક્રિયા ગિયર્સમાં, દાંતના વસ્ત્રોને 30% દાંતની જાડાઈને મંજૂરી આપવામાં આવે છે, જવાબદાર મેકેનિઝમના ગિયર્સમાં તે ખૂબ નીચું હોય છે (ઉદાહરણ તરીકે, લોડ લિફ્ટિંગ મિકેનિઝમ્સ માટે, વસ્ત્રો 15% કરતા વધુ ન હોવી જોઈએ: દાંતની જાડાઈ, અને ક્રેન પ્રશિક્ષણ મિકેનિઝમના ગિયર વ્હીલ્સમાં પ્રવાહી અને ગરમ ધાતુને પરિવહન કરે છે - 10% સુધી ")
સિમેન્ટેશનવાળા દાંતવાળા ગિયર્સને તેની 80 મીટરની જાડાઈ ઉપર, જ્યારે ક્રેમેન્ટિંગ, ચીપિંગ અથવા સિમેન્ટવાળા સ્તરની છાલ પર પહેરવામાં આવે ત્યારે તેની જગ્યાએ બદલવું જોઇએ.
જો દાંત તૂટી જાય છે, પરંતુ ખૂબ જ મહત્વપૂર્ણ ગિયર્સ (ઉદાહરણ તરીકે, ક્રેન ચળવળની પદ્ધતિઓ) માં પંક્તિ કરતાં વધુ નહીં, તે નીચે મુજબ પુનઃસ્થાપિત કરી શકાય છે: તૂટેલા દાંત જમીન પર કાપી નાખવામાં આવે છે, દાંતની પહોળાઇ દ્વારા બે અથવા ત્રણ છિદ્રોને કાપી નાખવામાં આવે છે, અને થ્રેડ તેમને કાપી નાખે છે, તેઓ સ્ટૅન્ડ બનાવે છે અને તેમને તૈયાર છિદ્રોમાં સ્ક્રૂ કરે છે, ગુંદરમાં ઘોડાને વેલ્ડ કરે છે અને ઇલેક્ટ્રિક વેલ્ડીંગનો ઉપયોગ કરીને મેટલને વેલ્ડ કરે છે, તેને દાંતના આકાર આપીને, ગિયર કટીંગ, મિલીંગ અથવા પ્લાનિંગ મશીન અથવા હાથથી એક જીવ બનાવવું મેટલ દાંત ફોર્મ જોડી અને પછી એક પ્રોફાઇલ અનુબદ્ધ ભેળવવામાં ક્લચ ભાગ અને નમૂના કર્યું છે.
વેલ્ડિંગ દ્વારા દાંત પુનઃસ્થાપન કામગીરીનો ક્રમ ફિગમાં બતાવવામાં આવે છે. 298.
એલ-દુર્લભ અને મોટા મોડ્યુલોના દાંતના પોસ્ટ-ફ્લોટની પ્રક્રિયાને સરળ બનાવવા માટે, તેને ઉપર રાખવાની ભલામણ કરવામાં આવે છે.
ફિગ. 5. જ્યારે વેલ્ડિંગ દાંત હોય ત્યારે કામગીરીનો ક્રમ:
1 - તૂટેલા દાંત; 2- કટ દાંતની જગ્યા; 3 - હીલ્સ પર વેલ્ડ દાંત; 4- સારવાર (સાઈડ) દાંત.
કોપર પેટર્ન (ફિગ. 299), જેનો ઉપયોગ એ હકીકત પર આધારિત છે કે તાંબાના પેટર્નમાં ગિયરની પિનિઓ આકાર હોય છે, જે દાંતના કિનારો બનાવે છે. જ્યારે વેલ્ડીંગ, કોપરની ઉચ્ચ થર્મલ વાહકતાને કારણે, મેટલને નમૂના પર વેલ્ડ કરવામાં આવતું નથી અને ટેમ્પ્લેટને સપાટી પર મૂકીને સરળતાથી દૂર કરવામાં આવે છે, અને વેલ્ડ મેટલ દાંતના આકારને વેલ્ડ કરવામાં આવે છે.
![]()
ફિગ. 6. વેલ્ડિંગ દ્વારા દાંત વેલ્ડિંગની પદ્ધતિ:
1 - સમારકામ ગિયર;
2 - વેલ્ડ દાંત; 3 - કોપર પેટર્ન.
બ્રાંડના ઉચ્ચ ગુણવત્તાવાળા (જાડા-ગ્રીઝ્ડ) ઇલેકટોડ્સ સાથે ન હોવું જોઈએ તેવું સર્ફિંગ કરવું જોઈએ. Surfacing પછી, annealing ઇચ્છનીય છે.
ખાસ કરીને મહત્વપૂર્ણ પદ્ધતિઓ (ઉદાહરણ તરીકે, ક્રેન પ્રશિક્ષણ મિકેનિઝમ્સ) માટે, દાંતની સપાટી (સમારકામ) ની મંજૂરી નથી, આ કિસ્સાઓમાં ગિયર વ્હીલ્સને નવાથી બદલવું જોઈએ.
વેલ્ડીંગ વગર અથવા દ્વેષીના સ્વરૂપમાં ગ્રુવ વગર વિવિધ પ્રકારના દાંતને ઠીક ન કરો, કારણ કે આ પદ્ધતિઓ અવિશ્વસનીય છે અને સાધનસામગ્રીના સામાન્ય સંચાલનને સુનિશ્ચિત કરતી નથી.
વિસ્ફોટની રીમ સાથેના ગિયર્સ સામાન્ય રીતે આર્ક વેલ્ડીંગ દ્વારા વિકસાવવામાં આવે છે, વેલ્ડીંગ તકનીક વિકસાવતા હોય છે જેથી વેલ્ડીંગના પરિણામે વધારાની તાણ બને નહીં જે અન્ય વ્હીલ ઘટકોમાં ક્રેકનું કારણ બને છે (તે આગ્રહણીય છે કે સમગ્ર ગિયર લાલ ગરમ થવા માટે ગરમ કરવામાં આવે છે અને વેલ્ડિંગ પછી એનેઇલ કરવામાં આવે છે).
હબમાં ક્રેકવાળા ગિઅર્સની મરામત કરવામાં આવે છે, ખાસ કરીને બનાવટી અથવા કાસ્ટના સ્ટીલના બંગાળના હબ પર ઉતરાણ કરીને મશીન પર મશિન કરવામાં આવે છે, 300-400 ડિગ્રી સેલ્સિયસ સુધી ગરમ થાય છે.
ખાસ કરીને મહત્વપૂર્ણ ગિયર્સના ગિયર્સ (દાખલા તરીકે, ક્રેન પ્રશિક્ષણ મિકેનિઝમ્સ) જેમાં "બોડ" માં ક્રેક્સ હોય છે, પ્રવક્તા અને કેન્દ્રને બદલે છે; વેલ્ડીંગ અથવા અન્ય પદ્ધતિ દ્વારા સમારકામની છૂટ નથી.
ઉચ્ચ ઝડપે ફરતા ગિયર્સ, તેમજ મધ્યમ ઝડપે મોટા વ્યાસ ગિયર્સ, સ્થિર સંતુલનને આધિન હોવા જોઈએ.
2.2 સ્પીડ રિપેર ગિયર્સની પદ્ધતિઓ
હાઇ સ્પીડ રિપેર ગિયર્સ, તેમજ સાધનોની અન્ય વસ્તુઓ અનુસાર. તેની તકનીકી નોડલ હોવી જોઈએ.
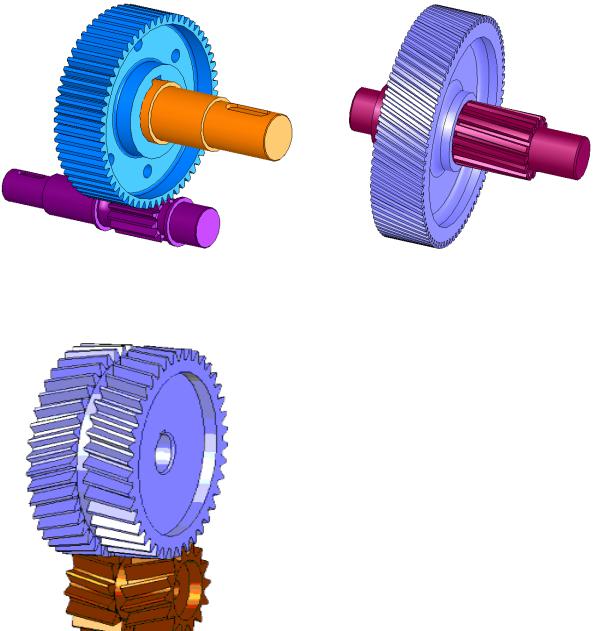
જ્યારે હાઇ-સ્પીડ નોડલ સમારકામ વ્યક્તિગત ગિયર્સ અથવા ગિયર્સને બદલે છે: કરવામાં નહીં આવે, તે પૂર્વ-એસેમ્બલ નોડ દ્વારા બદલવામાં આવે છે, અને અગાઉ સૂચવેલા પ્રમાણે, જ્યારે નોડ્સના પ્રકારો સમારકામ તરીકે અને ઇન્સ્ટોલેશન એકમો ત્રણ હોઈ શકે છે ત્યારે:
મોટા નોડ્સ, જેમાં વિવાદિત કેસો શામેલ છે
(ઉદાહરણ તરીકે, ગિયરબોક્સ ગૃહ) અને આ ગૃહોમાં માઉન્ટ કરવામાં આવતી બધી જ રીતની ઝૂંસરી;
વ્યક્તિગત ગાંઠો (ઉદાહરણ તરીકે, શાફ્ટ, પોઝ. /, 2, 3, તે સાથે મળીને જોડાયેલી મદદની સાથે જોડાયેલું જૂથ); જે ભાગો તેમના પર માઉન્ટ કરવામાં આવે છે);
વ્યક્તિગત વ્યક્તિગત ગાંઠો, જેમાં ગિયર્સનો સમાવેશ થાય છે.
આ સમારકામની વિશિષ્ટ સ્થિતિઓને આધારે, કાર્ય સંસ્થા યોજનામાં નિર્દિષ્ટ પ્રકારના નોડલ સમારકામમાંથી એક સ્વીકારવામાં આવે છે.
ગિઅરબોક્સ - વ્યક્તિગત મોટા નોડ્સને સ્થાનાંતરિત કરીને હાઇ-સ્પીડ રિપેર કરવામાં સૌથી વધુ ગુણાત્મક છે.
જો કે, આ કિસ્સામાં, તે આવશ્યક છે કે, પ્રથમ, ગિઅરબોક્સને કાઢી નાખવા અને ફરીથી એસેમ્બલ કરવું એ વિનિમયક્ષમ હોવું જોઈએ, અને બીજું, સંબંધિત રિગિંગ સાધનો અગાઉથી તૈયાર થવું જોઈએ.
ગિઅરબોક્સનું ટાઈપિફિકેશન, એટલે કે, કોઈ ચોક્કસ વર્કશોપ અથવા એન્ટરપ્રાઇઝ માટે સંપૂર્ણ ચોક્કસ પ્રકારો અને વિનિમયક્ષમ ગિયરબોક્સના માપોની મંજૂરી એ ઉચ્ચ ગતિ, ઉચ્ચ ગુણવત્તાવાળી સમારકામને સુનિશ્ચિત કરવાનું સૌથી મહત્વપૂર્ણ માપ છે.
સંદર્ભો
ભારે ઇજનેરી / બી.વી. માં એસેમ્બલી મશીનો. ફેદોરોવ, વી. એ. વાવુલેન્કો એટ અલ. બીજો ઇડી. એમ.: મશ-એ, 1987.
હેન્ડબુક ઑફ ટેક્નોલોજિસ્ટ-મશીન બિલ્ડર: 2 ટન. એ.જી. કોસીલોવા એમ. દ્વારા સંપાદિત: મશ-એ, 1985.
મેટલ કટીંગ મશીનો. તાલીમ ટેકનિકલ કોલેજો માટે મેન્યુઅલ. એન.એસ. કોલેવ અને અન્ય. મોસ્કો: મેશ-એટલે કે, 1980.
સ્કિર્ટલાડેઝ એજી, નોવિકોવ વી. યુ.યુ., તુલેવ યુ.આઇ. મશીન પ્રોડક્શન્સના તકનીકી ઉપકરણો. તાલીમ લાભ એમ.: પબ્લિશિંગ હાઉસ "સ્ટેંકિન", 1997.
સમાન નિબંધો:
મોટર પસંદગી, કિનેમેટિક ગણતરી અને ડ્રાઇવ સર્કિટ. ગિયરબોક્સ અને ડ્રાઈવ ડ્રમના શાફ્ટની ગતિશીલ ગતિ અને કોણીય વેગ. ગણતરી ગિયર ગિયર. દબાણ તણાવ પર ટૂથ સહનશક્તિ. શાફ્ટ ટોર્કની ગણતરી.
ઓપરેશનલ હેતુ માટે ગિયર્સનું વર્ગીકરણ. સ્પુર ગિયર્સ માટે સહનશીલતા સિસ્ટમ. ગિયર્સ અને ગિયર્સના નિયંત્રણની પદ્ધતિઓ અને ઉપાય. સ્પુર ગિયર્સના નિયંત્રણ માટેના ઉપકરણો, તેમના ઉપયોગની પદ્ધતિઓ.
ડ્રાઇવ એકમની સેવા જીવનની ગણતરી. એન્જિન પસંદગી, ડ્રાઇવની ગતિશાસ્ત્રીય ગણતરી. સામગ્રી ગિયર્સ પસંદગી. સ્વીકાર્ય તાણ નક્કી. બંધ બેવલ ગિયરની ગણતરી. બંધ ગિયર્સ પહેરવા માં દળોના નિર્ધારણ.
નળાકાર બે તબક્કાની ગિયરબોક્સની ડિઝાઇનનો અભ્યાસ, એકંદર અને કનેક્ટિંગ પરિમાણોનું માપન. ગિયરિંગ પરિમાણો નક્કી. ગિયરના સંપર્ક સહનશક્તિને સુનિશ્ચિત કરવા માટે શરતોમાંથી અનુમતિપૂર્ણ ભારની ગણતરી.
સ્પુર ગિયરબોક્સ ડિઝાઇન. મોટર પસંદગી ડ્રાઇવ કરો. ખતરનાક ગિઅર દાંત વિભાગમાં અંદાજિત નમવું તણાવ. ગિયર્સ અને શરીર તત્વોના રચનાત્મક પરિમાણો. ગિયર જોડીના મુખ્ય પરિમાણો. શાફ્ટની અંદાજિત ગણતરી.
કિનેમેટિક, પાવર ગણતરીઓ ડ્રાઇવ. એક્ટ્યુએટર શાફ્ટ પર સત્તા નિર્ધારણ. મોટર શાફ્ટની અંદાજિત શક્તિનું નિર્ધારણ. એક્ટ્યુએટરની શાફ્ટ સ્પીડનું નિર્ધારણ. બંધ નળાકાર ગિયર્સ ગણતરી.
સ્વિવલ-લિવર મિકેનિઝમ્સનો ઉપયોગ જરૂરી પરિમાણો સાથે કોઈપણ ચળવળમાં પરિભ્રમણ અથવા અનુવાદ ગતિને રૂપાંતરિત કરવા માટે થાય છે. ઘર્ષણ - પરિભ્રમણ ગતિની ગતિને બદલવું અથવા પરિવર્તનીય રૂપાંતરણમાં પરિવર્તિત કરવું.
ગિયર રેક ચલાવીને ગિયર્સ કાપીને સૈદ્ધાંતિક પાયાના અભ્યાસ. ઉપકરણનો ઉપયોગ કરીને વ્હીલ પ્રોફાઇલ્સનું નિર્માણ. એક નળાકાર વ્હીલ દાંત મિશ્રણ. ઑફસેટના આધારે દાંત આકાર. ચક્રની તુલનામાં રેલની સ્થિતિ.
કિનેમેટિક ડ્રાઈવ બેલ્ટ કન્વેયર. ઇલેક્ટ્રિક મોટરની કિનેમેટિક ગણતરી. ઇલેક્ટ્રિક મોટરની આવશ્યક શક્તિનું નિર્ધારણ, શાફ્ટ પરની ગતિશાસ્ત્રની ગણતરીઓ, મોટર શાફ્ટની કોણીય વેગ. ગણતરી ગિયર ગિયર.
ગિયર મિકેનિઝમ દેખાવનું વર્ણન. કિનેમેટિક ગણતરી. ટ્રાન્સમિશન ભૂમિતિ અને તેની વિગતોની ગણતરી. પાવર ગણતરી મિકેનિઝમ. મજબૂતાઇ માટે સજ્જતાની ગણતરી, મિકેનિઝમના એક શાફ્ટની મજબૂતાઈ. બાંધકામ સામગ્રીની પસંદગી.
મોટર, ગિયર રેશિયો ડ્રાઇવની અંદાજિત શક્તિનું નિર્ધારણ. ડ્રાઇવ શાફ્ટ અને ટોર્ક દ્વારા પ્રસારિત શક્તિની ગણતરી. સ્ટેટિક લોડ ક્ષમતા પર ઓછી ઝડપ અને બેવલ ગિયર્સ, શાફ્ટ બેરિંગ્સની ડિઝાઇન ગણતરી.
ત્રણ તબક્કામાં નળાકાર ગિયરબોક્સ ડિઝાઇન કરવાની પદ્ધતિ. સ્વીકાર્ય તણાવ નક્કી કરવા માટેની પ્રક્રિયા. 3 સ્પીડ ગિયરબોક્સ, ઇન્ટરમિડિયેટ શાફ્ટ અને બેરિંગ્સની ગણતરીની સુવિધાઓ. ચાવીરૂપ સાંધાઓની તાકાતને ચકાસવાની વિશિષ્ટતા.
પરંપરાગત મુદ્દાઓ, અવકાશ ઉપર ગ્રહોની ગિયર્સના ફાયદા અને ગેરફાયદા. ઓપરેશનનું સિદ્ધાંત અને ગ્રહોની ગિયર્સની મુખ્ય કડીઓ. વેવ ગિયર્સ, ડિઝાઇન સ્કીમ, ઑપરેશનનું સિદ્ધાંત, વેવ ટ્રાન્સમિશનના ફાયદા અને ગેરફાયદા.
નળાકાર હેલિકેલ ગિયર્સના પરિમાણો. ગિયર્સની ડિઝાઇન અને સામગ્રી, તેમના કદ અને આકાર. બેવલ ગિયર્સ અને તેની ભૌમિતિક ગણતરી. કૃમિ ગિયર્સની ડિઝાઇન અને ગણતરી. કૃમિ ગિયર્સના મુખ્ય ફાયદા અને ગેરફાયદા.
વોર્મ ગિયર ડિઝાઇન. વાદળી ગિયર ડિઝાઇન. ગિયરબોક્સના મૃત સ્ટ્રોકની ગણતરી. શુદ્ધતા ગિયર્સ અને કૃમિ ગિયર્સ. ગિયર્સ, વોર્મ્સની સપાટીઓના આકાર અને સ્થાનની સહનશીલતા. શાફ્ટની માળખાકીય તત્વો.
ઇલેક્ટ્રિક મોટરના પ્રસારણ અને પસંદગીની કિનેમેટિક ગણતરી. નળાકાર ટ્રાન્સમિશન ગણતરી. શાફ્ટની અંદાજિત ગણતરી. ગિયર કેસના મુખ્ય પરિમાણોની ગણતરી. બેરિંગ્સ અને કપડાઓની પસંદગી. ગિયર લ્યુબ્રિકન્ટ અને બેરિંગ્સનો પસંદગી.
ટૂથ ટ્રાન્સમિશન
પી એલ અને એલ સી અને યુ
1. સામાન્ય માહિતી.
2. ગિયર્સ વર્ગીકરણ.
3. ગિયર્સના ભૌમિતિક પરિમાણો.
4. પેરામીટર રૂપાંતરણની ચોકસાઈ.
5. ગિયર્સમાં ગતિશીલ ગુણોત્તર.
6. વ્હીલ્સ ની ડિઝાઇન. સામગ્રી અને સ્વીકાર્ય તણાવ.
1. સામાન્ય માહિતી
ગિયર ટ્રેનએ એવી પદ્ધતિ છે જે, ગંઠાઇ જવાના માધ્યમ દ્વારા, ગતિશીલ વેગ અને ક્ષણોમાં ફેરફાર સાથે ગતિને પ્રસારિત કરે છે અથવા પરિવર્તન આપે છે. ગિયર ટ્રેનમાં વ્હીલ્સનો સમાવેશ થાય છે જે દાંત સાથે જોડાય છે જે એકબીજા સાથે જોડાય છે, જે સતત કેમેની મિકેનિઝમ્સની શ્રેણી બનાવે છે.
ગિયર્સનો ઉપયોગ સમાંતર, આંતરછેદ અથવા છૂટાછવાયા અક્ષરો સાથે શાફ્ટ વચ્ચે રોટેશન ગતિને કન્વર્ટ અને સ્થાનાંતરિત કરવા માટે થાય છે, અને રોટેશનલ ગતિને ટ્રાન્સલેશનલ અને તેનાથી વિપરીત રૂપાંતરિત કરવા માટે પણ વપરાય છે.
ગિયર્સના ફાયદા:
1. ગિયર રેશિયોની કોન્સ્ટેન્સીહું
2. કાર્યની વિશ્વસનીયતા અને ટકાઉપણું.
3. કોમ્પેક્ટનેસ.
4. પ્રસારિત ઝડપની મોટી શ્રેણી.
5. શાફ્ટ પર ઓછો દબાણ.
6. ઉચ્ચ કાર્યક્ષમતા.
7. જાળવણી સરળતા.
ગિયર્સના ગેરફાયદા:
1. ઉચ્ચ ચોકસાઇ ઉત્પાદન અને સ્થાપન માટે જરૂર છે.
2. ઉચ્ચ ઝડપે ઘોંઘાટ.
3. અનંત ચલ પરિવહન ગુણોત્તર ની અશક્યતા
સત્રો હું.
2. ગિયર્સ વર્ગીકરણ
યાંત્રિક સિસ્ટમોમાં વપરાતા ગિયર્સ વિવિધ છે. તેઓ બંનેને નીચલા અને કોણીય વેગ વધારવા માટે વપરાય છે.
ગિયર કન્વર્ટર્સ જૂથોના ડિઝાઇન્સનું વર્ગીકરણ ત્રણ રસ્તાઓમાં પ્રસારણ:
1. દાંતના જોડાણ દ્વારા. તકનીકી ઉપકરણોમાં, બાહ્ય (ફિગ. 5.1, એ), આંતરિક (ફિગ 5.1, બી) સાથે અને રેક (ફિગ 5.1, સી) પહેરવા સાથે બાહ્ય પ્રસારણનો ઉપયોગ થાય છે.
ગતિની દિશામાં ફેરફાર સાથે પરિભ્રમણ ગતિને રૂપાંતરિત કરવા માટે બાહ્ય ગિયરિંગ સાથે પ્રસારણનો ઉપયોગ થાય છે. ગિયર રેશિયો -0.1 i-10 થી છે. આંતરિક સુનાવણીનો ઉપયોગ ઇવેન્ટમાં પરિવર્તનશીલ ગતિશીલતાને દિશામાં સાચવવા માટે જરૂરી છે. બાહ્ય ગિયરિંગની તુલનામાં, ટ્રાન્સમિશનમાં નાના એકંદર પરિમાણો હોય છે, વધુ ઓવરલેપ ગુણાંક અને વધેલી તાકાત હોય છે, પરંતુ તેનું નિર્માણ કરવું વધુ મુશ્કેલ છે. રૅક ગિયરિંગનો ઉપયોગ પરિવર્તનીય ગતિને ટ્રાન્સલેશનલ અને બેકમાં રૂપાંતરિત કરતી વખતે થાય છે.
2 શાફ્ટ axes ની પરસ્પર ગોઠવણી દ્વારા શાફ્ટની સમાંતર અક્ષોની સાથે ટ્રાન્સમિશન નળાકાર વ્હીલ્સનો તફાવત (ફિગ 5.1,એ ), આંતરછેદવાળા ધરી (અંજીર 5.2) સાથે શંકુ વ્હીલ્સ, એક્સેલ્સ (અંડાશય 5.3) સાથે જોડાયેલા વ્હીલ્સ. બેવેલ ગિયર્સ સાથે ગિયર્સમાં ગિયર રેશિયો ઓછો છે (1/6હું 6) ઉત્પાદન અને સંચાલન કરવા માટે વધુ મુશ્કેલ છે, વધારાના અક્ષીય લોડ છે. સ્ક્રૂ વ્હીલ્સ વધેલી કાપલી સાથે કામ કરે છે, ઝડપી વસ્ત્રો, ઓછી લોડ ક્ષમતા ધરાવે છે. આ ગિયર્સ સમાન વ્હીલ વ્યાસ માટે વિવિધ ગિયર રેશિયો પ્રદાન કરી શકે છે.
3 રિમ રચના વ્હીલ સંબંધિત દાંત પાંચ આંકડાના US સ્થાન દ્વારા
ત્યાં સ્પુર ગિયર્સ (ફિગ. 5.4, એ), હેલિકલ ગિયર્સ (ફિગ 5.4, બી), શેવરન (ફિગ 5.5) અને ગોળાકાર દાંત છે.
હેલિકલ ગિયર્સ મોટા છે |
||||
shuya સંલગ્નતા સરળતા, ઓછી |
||||
તકનીકી રીતે | સમકક્ષ |
|||
સ્પુર પરંતુ ટ્રાન્સમિશન ઊભી થાય છે |
||||
અતિરિક્ત | ભાર. |
|||
ડ્યુઅલ હેલિકલ ગિયર | કાઉન્ટર |
|||
નમેલા દાંત (શેવરન) |
||||
ચા પાસે નમ્રતાના બધા ફાયદા છે |
||||
અને સંતુલિત અક્ષીય દળો. પરંતુ |
||||
ટ્રાન્સફર કરવું કંઈક અંશે મુશ્કેલ છે |
||||
લેનિયા અને સ્થાપન. કર્વિલિનર |
||||
દાંત મોટાભાગે ઘોડોમાં વપરાય છે |
||||
ગિયર્સ | વધારવું |
|||
લોડ ક્ષમતા | સરળતા |
|||
ઉચ્ચ ઝડપે કામ કરે છે. |
||||
3. ગિયર્સના ભૌમિતિક પરિમાણો
માટે ગિયર વ્હીલ્સ (ફિગ. 5.6) ના મુખ્ય ભૌમિતિક પરિમાણોમાં શામેલ છે: દાંત પીચપી ટી, મોડ મી (એમ = પી ટી /), દાંતની સંખ્યા ઝેડ, પીચ વર્તુળનો વ્યાસ ડી, દાંતના ભાગનું માથું ઊંચાઈ, દાંતના વિભાજનના પગની ઊંચાઈ એચ એફ, શિખરો ડી અને ડી, શિખરો અને હોલોના વર્તુળોની ડી એફ, ગિયર રાઇમ્બની પહોળાઈ.
ડીએફ 1 | ડીબી 1 | |||
dw 1 (ડી 1) | ||||
દા 1 | ||||
ડીએફ 2 | dw 2 (ડી 2) | દા 2 |
||
ડીબી 2 | ||||
પીચ વર્તુળનો વ્યાસ d = mz. વ્હીલ દાંતની પિચ પિચ હેડ અને પીચ લેગમાં વહેંચાયેલી છે, જે કદના ગુણોત્તર વ્હીલની સંબંધિત સ્થિતિ અને દાંત કાપવાની પ્રક્રિયામાં ખાલી છે તે નક્કી કરે છે.
શરૂઆતના કોટૌરની શૂન્ય વિસ્થાપન સાથે, વિભાજક માથાની ઊંચાઈ અને ચક્રના દાંતના પગની શરૂઆત પ્રારંભિક કોન્ટોરની જેમ થાય છે, દા.ત.
હા = એચ એ * એમ; એચએફ = (એચ એ * + સી *) એમ,
જ્યાં એચ એ * દાંતના માથાના ઉંચાઇ પરિબળ છે; સી * રેડિયલ ગુણાંક છે
બાહ્ય દાંતવાળા વ્હીલ્સ માટે, વર્તુળનો વ્યાસ ટોચ પર છે
દા = ડી + 2 હેક્ટર = (ઝેડ + 2 એચ એ * *) એમ.
Hollows ની પરિઘ વ્યાસ
ડીએફ = ડી -2 એચએફ = (ઝેડ -2 એચ એ * -2 સી *) એમ.
જ્યારે મી ≥ 1 એમએમએચ, એક * = 1, સી * = 0.25, ડી એ = (ઝેડ - 2.5) મી.
આંતરિક દાંત સાથે વ્હીલ્સ માટે, ટોચ અને વર્તુળોના વર્તુળોના વ્યાસ નીચે મુજબ છે:
દા = ડી -2 હેક્ટર = (ઝેડ -2 એચ એ * *) એમ;
ડીએફ = ડી + 2 એચએફ = (ઝેડ + 2 એચ એ * + 2 સી *) એમ.
ઑફસેટ સાથે કાપી શકાય તેવા વ્હીલ્સ માટે, ટોચ અને ખીણોના વ્યાસ વધુ જટિલ નિર્ભરતા માટે ઓફસેટ ગુણાંકના પરિમાણ પર આધારિત છે.
જો ડિસ્પ્લેસમેન્ટ વગર બે વ્હીલ્સ કાપી નાખવામાં આવે છે, તો તેમના પીચ વર્તુળો સ્પર્શે છે, એટલે કે, તેઓ પ્રારંભિક વર્તુળો સાથે મેળ ખાય છે. આ કિસ્સામાં સગાઈનો કોણ પ્રારંભિક કોન્ટૂરના રૂપરેખાના કોણ જેટલો જ હશે, એટલે કે પ્રારંભિક પગ અને માથા વિભાજન પગ અને માથા સાથે સરખાવાય છે. કેન્દ્રની અંતર ડિવિઝન વર્તુળોના વ્યાસ દ્વારા નિર્ધારિત વિભાગીય કેન્દ્ર અંતર જેટલું જ હશે:
aw = a = (d1 + d2) / 2 = m (Z1 + Z2) / 2.
ઑફસેટ સાથે વ્હીલ્સ કાપવા માટે પ્રારંભિક અને પિચ વ્યાસ માટેનો તફાવત છે, દા.ત.
ડી ડબલ્યુ 1 ડી 1; ડી ડબલ્યુ 2 ડી 2; એ ડબલ્યુ; αw = α.
4. પરિમાણ રૂપાંતરણ ચોકસાઈ
માં ગિયર્સના ઓપરેશન દરમિયાન સૈદ્ધાંતિક રીતે સતત ગિયર રેશિયો સતત ફેરફારો કરે છે. આ ફેરફારો દાંતના પરિમાણો અને આકારના નિર્માણમાં અનિવાર્ય ભૂલોને કારણે થાય છે. ભૂલની ઓછી સંવેદનશીલતાવાળા ગિયર્સ ઉત્પાદનની સમસ્યાને બે દિશાઓમાં ઉકેલી શકાય છે:
એ) વિશિષ્ટ પ્રકારના પ્રોફાઇલ્સનો ઉપયોગ (ઉદાહરણ તરીકે, કલાકદીઠ ગિયરિંગ);
બી) ઉત્પાદન ભૂલોની મર્યાદા.
માં શાફ્ટ અને બુશીંગ જેવા સરળ ભાગોથી વિપરીત, ગિયર્સ જટિલ ભાગો છે અને તેમના વ્યક્તિગત ઘટકોના પ્રભાવમાં ભૂલો માત્ર બે અલગ દાંતની જોડીને અસર કરતી નથી, પરંતુ ગિયર ટ્રાન્સમિશનની ગતિશીલ અને તાકાત લાક્ષણિકતાઓ તેમજ ચોકસાઈને પણ અસર કરે છે પરિવર્તનશીલ ગતિની સ્થાનાંતરણ અને પરિવર્તન.
ટ્રાન્સમિશન કામગીરી પર તેમની અસરને આધારે ગિયર્સ અને ગિયર્સની ભૂલોને ચાર જૂથોમાં વહેંચી શકાય છે:
1) કાઇનેમેટિક ચોકસાઈને અસર કરતી ભૂલો, એટલે કે પરિવહનની ચોકસાઈ અને પરિભ્રમણ ગતિની રૂપાંતરણ;
2) ગિયરની સરળ કામગીરીને અસર કરતી ભૂલો;
3) સંપર્કમાં ડાઘ દાંત ભૂલો;
4) ભૂલની મંજૂરીમાં પરિવર્તન તરફ દોરી જાય છે અને ટ્રાન્સમિશનના મૃત સ્ટ્રોકને અસર કરે છે.
આ દરેક જૂથોમાં, જટિલ ભૂલો જે આ જૂથ અને તત્વ-દ્વારા-ઘટકને સૌથી વધુ સંપૂર્ણ રીતે વર્ણવે છે, આંશિક રૂપે ટ્રાન્સમિશન પ્રદર્શન સૂચકાંકોનું વર્ણન કરે છે, તેને વિશિષ્ટ કરી શકાય છે.
જૂથોમાં ભૂલોનું આ વિભાજન એ ગીરના સહનશીલતા અને વિચલન માટેના ધોરણોનું ધોરણ છે: ગોસ્ટ 1643-81 અને ગોસ્ટ 9178-81.
પ્રસારણની ગતિશાસ્ત્રની ચોકસાઈનું મૂલ્યાંકન, સરળ પરિભ્રમણ, દાંતની સંપર્ક લાક્ષણિકતાઓ અને માનક ધોરણોમાં મૃત સ્ટ્રોકનું મૂલ્યાંકન કરવા માટે, 12 ડિગ્રી ચોકસાઇ ઉત્પાદન ગિયર્સની સ્થાપના કરવામાં આવે છે.
અને ગિયર્સ નીચે આવતા ક્રમમાં ચોકસાઈની ડિગ્રી સંખ્યાઓ દ્વારા સૂચવવામાં આવે છે. 1-12. ગોસ્ટ 1643-81 મુજબ એમ\u003e 1 એમએમ માટે અને 0.1 માટે GOST 9178-81 મુજબ ચોકસાઈ 1 અને 2 તેને ગિયર વ્હીલ્સ અને ગિયર્સનો ઉપયોગ કરવાની છૂટ છે, જેનો ભૂલ જૂથો ચોકસાઈના જુદા જુદા ડિગ્રીથી સંબંધિત હોઈ શકે છે. જો કે, ટ્રાન્સમિશનની ચોકસાઈ પરના તેમના પ્રભાવમાં જુદા જુદા જૂથોની ઘણી ભૂલો સંબંધિત છે, તેથી ચોકસાઈ ધોરણોના સંયોજન પર નિયંત્રણો લાદવામાં આવ્યા છે. આમ, સરળતાના નિયમો બે પ્રકારના ડિગ્રીથી વધુ ચોક્કસ અથવા એક ડિગ્રી રુગેર કરતાં વધુ હોઈ શકે છે, જે ગતિશાસ્ત્રની ચોકસાઇના ધોરણો કરતાં વધુ છે અને દાંતના સંપર્કની દરોને સરળતાના ધોરણો કરતા વધુ ચોક્કસ કોઈપણ ડિગ્રીને અસાઇન કરી શકાય છે. ચોકસાઇના ધોરણોનું મિશ્રણ ડિઝાઇનરને વ્યક્તિગત સૂચકાંકો માટે ચોકસાઈની ડિગ્રી પસંદ કરતી વખતે, સૌથી વધુ આર્થિક ટ્રાન્સમિશન બનાવવા દે છે આ ટ્રાન્સમિશન માટે ઓપરેશનલ આવશ્યકતાઓને પહોંચી વળતા ટેલિફોન્સ, ટ્રાન્સમિશનના નિર્માણના ખર્ચને વધારે પડતું નહીં. ચોકસાઈની ડિગ્રીની પસંદગી હેતુ, વ્હીલ્સની અરજીના ક્ષેત્ર અને દાંતના પરિભ્રમણની પેરિફેરલ ગતિ પર આધારિત છે. ચાલો આપણે તેમના ગુણવત્તાને અસર કરતા ગિયર્સ અને ગિયર્સની ભૂલોને વધુ વિગતવાર ધ્યાનમાં લઈએ. 5. ગિયર્સમાં ગતિશીલ ગુણોત્તર ગિયર્સ માત્ર આંદોલન પરિમાણોને જ નહીં, પણ પરિમાણોને પણ લોડ કરે છે. મિકેનિકલ ઉર્જાને રૂપાંતરિત કરવાની પ્રક્રિયામાં, કન્વર્ટરના ઇનપુટને પૂરા પાડવામાં આવેલ પાવર પી ટ્રિનો ભાગ ગિયર્સના કીનેમેટિક જોડીમાં રોલિંગ અને સ્લાઇડિંગ ઘર્ષણને દૂર કરવા માટે ખર્ચવામાં આવે છે. પરિણામે, આઉટપુટ પાવર ઘટશે. નુકસાનનું મૂલ્યાંકન કરવા માટે શક્તિનો ઉપયોગ કાર્યક્ષમતા (EFFICIENCY) ની ખ્યાલનો ઉપયોગ કરવામાં આવે છે, જે કન્વર્ટરની આઉટપુટ શક્તિના ગુણોત્તરને તેના ઇનપુટને પૂરા પાડવામાં આવતી શક્તિને વ્યાખ્યાયિત કરે છે, દા.ત. η = પી આઉટ / પી ઇન. જો ગિયર ડ્રાઇવ રોટેશનલ ગતિને બદલે છે, તો અનુક્રમે, ઇનપુટ અને આઉટપુટ પાવર તરીકે વ્યાખ્યાયિત કરી શકાય છે I દ્વારા ωout / ωin નો મત આપો, અને મૂલ્ય ટૌઉટ / ટીન i મી દ્વારા, જે આપણે ક્ષણોનો ગુણોત્તર કહીએ છીએ. પછી અભિવ્યક્તિ (5.3) ફોર્મ લે છે η = હું એમ Η નું મૂલ્ય 0.94-0.96 ની વચ્ચે બદલાય છે અને ટ્રાન્સમિશનના પ્રકાર અને પ્રસારિત લોડ પર આધારિત છે. ગિયર નળાકાર ટ્રાન્સમિશન માટે, કાર્યક્ષમતા નિર્ભરતાથી નક્કી કરી શકાય છે η = 1 - સીએફ π (1 / ઝેડ 1 + 1 / ઝેડ 2), જ્યાં સી એ સુધારણા પરિબળ છે જે ક્ષતિગ્રસ્ત શક્તિમાં ઘટાડો સાથે કાર્યક્ષમતામાં ઘટાડો કરે છે; 2 9 2 એમ 2 ઝેડ 2 આઉટ 20 મીટર 17 એમઝેડ 2 જ્યાં ટી ઓ આઉટપુટ ક્ષણ છે, એચ એમએમ; એફ દાંત વચ્ચેની ઘર્ષણ ગુણાંક છે. ગિયર દાંત પર વાસ્તવિક બળ નક્કી કરવા માટે, ધ્યાનમાં લો રોમ લોડ કન્વર્ઝનની પ્રક્રિયા છે (ફિગ 5.7). ડ્રાઇવિંગ ઇનપુટ ક્ષણ ટી 1 ને પ્રારંભિક વર્તુળ ડબ્લ્યુ.એલ.ના વ્યાસવાળા ડ્રાઇવિંગ ગિયર 1 પર લાગુ થવું જોઈએ, અને ચાલિત વ્હીલ 2 ના પ્રતિકાર ટી 2 ના ક્ષણને વ્હીલના પરિભ્રમણની વિરુદ્ધ દિશામાં દિશામાન કરવામાં આવે છે. સમાવિષ્ટ જોડાણમાં, સંપર્ક બિંદુ હંમેશાં લાઇન પર હોય છે, જે સંપર્ક પ્રોફાઇલ્સ માટે એક સામાન્ય સામાન્ય છે. પરિણામે, ગુલામી દાંત પરના ડ્રાઇવ વ્હીલના ટૂથ એફનું દબાણ બળ સામાન્ય રીતે નિર્દેશિત કરવામાં આવશે. અમે ક્રિયાના વાક્ય સાથે બળના ધ્રુવ પર બળ સ્થાનાંતરિત કરીશું અને તેને બે ઘટકોમાં વિખેરી નાખશું. ફીટ ' ફીટ ' એફ ટીનો સ્પર્શ ઘટક કહેવામાં આવે છે જીલ્લા દળ તેણી પ્રતિકારક ક્ષણને દૂર કરીને વ્હીલ્સ ચલાવતા, ઉપયોગી કાર્ય કરે છે. તેનું મૂલ્ય સૂત્ર દ્વારા ગણતરી કરી શકાય છે એફ ટી = 2 ટી / ડી ડબલ્યુ. ભાગ ઊભી થાય છે રેડિયલ બળઅને એફ આર દ્વારા સૂચિત છે. કામની આ શક્તિ બનાવતી નથી, તે ફક્ત શાફ્ટ અને ટ્રાન્સમિશન સપોર્ટ પર વધારાનો ભાર બનાવે છે. બંને દળોની તીવ્રતા નક્કી કરતી વખતે, દાંત વચ્ચે ઘર્ષણ દળોને અવગણવામાં આવે છે. આ કિસ્સામાં, દાંત અને તેના ઘટકોની કુલ દબાણ દળ વચ્ચે, નીચેની નિર્ભરતા અસ્તિત્વમાં છે: એફ એન = એફ ટી / (કોસ α કોસ); એફ આર = એફ ટી ટીગ α / કોસ, જ્યાં α એ જોડાણની કોણ છે. સ્પુર વ્હીલ્સની સંલગ્નતામાં સંખ્યાબંધ નોંધપાત્ર ગતિશીલ ગેરફાયદા છે: મર્યાદિત ઓવરલેપ મૂલ્યો, નોંધપાત્ર અવાજ અને ઉચ્ચ ઝડપે આંચકા. ટ્રાન્સમિશનના કદને ઘટાડવા અને કાર્યની સરળતાને ઘટાડવા માટે, સ્પુર ગિયરને ઘણીવાર હેલિકલ ગિયરથી બદલવામાં આવે છે, દાંતના બાજુના રૂપરેખાઓ જે હેલિકલ સપાટીઓ શામેલ હોય છે. હેલિકલ ગિયર્સમાં, કુલ બળ એફને દાંત તરફ લંબચોરસ દિશામાન કરવામાં આવે છે. અમે આ બળને બે ઘટકોમાં વિખેરી નાખીએ છીએ: એફ ટી એ વ્હીલની પરિભાષાત્મક શક્તિ છે અને એફ એ એ ચક્રના ભૂમિતિ અક્ષ સાથે નિર્દેશિત અક્ષીય બળ છે; એફ એ = એફ ટી ટીગ β, દાંતના વલણનો કોણ છે. આમ, સ્પુર ગિયરની વિરુદ્ધ, ત્રણ પરસ્પર લંબચોરસ દળો એફએ, એફ આર, એફ ટી, જેમાંથી ફક્ત એફ ટી ઉપયોગી કાર્ય કરે છે, નૈતિક જોડાણમાં કાર્ય કરે છે. 6. વ્હીલ્સ ની ડિઝાઇન. સામગ્રી અને સ્વીકાર્ય તણાવ વ્હીલ્સની ડિઝાઇન.ગિયર્સ ડિઝાઇન કરવાના સિદ્ધાંતોનો અભ્યાસ કરતી વખતે, મુખ્ય ધ્યેય એ ઓપરેબીલીટી અને ઑપરેશનની શરતો અનુસાર વ્હીલ્સના આકાર અને મૂળ પરિમાણોને નક્કી કરવાની પદ્ધતિને માસ્ટર કરવો છે. નીચેના કાર્યોને હલ કરતી વખતે આ લક્ષ્યની પ્રાપ્તિ શક્ય છે: એ) શ્રેષ્ઠ ચક્ર સામગ્રીની પસંદગી અને અનુમતિશીલ યાંત્રિક લાક્ષણિકતાઓનું નિર્ધારણ; બી) સંપર્ક અને નમવું શક્તિની શરતો અનુસાર વ્હીલ કદની ગણતરી; સી) ગિયર્સની ડિઝાઇન. ગિયર્સ સામાન્ય કન્વર્ટર્સ છે જેના માટે ઘણી બધી વાજબી ડિઝાઇન શ્રેષ્ઠ પ્રકારો વિકસાવવામાં આવી છે. ગિયર ડિઝાઇનની સંશ્લેષણ યોજના ત્રણ મુખ્ય માળખાકીય ઘટકોના સંયોજન તરીકે રજૂ કરી શકાય છે: રીંગ ગિયર, કેન્દ્ર અને કેન્દ્રિય ડિસ્ક (ફિગ 5.9). ગિયર્સનું આકાર અને પરિમાણ દાંત, મોડ્યુલ, શાફ્ટ વ્યાસ, તેમજ ઉત્પાદન વ્હીલ્સની સામગ્રી અને તકનીકના આધારે નક્કી કરવામાં આવે છે. અંજીર માં. 5.8 બતાવે છે કે ગિયર્સ મિકેનિઝમ્સની રચનાઓ. વ્હીલ્સના પરિમાણો GOST 13733-77 ની સૂચનાઓ અનુસાર લેવાની ભલામણ કરવામાં આવે છે. વિદ્યાર્થીઓ, સ્નાતક વિદ્યાર્થીઓ, યુવાન વૈજ્ઞાનિકો જે તેમના અભ્યાસ અને કાર્યમાં જ્ઞાનના આધારનો ઉપયોગ કરે છે તે તમારા માટે ખૂબ આભારી રહેશે. Http://www.allbest.ru/ પર પોસ્ટ કર્યું ગિયર્સ પરિચય ગિયર વ્હીલ સંક્રમણ સમાવેશ થાય છે વિજ્ઞાન અને તકનીકના ઝડપી વિકાસથી નવી સામગ્રીના ઉદભવ તરફ દોરી જાય છે, નવી તકનીકી સોલ્યુશન્સ મૂળભૂત રીતે નવી ડિઝાઇનની રચનાને મંજૂરી આપે છે, પરંતુ મૂળભૂત પદ્ધતિકીય જોગવાઈઓ અપરિવર્તિત રહે છે. XI સદીમાં, મશીન બિલ્ડિંગ અને એરક્રાફ્ટ બિલ્ડિંગ ઉદ્યોગોને ખાસ ધ્યાન આપવામાં આવ્યું હતું, આ જોડાણમાં હું આ ઉદ્યોગોમાં વપરાતા સામાન્ય હેતુ તત્વો, જેમ કે ગિયર્સમાં રહેવા માંગું છું. અમૂર્તમાં, ગિયરિંગની વ્યાખ્યા આપવામાં આવે છે, તેમના વર્ગીકરણ, ગિયર વ્હીલ્સના ભૌમિતિક પરિમાણોની ગણતરી કરવાની પદ્ધતિ માનવામાં આવે છે. આ પેપરમાં ગિયર ટ્રાન્સમિશનની સોંપણી વર્ણવવામાં આવી છે, આ પદ્ધતિમાં ટ્રાન્સમિશન લાક્ષણિકતાઓ આપવામાં આવે છે. 1
.
ઝૂબેચટઓહ વ્હીલ,
વર્ગીકરણ ગિયર, ગિયર - ગિઅરનો મુખ્ય ભાગ, નળાકાર અથવા શંકુ સપાટી પરના દાંતના સ્વરૂપમાં છે જે અન્ય ગિયરના દાંત સાથે મીશેસ કરે છે. યાંત્રિક ઇજનેરીમાં, ગિયર વ્હીલની નાની સંખ્યાવાળા દાંત સાથે નાના ગિયર વ્હીલને કૉલ કરવો અને એક મોટા ગિયર વ્હીલને ગિયર વ્હીલ કહેવામાં આવે છે. જોકે, ઘણી વખત બધા ગિયર વ્હીલ્સને ગિયર્સ કહેવામાં આવે છે. ફિગ. 1. ગિયર વ્હીલ કોગવિહેલ્સનો ઉપયોગ ટોર્ક અને ઇનપુટ અને આઉટપુટમાં શાફ્ટની ક્રાંતિની સંખ્યામાં ફેરફાર કરવા માટે વિવિધ દાંત સાથે પ્રમ તરીકે થાય છે. વ્હીલ, જેનાથી ટોર્કને બહારથી પૂરું પાડવામાં આવે છે, તેને ડ્રાઇવિંગ કહેવાય છે, અને વ્હીલ, જેમાંથી ક્ષણ દૂર કરવામાં આવે છે, તે ચાલે છે. જો ડ્રાઇવ વ્હીલનો વ્યાસ ઓછો હોય, તો ચાલતા ચક્રનો ટોર્ક પરિભ્રમણ ગતિમાં પ્રમાણસર ઘટાડો અને તેનાથી વિરુદ્ધ વધે છે. ગિયર ગુણોત્તર અનુસાર, ટોર્ક વધારો ચલાવાય ગિયરની કોણીય વેગ એક પ્રમાણસર ઘટાડો થાય છે, અને તેમના ઉત્પાદન - મિકેનિકલ શક્તિ - યથાવત રહેશે. આ રેશિયો ફક્ત આદર્શ કેસ માટે માન્ય છે, જે ઘર્ષણ નુકશાન અને વાસ્તવિક ઉપકરણોની વિશિષ્ટ અસરોને ધ્યાનમાં લેતું નથી. એ) ટ્રાન્સફોર્સ દાંત પ્રોફાઇલ વ્હીલ્સના દાંતની પ્રોફાઇલમાં સામાન્ય રીતે એક બાજુનો આકાર હોય છે. જો કે, ત્યાં દાંતના રૂપરેખાના ગોળાકાર આકાર (નોવિકોવ ગિયર એક અને બે ગિયર લાઇન્સ) અને સાયક્લોઇડ ગિયર્સ સાથે ગિયર છે. વધુમાં, અસમપ્રમાણ દાંત રૂપરેખા સાથે ગિયર વ્હીલ્સનો ઉપયોગ રૅચેટ મિકેનિઝમ્સમાં થાય છે. ગિયર પરિમાણો: એમ - વ્હીલ મોડ્યુલ. સગાઈ મોડ્યુલને રેખીય જથ્થામાં કહેવામાં આવે છે પી ગિયરના કોઈપણ સાંકેતિક વર્તુળ સાથેના સમયે નાના પરિભ્રમણ પિચ પી અથવા ગુણોત્તરનો ગુણોત્તર પી, એટલે કે, મોડ્યુલ - એક દાંત દીઠ વ્યાસની મીલીમીટરની સંખ્યા. ડાર્ક અને લાઇટ વ્હીલ્સ સમાન મોડ્યુલ ધરાવે છે. સૌથી મહત્વપૂર્ણ પરિમાણ, પ્રમાણભૂત, ગિયર્સની તાકાત ગણતરીથી નક્કી કરવામાં આવે છે. વધુ ટ્રાન્સમિશન લોડ, મોડ્યુલ ની કિંમત વધારે છે. ગિયરિંગના બધા ભૌમિતિક પરિમાણો તેના મોડ્યુલ દ્વારા વ્યક્ત થાય છે: 1. દાંત મોડ્યુલસ મી=
=
.
2. દાંતની ઊંચાઈ એચ
=
2,25મી.
3. દાંતના માથાની ઊંચાઈ એચ=
મી.
4. ટૂથ ઊંચાઈ એચ=
2,25મી.
5. પિચ વર્તુળનો વ્યાસ ડી
=
મિઝ.
6. વર્તુળ protrusions ના વ્યાસ ડી=
ડી+
2
એચ =
ડી+
2મી=
મી(ઝેડ+
2). 7. Hollows એક વર્તુળ વ્યાસ
ડી = ડી + 2
એચ = ડી + 2
એમ = એમ (
z + 2).
8. સંવનન રિંગ્સ વચ્ચે રેડિયલ ક્લિયરન્સ સાથે=0,25ટી. 9. કેન્દ્ર અંતર એ=
.
10. દાંત પીચ પી= પીમી.
11. દાંત જાડાઈ એસ=
0,5પી=
.
12. ઊંડાઈ પહોળાઈ એલ=
0,5પી=
.
13. તાજ ગિયર્સ (દાંતની લંબાઇ) ની પહોળાઈ બી?
(6…8).મી 14. હબનો વ્યાસ ડી?
(1,6…2)
ડી.
15. હબ લંબાઈ એલ=
1,5
ડી.
16. રિમ જાડાઈ ડી
?
(2,5…4) મી.
17. પ્રોફાઇલના કોણ, જોડાણની કોણ બી =
બી
=
20. 18. પીચ વ્યાસ, પ્રારંભિક વ્યાસ ડી =
ડી
=
મિઝ.
19. મુખ્ય વ્યાસ.
ડી
=
ડી કોસ બી ફિગ. 2 ગિયર પરિમાણો મિકેનિકલ એન્જિનિયરિંગમાં, ગિયરવીલ મોડ્યુલ મીના કેટલાક મૂલ્યોને ઉત્પાદન અને ગિયર્સના સ્થાનાંતરણને સરળ બનાવવા માટે અપનાવવામાં આવે છે, જે પૂર્ણાંક અથવા દશાંશ સાથે સંખ્યાઓ છે: 0.5; 0.7; 1; 1.25; 1.5; 1.75; 2; 2.5; 3; 3.5; 4; 4.5; 5 અને તેથી 50 સુધી. બી) દાંતની લંબચોરસ રેખા ગિયર્સને દાંતની લંબાઇવાળી રેખાના આકારને આધારે વર્ગીકરણ કરવામાં આવે છે: સ્પુર ગિયર, હેલિકલ ગિયર, શેવર. બી) સ્પુર વ્હીલ્સ સ્પુર વ્હીલ્સ - ગિયર્સનો સૌથી સામાન્ય પ્રકાર. દાંત રેડિયલ પ્લેનમાં સ્થિત છે, અને બંને ગિયર્સના દાંતના સંપર્કની રેખા રોટેશનના અક્ષના સમાન છે. આ કિસ્સામાં, બંને ગિયર્સની કુહાડીઓ સખત સમાંતર હોવા જોઈએ. સ્પુર વ્હીલ્સનો સૌથી ઓછો ખર્ચ હોય છે, પરંતુ તે જ સમયે, આવા વ્હીલ્સનું મર્યાદિત ટોર્ક હેલિકલ અને હેલિકલ ગિયર્સ કરતાં ઓછું હોય છે. સી) હેલિકલ ગિયર હેલિકલ વ્હીલ્સ સ્પુર ગીઅર્સનું સુધારેલું સંસ્કરણ છે. તેમના દાંત પરિભ્રમણની અક્ષ તરફ દોરી જાય છે, અને આકારમાં સર્પાકારનો ભાગ બને છે. ફાયદા: આવા વ્હીલ્સની સગાઇ સ્પુર ગિયર્સ કરતા ઓછી હોય છે અને ઓછા અવાજ સાથે; સ્પુર ગિયરની તુલનામાં સંપર્ક વિસ્તાર વધ્યો છે, તેથી ગિયર જોડી દ્વારા પ્રસારિત મર્યાદિત ટોર્ક પણ મોટો છે. હેલિકલ ગિયરના ઓપરેશન દરમિયાન, ધરી સાથે નિર્દેશિત એક મિકેનિકલ બળ ઊભી થાય છે, જે શાફ્ટને માઉન્ટ કરવા માટે થ્રેટ બેરિંગ્સનો ઉપયોગ કરે છે; દાંતના ઘર્ષણ ક્ષેત્રને વધારવું (જે ગરમી માટે વધારાના પાવર નુકશાનનું કારણ બને છે), જેને વિશિષ્ટ લુબ્રિકન્ટ્સના ઉપયોગ દ્વારા વળતર આપવામાં આવે છે. સામાન્ય રીતે, હેકલિકલ વ્હીલ્સનો ઉપયોગ એવા મિકેનિક્સમાં થાય છે જેને ઉચ્ચ ઝડપે ઊંચા ટોર્કના પ્રસારણની જરૂર પડે છે અથવા ઘોંઘાટ પર ગંભીર પ્રતિબંધો હોય છે. ડી) શેવરન વ્હીલ્સ આ વ્હીલ્સના દાંત "વી" અક્ષરના સ્વરૂપમાં બનાવવામાં આવે છે (અથવા તે દાંતની વિરુદ્ધ ગોઠવણી સાથે બે હેલિકલ ગિયર્સમાં જોડીને મેળવી શકાય છે). આવા ગિયર્સ પર આધારિત ગિયર્સ સામાન્ય રીતે "શેવરન" તરીકે ઓળખાય છે. શેવરન વ્હીલ્સ એક્ષીય બળ સમસ્યાને હલ કરે છે. આવા વ્હીલના બંને ભાગોની એક્સેલ દળો પરસ્પર વળતર આપવામાં આવે છે, તેથી, થ્રેસ્ટ બેરિંગ્સ પર શાફ્ટ્સ ઇન્સ્ટોલ કરવાની જરૂર નથી. (- ટૂંકા નળાકાર રોલોરો સાથે બેરિંગ એક નિયમ તરીકે) આ કિસ્સામાં પ્રસારણ અક્ષીય દિશામાં સ્વ સમાયોજન છે, જે કારણોસર શાફ્ટની એક સાથે હેરિંગબોન ગિયર વ્હીલ્સ ફ્લોટિંગ આધાર પર માઉન્ટ થયેલ છે. ડી) આંતરિક ગિયરિંગ સાથે ગિયર વ્હીલ્સ પરિમાણો પર હાર્ડ દબાણ, ગ્રહોની પદ્ધતિઓ માં, આંતરિક સજાઈ, ડ્રાઇવ સંઘાડો સાથે ગિયર પંપ, વ્હીલ્સ toothing સાથે ઉપયોગ કરો છો, તો અંદરથી sliced. ડ્રાઇવિંગ અને ચાલિત વ્હીલ્સનું પરિભ્રમણ એક દિશામાં કરવામાં આવે છે. આવા ટ્રાન્સમિશનમાં, ઓછું ઘર્ષણ ઓછું થાય છે, એટલે કે ઉચ્ચ કાર્યક્ષમતા. ઇ) સેક્ટર વ્હીલ્સ સેક્ટર વ્હીલ કોઈ પણ પ્રકારની પરંપરાગત વ્હીલનો એક ભાગ છે. આ વ્હીલ્સનો ઉપયોગ એવા કિસ્સાઓમાં થાય છે જ્યાં સંપૂર્ણ વળાંક માટે લિંકની ફેરબદલી જરૂરી નથી, અને તેથી તમે તેના પરિમાણો પર બચાવી શકો છો. જી) પરિપત્ર દાંત સાથે વ્હીલ્સ ગોળાકાર દાંતવાળા વ્હીલ્સના આધારે પ્રસારણ હેલિકીઅલ ગિયર્સ કરતા વધારે ડ્રાઇવિંગ પ્રભાવ ધરાવે છે - ગિયરિંગ, ઉચ્ચ સરળતા અને ઘોંઘાટ વિનાની કામગીરીની ઊંચી લોડ ક્ષમતા. જો કે, તે ઘટાડાની એપ્લિકેશનમાં મર્યાદિત છે, સમાન પરિસ્થિતિઓમાં, કાર્યક્ષમતા અને કાર્ય સંસાધન હેઠળ, આવા વ્હીલ્સ ઉત્પાદન માટે વધુ મુશ્કેલ છે. તેમાં દાંતની રેખા ત્રિજ્યાનું વર્તુળ છે, જે વિશિષ્ટ આવશ્યકતાઓ માટે પસંદ કરેલ છે. દાંતની સંપર્ક સપાટી સગાઈની રેખા પર એક બિંદુએ થાય છે, જે વ્હીલ્સની અક્ષોની સમાંતર સ્થિત છે. 2. એચગિયર, વર્ગીકરણ ગિયર એક મિકેનિઝમ અથવા મિકેનિકલ ટ્રાન્સમિશન મિકેનિઝમનો ભાગ છે જેમાં ગિયર વ્હીલ્સનો સમાવેશ થાય છે. ગિયર વર્ગીકરણ દાંતના રૂપરેખાના આકાર: સામેલ પરિપત્ર (નોવિકોવ સ્થાનાંતરણ); સાયક્લોઇડલ. દાંતના પ્રકાર દ્વારા: દફનાવી દાંત; હેલિકલ શેવરન; કર્વિલિનર; મેગ્નેટિક શાફ્ટ axes ની સંબંધિત સ્થિતિ દ્વારા: સમાંતર અક્ષો (સીધા, ઓબ્લિક અને શેવરન દાંત સાથેના નળાકાર ગિયર્સ); એક્સેલ્સને જોડીને - બેવલ ગિયર્સ; ઓવરલેપિંગ અક્ષ સાથે. પ્રારંભિક સપાટીઓનો આકાર: વાદળી શાંત ગ્લોબૉઇડ; વ્હીલ સ્પીડ દ્વારા: ધીમે ધીમે ખસેડવું; મધ્યમ ગતિ; સ્પીડબોટ્સ. સુરક્ષાના ડિગ્રી મુજબ: ખુલ્લું; બંધ વ્હીલ્સના સંબંધિત પરિભ્રમણ અને દાંતના સ્થાન મુજબ: આંતરિક ગિયરિંગ (એક દિશામાં વ્હીલ્સનું પરિભ્રમણ); બાહ્ય ગિયરિંગ (વિરુદ્ધ દિશામાં વ્હીલ્સનું પરિભ્રમણ). 3. સામેલ અને તેના ગુણધર્મો તકનીકીમાં વપરાતા મોટાભાગના ગિયર્સમાં, શામેલ પ્રોફાઇલ સાથે ગિયર્સ છે. એલ. યુલર દ્વારા દાંતના રૂપરેખાના નિર્માણ માટેના શામેલ વળાંકની દરખાસ્ત કરવામાં આવી હતી. તે અન્ય વણાંકો ઉપર નોંધપાત્ર લાભ આ હેતુ માટે ઉપયોગ કરવામાં આવે છે તક આપે છે, - સજાઈ મૂળભૂત કાયદો સંતોષે, સતત ગિયર ગુણોત્તર પૂરી પાડે છે, અયોગ્યતાને કેન્દ્ર અંતર અસંવેદનશીલ છે (વિધાનસભા સરળતા માટે), જે સૌથી સરળ અને ઉત્પાદન ટેકનોલોજીકલ, સરળતાથી પ્રમાણિત (જે ખાસ કરીને મહત્વનું છે ગિયર્સ જેવા સામાન્ય ગિયર્સ). શામેલ છે તે સીધી રેખાથી સંબંધિત બિંદુનો પ્રવાહ છે જે વર્તુળની સાથે બારણું વગર ચાલે છે. આ રેખાને જનરેટિંગ લાઇન કહેવામાં આવે છે, અને જે વર્તુળ તે રોલ કરે છે તેને મુખ્ય વર્તુળ (આકૃતિ 3 એ) કહેવામાં આવે છે. ફિગ. 3 (એ, બી). સમાવિષ્ટમાં નીચેના ગુણધર્મો છે જેનો ઉપયોગ ગિયરિંગના સિદ્ધાંતમાં થાય છે: 1) વિકાસકર્તાની આકાર મુખ્ય વર્તુળના ત્રિજ્યા દ્વારા નિર્ધારિત કરવામાં આવે છે; 2) કોઈપણ બિંદુએ શામેલ કરવા માટેનું સામાન્ય મુખ્ય વર્તુળમાં સ્પર્શક છે. મૂળ વર્તુળ સાથેના સામાન્ય વલણનું બિંદુ પ્રશ્નના સ્થાને વિકાસકર્તાની વક્રતાનું કેન્દ્ર છે; 3) સમાન મૂળભૂત વર્તુળનો વિકાસકર્તા એકબીજાથી સમાન (એકબીજાથી સમાન) વક્ર છે. involute પર કોઈપણ બિંદુ સ્થિતિ અનન્ય વર્તુળ જેના પર તે સ્થિત થયેલ છે વ્યાસ, અને લાક્ષણિકતા involute ખૂણા દ્વારા વર્ણવી શકાય: વિસ્તરણ (સૂચિત એન) ના ખૂણા, પ્રોફાઇલ કોણ (b) involute કોણ - invb (આકૃતિ 3 બી). આકૃતિ 1 બી એ આ ખૂણો બતાવે છે કે તે ઇક્વિટ્રેટમાં શામેલ હોય છે, તેથી તે અનુરૂપ અનુક્રમણિકા ધરાવે છે: એન વાય - ઇવોલ્વન્ટ ઇવોલ્વંટ એંગલ બિંદુ વાય; બી વાય - બિંદુ વાય પર પ્રોફાઇલનો કોણ છે; ઇન્વેન વાય એ બિંદુ વાય (વ્યાસ ડીવાયના પરિઘ પર) પર શામેલ કોણ છે. તે છે, ઇન્ડેક્સ બતાવે છે કે કયા વર્તુળ પર વિચારણા હેઠળ વિકાસ થયો છે; તેથી, વિશેષ વર્તુળો ઉપરોક્ત સૂચકાંકનો ઉપયોગ કરે છે. ઉદાહરણ તરીકે: બી એ 1 એ પ્રથમ વ્હીલના શિરોબિંદુઓના પરિઘ પર આવેલા બિંદુએ શામેલ પ્રોફાઇલની કોણ છે; invb - વ્હીલની પિચ પરિઘ, વગેરે પર સ્થિત એક વિકસિત બિંદુ પર સંકળાયેલ કોણ. 4. પ્રતિગિયર કટીંગ કામગીરી બે મૂળભૂત રીતે અલગ કટીંગ પદ્ધતિઓ છે: 1) નકલની પદ્ધતિ; 2) ચાલી રહેલ પદ્ધતિ. પ્રથમ કિસ્સામાં, ગિયર ગાવિ આકારની ડિસ્ક અથવા આંગળી કટરવાળા સાર્વત્રિક મીલીંગ મશીન પર મિલ્ડ કરવામાં આવે છે, જેની પ્રોફાઇલ ગુફાના રૂપરેખાને અનુરૂપ છે. પછી વર્કપ્રીસ ચાલુ છે 360 ના ખૂણા પર? / ઝેડ અને પછીના ભાગમાં કાપી. તે વિભાજનકારી માથાનો ઉપયોગ કરે છે, અને જુદા જુદા મોડ્યુલ અને દાંતની સંખ્યા સાથે વ્હીલ્સને કાપીને કટરના સેટ પણ છે. પદ્ધતિ બિન ઉત્પાદક છે અને તેનો ઉપયોગ નાના પાયે અને વ્યક્તિગત ઉત્પાદનમાં થાય છે. રોલિંગ અથવા રાઉન્ડિંગની બીજી પદ્ધતિ ગિયર-કટીંગ મશીન પર ટૂલ રેલ (કાંસ) ની સહાયથી કરી શકાય છે; ગિયર આકારની મશીન પર ડોલ્બીક અથવા ગિયર મિલિંગ મશીન પર કૃમિ મિલ. આ પદ્ધતિ ખૂબ ઉત્પાદક છે અને તેનો ઉપયોગ મોટા અને મોટા પાયે ઉત્પાદનમાં થાય છે. આ જ સાધન વ્હીલ્સને વિવિધ દાંત સાથે કાપી શકે છે. ટૂલ રેલની સહાયથી કાપીને રેક અને પિનિઓન ગિયરિંગનું અનુકરણ કરવામાં આવે છે, જ્યાં ટૂલ પ્રોફાઇલની અનુગામી સ્થિતિના પરબિડીયા તરીકે દાંત રૂપરેખા બનાવવામાં આવે છે, જેનો પ્રારંભિક કોરોરનો કોણ b = 20 છે? કટીંગ ટૂલ અને વ્હીલ કટ વચ્ચેના જોડાણમાં મશીન ટૂલ કહેવામાં આવે છે. મશીન ટૂલિંગમાં પ્રારંભિક વર્તુળ હંમેશા પીચ વર્તુળ સાથે આવે છે. માનવામાં આવતી પદ્ધતિઓનો સૌથી ઉત્પાદક કૃમિ મિલ્સની મદદથી ગિયર મિલીંગ છે, જે કૃમિ ગિયર સાથે સમાનતા દ્વારા વર્કપાઇસ સાથે સંકળાયેલા છે. જ્યારે ડોલ્બીક દ્વારા કાપવામાં આવે છે, ત્યારે તેની ફરજિયાત હિલચાલ એકસાથે રોટેશન સાથે કરવામાં આવે છે. વાસ્તવમાં, આ ટૂલ ગિયર વ્હીલ - રૅમર સાથે કાર્યસ્થળની સંલગ્નતા છે. આંતરિક ગિયર રિમ કાપીને આ પદ્ધતિનો મોટા ભાગે ઉપયોગ થાય છે. બધી માનવામાં આવતી પદ્ધતિઓનો ઉપયોગ સિન્ડિન્ડ્રિકલ વ્હીલ્સને સીધી અને ત્રાસદાયક દાંત સાથે કાપીને કરવામાં આવે છે. 5. દાંત પ્રોફાઇલ કટિંગ.સજાગ બનો જ્યારે ગિયર વ્હીલ કાપવામાં આવે ત્યારે દાંત કાપવાની સંભાવના છે, જે દાંતના પીચની જાડાઈમાં ઘટાડો દર્શાવે છે. આ દાંતના મુખ્ય (વિકસિત) રૂપરેખાને કાપીને અને તેમની લવચીક શક્તિને ઘટાડે છે. દાંતના કાટિંગ ત્યારે થાય છે જ્યારે એન એચ 2 સક્રિય જોડાણની ક્રિયા સી, બી 2 ની સૈદ્ધાંતિક રેખાથી આગળ જાય છે, કારણ કે આ લાઇનની બહાર રહેલા દાંત પ્રોફાઇલ (ગિયર) ની કોઈ પણ બિંદુ મૂળભૂત ગિયરિંગ થિયોરેમ (સામાન્ય એન "એન" , સંપર્કના બિંદુએ આવી કોઈ પ્રોફાઇલ પર રાખવામાં આવે છે, તે જોડાણના ધ્રુવથી પસાર થશે નહીં.) પાકના જોખમને ઓછા ચક્ર પર વધુ છે, કારણ કે વુહ 2<В2Н. ન્યૂનતમ વિસ્થાપન ગુણાંક xmin અને લઘુત્તમ સંખ્યામાં દાંતને ધ્યાનમાં લેવા માટે, જેના માટે કોઈ અંતર કાપવાનું નથી, મર્યાદિત બિંદુના વક્રના ત્રિજ્યાના ત્રિજ્યા માટેનો આધાર, દાંતના મુખ્ય બાજુના રૂપરેખાનો ઉપયોગ કરી શકાય છે. યાદ કરો કે જે બિંદુ અને બાજુના પ્રોફાઇલના સંક્રાંતિકાળને અલગ કરે છે તે બિંદુને મર્યાદા કહેવામાં આવે છે. જેમ કે, જાણીતા દાંતની મુખ્ય રૂપરેખા બનાવવા માટે, એક વિકાસકારનો ઉપયોગ થાય છે, વક્રના ત્રિજ્યા જે હંમેશા પોષક સ્થિતિ\u003e 0 ને સંતોષે છે. વધુમાં, શામેલ મુખ્ય વર્તુળની બહાર હશે અને તેના મૂળ પર, જે મુખ્ય વર્તુળ સાથે મેળ ખાય છે, તે વક્રતા પૃષ્ઠ = 0 ની ત્રિજ્યા હશે. મર્યાદિત કેસ કે જેમાં વ્હીલ દાંત પ્રોફાઇલ એન.એન. સગાઈ લાઇન પર હોઈ શકે છે અને વક્રતા પૃષ્ઠ = 0 ની ત્રિજ્યા હોય છે. કેટલાક કિસ્સાઓમાં, સહેજ દાંત ઢીલું કરવું એ સ્વીકાર્ય છે, શરૂઆતમાં દાંતની સંપર્ક સ્થિતિ સુધારવા (અથવા અંતે ) ગિયરિંગ. ગિયર્સનું સુધારણા (લેટિન માંથી. કૉરિગો - સાચું, સુધારવું), શામેલ ગિયરિંગના દાંતના આકારને સુધારવાની પદ્ધતિ. જ્યારે ગિયર્સ કાપવામાં આવે છે ત્યારે ઉત્પાદક રેલના મૂળ પ્રમાણભૂત પરિભાષાને રેડિયલ દિશામાં ખસેડવામાં આવે છે જેથી તેની પિચ લાઇન ચક્રની પિચ પરિઘને સ્પર્શે નહીં. આ કિસ્સામાં, તમે સામાન્ય રેક-અને-પિનિયન ગિયર કટીંગ ટૂલ (કોમ્બ, વોર્મ મિલ્ટિંગ કટર, વગેરે) અથવા ડોલ્બીકીનો ઉપયોગ કરી શકો છો. મશીન ટૂલની ચાલી રહેલી રીત પર પ્રોસેસિંગ લીડ (જુઓ ગિયર કટીંગ) ,
મૂળ કોન્ટૂરની ઇચ્છિત ઓફસેટ સાથે વ્હીલ્સને કાપીને. કે. એચ. સાધનની અપરિપક્વતાને લીધે થોડા દાંતવાળા વ્હીલ્સમાં ટૂથ સ્ટેમની અનિચ્છનીય કટીંગ દૂર કરવાના સાધન તરીકે કે. આધુનિક કે. એચ. કારણ કે તેનો વધુ સામાન્ય અર્થ છે અને મૂળ કોન્ટૂરની ઇરાદાપૂર્વક વિસ્થાપનમાં વ્યકિતગત રીતે વ્યક્ત થાય છે, જે ગિયર વ્હીલ્સના મુખ્ય ભૂમિતિ પરિમાણોમાંનું એક છે. ચક્રના કેન્દ્રમાંથી ઓફસેટ નકારાત્મક અથવા હકારાત્મક હોઈ શકે છે. દાંતના રૂપરેખા માટે હકારાત્મક વિસ્થાપનના કિસ્સામાં, વક્રવૃદ્ધિની વિશાળ રેડીય સાથે વિકસિત વિસ્તારોનો ઉપયોગ થાય છે, જે દાંતની સંપર્ક શક્તિ વધારે છે, તેમજ તેમની ફ્રેક્ચર શક્તિને પણ વધે છે. કે. એચ. રેલ સાથે બંને વ્હીલ્સ અને વ્હીલની શૂટીંગની ગુણવત્તા સુધારવા માટે વાપરી શકાય છે. ઓફસેટ્સની યોગ્ય પસંદગી એકબીજા પર દાંતની કાપલી ઘટાડી શકે છે, વસ્ત્રો ઘટાડી શકે છે અને આંસુ લાવી શકે છે, ચોંટાડવાનું જોખમ ઘટાડે છે અને સ્થાનાંતરણ કાર્યક્ષમતામાં વધારો થાય છે. કે. એચ. થી તમે ગિયર્સમાં મધ્ય અંતરને બદલી શકો છો, જેનાથી તે અસંખ્ય મહત્વપૂર્ણ માળખાકીય સમસ્યાઓને ઉકેલવાનું શક્ય બનાવે છે. ઉદાહરણ તરીકે, એક ટ્રાન્સમિશન, ઉપગ્રહ પદ્ધતિઓ એટ અલ. બે પ્રસારણ શાફ્ટની, જેમાં એક જ વ્હીલ વ્હીલ્સ દાંત વિવિધ નંબરો હોય, અથવા નોન-સ્ટાન્ડર્ડ Gears ના સમારકામ પ્રમાણભૂત બદલી શકો છો સાથે જોડાય વચ્ચે મૂકી શકાય છે. સુધારેલી લિંક્સની ભૂમિતિની ગણતરી કરતી વખતે ઓફસેટ ફેક્ટરનો ઉપયોગ કરો એક્સ, જે ગિયર મોડ્યુલ દ્વારા વિભાજિત મૂળ કોન્ટૂરના વિસ્થાપન સમાન છે. નિમણૂંક પર એક્સ 1
1 લી અને એક્સ 2
બીજા ચક્ર માટે મર્યાદિત પરિસ્થિતિઓને ધ્યાનમાં લેવાની આવશ્યકતા છે: દાંતના પગના નીચેના ભાગની ગેરહાજરી અથવા મર્યાદા; કોઈ હસ્તક્ષેપ નથી, એટલે કે વ્હીલ્સની સંબંધિત ચળવળ દરમિયાન દાંતના રૂપરેખાઓની પરસ્પર આંતરછેદ; ઓવરલેપનો પૂરક ગુણાંક પ્રાપ્ત કરવો, જે આગામી દાંતના જોડાણની વિશ્વસનીયતાને ખાતરી કરે છે જ્યાં સુધી પાછલા એક એ સગાઈમાંથી બહાર ન આવે ત્યાં સુધી; દાંત તીક્ષ્ણ નથી, દા.ત. ટોચ પર દાંતની પૂરતી જાડાઈ મેળવી. યુ.એસ.એસ.આર. આ પરિસ્થિતિઓને ધ્યાનમાં લેવાની એક અનુકૂળ રીત વિકસાવી છે, કહેવાતા. બ્લોકિંગ કોન્ટોર્સ - કોઓર્ડિનેટ્સમાં બનાવેલ વળાંક એક્સ 1
અને એક્સ 2
.
આ ગ્રાફ્સ સૂચિત મર્યાદાઓને પ્રતિબિંબિત કરે છે અને બંધ લૂપ બનાવે છે જે x 1 ની અનુમતિશીલ સંયોજનોના ઝોનનું નિર્દેશન કરે છે એક્સ 2
. વ્હીલ દાંતની સંખ્યાના દરેક સંયોજન માટે ( ઝેડ 1
અને ઝેડ 2
) તમારા બ્લોકિંગ સર્કિટ બનાવો. જો ટ્રાન્સફર માટે કોઈ ખાસ જરૂરિયાતો ન હોય તો, એક્સ 1
અને એક્સ 2
અનુમતિપાત્ર મૂલ્યોના ઝોનમાં, તેઓ સામાન્ય ભલામણો મુજબ પસંદ કરવામાં આવે છે, જે ધ્યાનમાં લેતી લિંકની બધી સંપત્તિઓ (કહેવાતા સાર્વત્રિક સિસ્ટમ્સ કે. એચ.સી.સી.) માં સુધારો કરે છે. જો ટ્રાન્સફર માટે વિશેષ જરૂરિયાતો હોય (ઉદાહરણ તરીકે, ફ્રેક્ચર, વગેરે માટે ઉચ્ચ દાંતની શક્તિ) એક્સ 1
અને એક્સ 2
આ આવશ્યકતાઓ (ખાસ સિસ્ટમ્સ કે. ઝેડ કે.) ની સૌથી સંપૂર્ણ સંતોષની સ્થિતિમાંથી પસંદ કરો. નિષ્કર્ષ ગિયર્સ મિકેનિકલ ગિયર્સનો સૌથી બુદ્ધિગમ્ય અને સામાન્ય પ્રકાર છે. તે ગ્રામના અપૂર્ણાંકથી 10 એમ.એન. (1000 એમસી) સુધીના પરિભ્રમણ પ્રયત્નોને સ્થાનાંતરિત કરવા માટે, અયોગ્ય રીતે નાનાથી દસ હજાર કેડબલ્યુ સુધી પાવર ટ્રાન્સફર કરવા માટે વપરાય છે. ગિયર્સના મુખ્ય ફાયદા: અન્ય ગિયર્સ કરતા નોંધપાત્ર પ્રમાણમાં નાના પરિમાણો; ઉચ્ચ કાર્યક્ષમતા (ચોક્કસ, સારી લુબ્રિકેટેડ ટ્રાન્સમિશનમાં નુકસાન 1-2%, ખાસ કરીને અનુકૂળ પરિસ્થિતિઓમાં, 0.5%); ઉચ્ચ ટકાઉપણું અને વિશ્વસનીયતા; slippage અભાવ; શાફ્ટ પર નાના લોડ. ગિયર્સના ગેરફાયદામાં કામ પર અવાજ અને ચોક્કસ ઉત્પાદનની જરૂર છે. સરળ ગિયર ટ્રાન્સમિશનમાં દાંતવાળા બે વ્હીલ્સ હોય છે, જેના દ્વારા તેઓ એકબીજા સાથે જોડાય છે. ડ્રાઈવ ગિયરનું પરિભ્રમણ બીજાના દાંત પર પ્રથમ દાંત દબાવીને સંચાલિત ચક્રના પરિભ્રમણમાં રૂપાંતરિત થાય છે. નાના ગિયર એ ગિયર છે, મોટો ચક્ર છે. સંદર્ભો 1. ઇવાનવ એમ.એન. મશીન ભાગો: ઉચ્ચતર વિદ્યાર્થીઓ માટે પાઠ્યપુસ્તક. ટેક. અભ્યાસ. સંસ્થાઓ. એમ.: ઉચ્ચ. એસ., 1991. - 383 પાનું. 2. ગુઝેનકોવ પી.જી. મશીન ભાગો. - એમ.: ઉચ્ચ શાળા, 1982. - 504 પાનું. 3. કુક્લિન એન.જી., કુક્લીના જી.એસ., મશીન ભાગો. - એમ.: ઉચ્ચ શાળા, 1984 - 310 સી. 4. જી.આઇ. રોશચિન, ઇ.એ. સમિઓલોવ, એન.એ. એલેકસીવા. મશીન ભાગો અને ડિઝાઇન મૂળભૂત બાબતો: અભ્યાસ. યુનિવર્સિટીઓ / ઇડી માટે. જી.આઇ. રોશચિન અને ઇ. એ. સમિઓલોવ. - એમ.: ડ્રફા, 2006. -415 પી. Allbest.ru પર પોસ્ટ કર્યું ઓપરેશનલ હેતુ માટે ગિયર્સનું વર્ગીકરણ. સ્પુર ગિયર્સ માટે સહનશીલતા સિસ્ટમ. ગિયર્સ અને ગિયર્સના નિયંત્રણની પદ્ધતિઓ અને ઉપાય. સ્પુર ગિયર્સના નિયંત્રણ માટેના ઉપકરણો, તેમના ઉપયોગની પદ્ધતિઓ. અમૂર્ત, ઉમેરી 11/26/2009 ગિયર પદ્ધતિઓ કે જેમાં લિંક્સ વચ્ચેની હિલચાલ દાંતના સતત જોડાણ દ્વારા પ્રસારિત થાય છે. ગિયર્સનું વર્ગીકરણ ટ્રાન્સમિશન ગિયરિંગ થિયરીના તત્વો. ગીચ ગિયર્સ શામેલ થવાની ભૌમિતિક ગણતરી. ગિયર્સની ડિઝાઇન. રજૂઆત 02/24/2014 પર ઉમેરાઈ ગિયર્સ ના પ્રકાર. બાહ્ય ગિયરિંગ નાળાકાર ગિયર્સના પરિમાણો. દાંતના સડોના પ્રકારો. ગિયર્સ ગણતરી માટે માપદંડ. ગિયર સામગ્રી અને ગરમી સારવાર પદ્ધતિઓનો પસંદગી. પીક લોડ પર અનુકૂળ તણાવ. પ્રવચનોનો અભ્યાસક્રમ, 04/15/2011 ઉમેરાયો નળાકાર હેલિકેલ ગિયર્સના પરિમાણો. ગિયર્સની ડિઝાઇન અને સામગ્રી, તેમના કદ અને આકાર. બેવલ ગિયર્સ અને તેની ભૌમિતિક ગણતરી. કૃમિ ગિયર્સની ડિઝાઇન અને ગણતરી. કૃમિ ગિયર્સના મુખ્ય ફાયદા અને ગેરફાયદા. અમૂર્ત, 01/18/2009 ના રોજ ઉમેરાયું ગિયર્સ, તેમની ડિઝાઇન અને તકનીકી સુવિધાઓના ઉત્પાદન માટે સામગ્રી. ગિયર્સના રાસાયણિક ગરમીની સારવારનો સાર. ગિયર્સ ઉત્પાદન કરવામાં ભૂલ. સિમેન્ટ્ડ ગિયર્સની પ્રક્રિયાના તકનીકી માર્ગ. અમૂર્ત, ઉમેરાયેલ 01/17/2012 વોર્મ મીલીંગ કટર સાથે નળાકાર વ્હીલ્સની ગિયર મીલીંગનો સિદ્ધાંત. દાંત કાપી પદ્ધતિઓ અને મૂળભૂત પદ્ધતિઓ. સ્પુર ગિયર્સ કાપવા માટે ટૂલ. ક્લેમ્પિંગ ડિવાઇસ, ગિયર મિલીંગ મશીનો અને તેમની મુખ્ય ટેકનિકલ લાક્ષણિકતાઓ. ટર્મ પેપર, 01/14/2011 ઉમેરી દાંત ગિયર્સ માટે જરૂરીયાતો. ખાલી જગ્યાઓનો હીટ ટ્રીટમેન્ટ. સિમેન્ટવાળા ભાગોની ગુણવત્તા નિયંત્રણ. ગરમીની સારવાર દરમિયાન ગિયર્સની વિકૃતિ. નિયંત્રણ ગિયર્સ પદ્ધતિઓ અને સાધનો. સિમેન્ટ પુશર ભઠ્ઠી. ટર્મ પેપર, 01/10/2016 ઉમેર્યું દાંતના રૂપરેખા, તેમના પ્રકાર, શાફ્ટની કુહાડીઓની સંબંધિત સ્થિતિના આકાર પર ગિયર્સનું વર્ગીકરણ. ગિયર્સ મુખ્ય ઘટકો. નળાકાર ગિયરના મુખ્ય ભૌમિતિક પરિમાણોની ગણતરી. ચક્રના દાંતના ટોચના વ્યાસનું માપન. પ્રસ્તુતિ 05/20/2015 પર ઉમેરી ગિયર પ્રક્રિયા પદ્ધતિઓના તકનીકી ક્ષમતાઓના વિસ્તરણ. પ્રક્રિયા પદ્ધતિઓ બ્લેડ ટૂલ. ગિયર્સના ફાયદા - પરિમાણોની ચોકસાઈ, દાંતની કામ કરતી સપાટીઓની ગુણવત્તા અને ગિયર્સની સામગ્રીના મિકેનિકલ ગુણધર્મો. ટર્મ પેપર, 23.02.2009 ઉમેરી ગિયર્સનું બાંધકામ, વસ્ત્રો, સમારકામ અને ફેરબદલ. ઝડપ સમારકામ ગિયર્સ પદ્ધતિઓ. વાદળી, હેલિકલ, બેવલ ગિયર. ઓપન અને બંધ ગિયર્સ, ગિયરબોક્સ ગિયર લ્યુબ્રિકન્ટ. રિપ્લેસમેન્ટ દ્વારા હાઇ સ્પીડ રિપેર પદ્ધતિઓ. ગિયર ટ્રેન દાંત સાથે વ્હીલ્સ સમાવતી એક પદ્ધતિ, જે એકબીજા સાથે જોડાય છે અને પરિભ્રમણ ગતિને પરિવહન કરે છે, સામાન્ય રીતે કોણીય વેગ અને ટોર્કને રૂપાંતરિત કરે છે. Z. p, સ્થાનાંતરણ પર અક્ષોની પરસ્પર વ્યવસ્થા દ્વારા વિભાજિત ( ચોખા 1
): સમાંતર અક્ષો સાથે - નળાકાર; કુહાડીઓને છૂપાવીને - શંકુ, તેમજ ભાગ્યે જ ઉપયોગમાં લેવાતા સિલિંડ્રો-શંકુ અને પ્લેન-સિલેન્ડંડર; એરેસ - દાંતાવાળું-સ્ક્રુ (કૃમિ, હાયપોઇડ અને સ્ક્રુ) ઓવરલેપિંગ સાથે. સ્ટાર-પ્લેટનો ચોક્કસ કેસ એ રેક-અને-પિનિયન ગિયર છે જે રોટરી ગતિને અનુવાદમાં અથવા તેનાથી વિપરીત રૂપમાં ફેરવે છે. મોટાભાગની મશીનો અને મિકેનિઝમ્સમાં ઝેડ. પી. બાહ્ય ગિયરિંગ સાથે, એટલે કે, ગિયર વ્હીલ્સની બાહ્ય સપાટી પર દાંત હોય છે, જે ઘણી વાર આંતરિક ગિયરિંગ સાથે હોય છે, જેમાં એક ચક્ર પર આંતરિક સપાટી પર દાંત કાપી નાખવામાં આવે છે. ગિયર વ્હીલ્સ ચાલે છે: ખુલ્લા સ્થાનાંતરણમાં અને ગતિના બૉક્સીસમાં ઓછી અને સરેરાશ ઝડપે કાર્યો માટે સીધા દાંત સાથે; મધ્યમ અને ઊંચી ઝડપે (તમામ સ્પુર ગીઅર્સના 30% થી વધુ) જટિલ ગિયર્સમાં ઉપયોગ માટે ઓબ્લીક દાંત સાથે; ભારે મશીનોમાં ઉચ્ચ ક્ષણો અને સત્તાઓને સ્થાનાંતરિત કરવા શેવરન દાંત સાથે; ગોળાકાર દાંત સાથે - બધા જટિલ શંકુ ગિયર્સમાં. નિયમ પ્રમાણે, સતત ગિયર રેશિયો સાથે ગિયર્સ મશીનો અને મિકેનિઝમ્સમાં ઉપયોગમાં લેવાય છે (જુઓ ગિયર ગુણોત્તર) ક્યાં ડબલ્યુ 1 , ઝેડ 1 અને ડબલ્યુ 2 , ઝેડ 2 - કોણીય ગતિ અને દાંતની સંખ્યા, અનુક્રમે, ઉચ્ચ ગતિ અને નીચલા ગતિવાળા ગિયર્સ. વેરિયેબલ ગિયર રેશિયો સાથે ફ્લોટિંગ ગિયરબોક્સ નોન-ગોળાકાર નળાકાર વ્હીલ્સ દ્વારા કરવામાં આવે છે, જે ગુલામ તત્વને માસ્ટરની સતત ઝડપે આપવામાં આવેલી સરળ ગતિથી આપવામાં આવે છે. આવા ઝેડ પી. ભાગ્યે જ વપરાય છે. ગિયરબોક્સમાં એક જોડીના વ્હીલ્સનું ગિયર રેશિયો સામાન્ય રીતે 7 જેટલું હોય છે, ગિયરબોક્સમાં 4 સુધી, મશીન કોષ્ટકોની ડ્રાઇવ્સ 20 અથવા તેથી વધુ સુધીની હોય છે. સર્કિટ સ્પીડ માટે ઉચ્ચ-ચોકસાઇ સ્પુર Z. n - 15 સુધી મી હેલિકલ ગિયર્સ માટે - 30 સુધી મી હાઇ-સ્પીડ ગિયર્સમાં 100 જેટલી ઝડપે ગતિ થાય છે મી અને વધુ. ઝેડ. પી. મિકેનિકલ ટ્રાન્સમિશનનું સૌથી બુદ્ધિગમ્ય અને સામાન્ય પ્રકાર છે. તેનો ઉપયોગ પાવર ટ્રાન્સફર કરવા માટે થાય છે - નજીવાથી લઈને હજારોમાં કેડબ્લ્યુ, ગ્રામના અપૂર્ણાંકમાંથી જીલ્લા દળોને ટ્રાન્સફર કરવા માટે 10 એમ.એન. (1000 એમસી).
ઝેડ પીનો મુખ્ય ફાયદો: અન્ય ગિયર્સ કરતા નોંધપાત્ર રીતે નાના પરિમાણો; ઉચ્ચ કાર્યક્ષમતા (ચોક્કસ, સારી લુબ્રિકેટેડ ટ્રાન્સમિશનમાં નુકસાન 1-2%, ખાસ કરીને અનુકૂળ પરિસ્થિતિઓમાં, 0.5%); ઉચ્ચ ટકાઉપણું અને વિશ્વસનીયતા; slippage અભાવ; શાફ્ટ પર નાના લોડ. પગારની સ્થિતિના ગેરફાયદામાં કામ પર અવાજ અને ચોક્કસ ઉત્પાદનની જરૂર છે. ગિઅર્સ કહેવાતા છે. જેમાં મુખ્ય કીનેમેટિક લાક્ષણિકતા છે, જે દાંતના સતત સંપર્ક સાથે તાત્કાલિક ગિયર રેશિયોની સ્થિરતા છે. આ કિસ્સામાં, ગિયર વ્હીલ્સની પ્રોફાઇલમાં સામાન્ય સંપર્ક (જોડાણની રેખા) તેમના સંપર્કના કોઈપણ બિંદુએ જોડાણની ધ્રુવમાંથી પસાર થવું આવશ્યક છે ( ચોખા 2
). નળાકાર ગિયર્સમાં, સગાઈના ધ્રુવ એ ગિયર વ્હીલ્સના પ્રારંભિક વર્તુળો વચ્ચે સંપર્કનો મુદ્દો છે, એટલે કે વર્તુળો જે એકબીજા સાથે બારણું વગર ચાલે છે. પ્રારંભિક વર્તુળોના વ્યાસ ડી 1 અને ડી 2 ગુણોત્તરથી નક્કી કરી શકાય છે:
ક્યાં એ - કેન્દ્ર અંતર (વ્હીલ એક્સલ્સ વચ્ચે અંતર). આ સ્થિતિ ઘણા વણાંકોથી સંતુષ્ટ છે, ખાસ કરીને, વિકાસ, જે ઓપરેશનલ અને તકનીકી ગુણધર્મોના મિશ્રણના સંદર્ભમાં દાંતની રૂપરેખા માટે સૌથી વધુ ફાયદાકારક છે, તેથી સામેલગીરી યાંત્રિક ઇજનેરીમાં પ્રાથમિક ઉપયોગ થયો. દાંતની સંખ્યાને ધ્યાનમાં લીધા વગર, એક શામેલ પ્રોફાઇલ સાથેની વ્હીલ્સને એક જ સાધનથી કાપી શકાય છે અને તેથી દરેકમાં ચક્રનો સમાવેશ વ્હીલ સાથે જોડાય છે જેમાં દાંત હોય છે. સાધન દાંત પ્રોફાઇલ ઉત્પાદન અને નિયંત્રણ માટે અનુકૂળ હોઇ શકે છે, સરળ હોઈ શકે છે. આંતરિક જોડાણ કેન્દ્રના અંતરની વિચલન માટે થોડું સંવેદનશીલ છે. દાંતના રૂપરેખાઓનો સંપર્ક વ્યાસવાળા મુખ્ય વર્તુળોના સંદર્ભમાં સગાઈ ધ્રુવ દ્વારા પસાર થતી સગાઈ રેખાના બિંદુઓ પર થાય છે. ડી 01 = ડી 1 કોસ α અને ડી 02 = ડી 1 કોસ α, જ્યાં α એ જોડાણની કોણ છે. શામેલ અને અન્ય સુનાવણી - મોડ્યુલનો મુખ્ય પરિમાણ પરિમાણ મી, ગિયરની પીચ વ્યાસના ગુણોત્તરની બરાબર ડી ડી દાંતની સંખ્યા ઝેડ. અનિશ્ચિત શામેલ ગિયર્સ માટે (જુઓ ગિયર વ્હીલ સુધારણાએ) પ્રારંભિક અને પિચ વર્તુળો એકસાથે ડી 1 = ડી ડી 1 = મિઝ 1 અને ડી 2 = ડી ડી 2 = મિઝ 2 . પ્રોફાઇલ કહેવાતા. ગિયર વ્હીલ બનાવતી વખતે રેક ઉત્પન્ન કરવી એ મુખ્ય રેલ (મૂળ રેલવે) ચોખા 3
), જે અનંતમાં સામાન્ય શામેલ ગિયરના દાંતની સંખ્યામાં વધારો કરીને પ્રાપ્ત થાય છે. રેકીએ દાંત ઉત્પન્ન કર્યા છે એચ = (એચ ' + એચ ')
મેશમાં રેડિયલ ક્લિઅરન્સ બનાવવું સી એમ એમ),
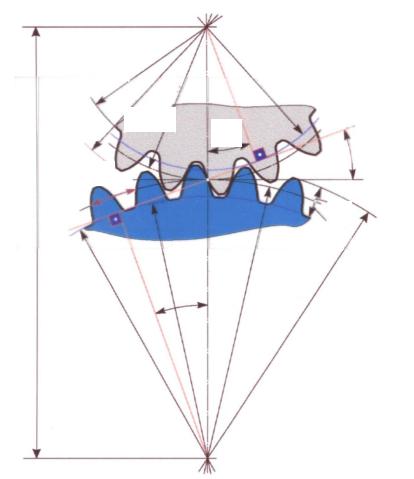
પીચ વર્તુળ સાથે જાડાઈ ઓ, વળાંક ની ત્રિજ્યા આર હું,પીચ પહેરીને ટી, ખૂણાવાળા α ડી. હેલિકલ ગિયર્સમાં, પ્રારંભિક કોન્ટુર સામાન્ય રીતે દાંતની રેખામાં લેવામાં આવે છે. કોનિક ઝેડ. પી. ( ચોખા 4
) પ્રારંભિક સિલિન્ડરો પ્રારંભિક શંકુ દ્વારા બદલવામાં આવે છે 1
અને 2
. ટૂથ પ્રોફાઇલ્સને અંદાજિત દાંત સાથેના દાંતની બાજુની સપાટીની આંતરછેદ રેખાઓ તરીકે ગણવામાં આવે છે. 3
અને 4,
પ્રારંભિક શંકુ, પરંતુ જનરેટર સાથે, પ્રારંભિક શંકુના જનરેટરો માટે લંબરૂપ. મોડ્યુલ, પ્રારંભિક અને પીચ વર્તુળો બાહ્ય વધારાના શંકુ પર માપવામાં આવે છે. ટૂથ પ્રોફાઇલિંગની સુવિધા માટે, પ્લેન પર વધારાની શંકાઓ ગોઠવવામાં આવે છે. 5
અને 6.
સંલગ્ન જોડાણને સુધારીને સુધારી શકાય છે. ગિયરિંગ, ક્લોક મિકેનિઝમ્સ અને કેટલાક અન્ય ડિવાઇસનો સમાવેશ કરવા ઉપરાંત, સાયક્લોઇડલ ગિયરિંગનો ઉપયોગ થાય છે, જે ઓછા ઘર્ષણના નુકસાન સાથે કામ કરે છે અને નાના દાંત સાથે ગિયર વ્હીલ્સનો ઉપયોગ કરવાનું શક્ય બનાવે છે, પરંતુ તેમાં શામેલ ગિયરિંગના ચોક્કસ ફાયદા નથી. ભારે મશીનોમાં, શામેલ ગિયર્સ સાથે, ગોળાકાર-વ્હીલ ગિયર્સનો ઉપયોગ કરવામાં આવે છે ( ચોખા 5
), 50 ના દાયકામાં સૂચિત. 20 માં એમએલ નોવિકોવ. નોવિકોવ સગાઈમાં વ્હીલ્સના દાંતની રૂપરેખા વર્તુળની ચાપ દ્વારા દર્શાવેલ છે. એક ગિયર (સામાન્ય રીતે નાનું) ના ઉત્પ્રેરક દાંત અન્ય ના અંતરાલ દાંત સાથે સંપર્કમાં હોય છે. પ્રારંભિક સંપર્ક (લોડ વગર) એક બિંદુએ થાય છે. નોવિકોવ ગિયર વ્હીલ્સ ટ્રાન્સફર માં હેલિકલ. દાંતના સંપર્ક બિંદુઓ દાંતની ઊંચાઈ સાથે ખસી શકતા નથી, પરંતુ ફક્ત અક્ષીય દિશામાં જાય છે, દા.ત. જોડાણની રેખા વ્હીલ્સની અક્ષોની સમાન છે. આવી ઠંડક પ્રણાલીઓના ફાયદાઓમાં નીચેનાનો સમાવેશ થાય છે: સંપર્કમાં ઘટાડો, ઓઇલના વાડ બનાવવાની અનુકૂળ પરિસ્થિતિઓ, નાના દાંત સાથે વ્હીલ્સનો ઉપયોગ કરવાની શક્યતા, અને પરિણામે, મોટા ગિયર રેશિયો. સંપર્ક શક્તિના માપદંડ દ્વારા નોવિકોવ ગિયર્સની બેરિંગ ક્ષમતા શામેલ કરતાં નોંધપાત્ર રીતે વધારે છે. ઉત્પાદનના સંતોષકારક કામગીરી માટે, તેમની ચોકસાઈ આવશ્યક છે. એચ. પી. માટે 12 ડિગ્રી સચોટતા પૂરી પાડવામાં આવેલ છે, જે ટ્રાન્સમિશનના કામના હેતુ અને શરતોને આધારે પસંદ કરવામાં આવે છે. ખીલના મુખ્ય કારણો: દાંત તોડવા, દાંતની સપાટીના સ્તરોની થાક ચપળતા, ઘર્ષણવાળું વસ્ત્રો, દાંતની જામિંગ (જ્યારે તેલની ફિલ્મ ઊંચા દબાણ અથવા ઊંચા તાપમાનથી નાશ પામે છે ત્યારે જોવા મળે છે). ગિયર્સ માટેની મુખ્ય સામગ્રી એલોય્ડ સ્ટીલ છે જે થર્મલ અથવા કેમિકલ-થર્મલ ટ્રીટમેન્ટને આધિન છે: સપાટીની સખ્તાઈ, મુખ્યત્વે ઉચ્ચ-આવર્તન પ્રવાહો, જથ્થાબંધ સખ્તાઈ, સિમેન્ટેશન, નાઇટ્રો-સિમેન્ટેશન, નાઇટ્રેશન, સાયનાઈડેશન. સ્ટીલની ઝેડ. પી., દાંત કાપતા પહેલાં ગરમીની સારવાર દ્વારા સુધારેલ, તેમના પરિમાણો માટે કડક આવશ્યકતાઓની ગેરહાજરીમાં ઉત્પાદિત, મોટાભાગે મોટા પાયે અને વ્યક્તિગત ઉત્પાદનમાં. ઘોંઘાટ અને ઓછા લોડ માટે ખાસ આવશ્યકતાઓ સાથે, ગિયર્સમાંથી એક પ્લાસ્ટિક (પીસીબી, કેપરોન, લેમિનેટેડ પ્લાસ્ટિક, પોલફોર્મેલ્ડેહાઇડ) બનાવવામાં આવે છે, અને સંવનન સ્ટીલથી બનેલું છે. એચ. પી. દાંતના આધાર પર ખતરનાક વિભાગમાં નમવુંના તાણની મજબૂતાઇ પર ધ્યાન અને સંપર્ક સંલગ્ન ધ્રુવ પર ભાર મૂકે છે. વધારાના ભાગોનો ઉપયોગ સરળ સિંગલ-સ્ટેજ ગિયર્સ અને વિવિધ ગિયર્સના વિવિધ સંયોજનો, બિલ્ટ-ઇન કાર અથવા અલગ એકમોના રૂપમાં કરવામાં આવે છે. ઝેડ.પી.નો વ્યાપક રીતે કોણીય વેગ ઘટાડવા અને ટોર્કમાં વધારો કરવા માટે વ્યાપકપણે ઉપયોગ થાય છે ગિયરબોક્સ અહ ગિયરબોક્સ સામાન્ય રીતે અનુક્રમે એક-, બે- અને ત્રણ-તબક્કાની ગિયર રેશિયોના અલગ બાજુઓમાં કરવામાં આવે છે, 1.6-6.3; 8-40; 45-200. બે સામાન્ય તબક્કામાં ગિયરબોક્સ (આશરે 95%). ડ્રાઇવ એન્જિનની સતત ઝડપે આઉટપુટ શાફ્ટના પરિભ્રમણની વિવિધ આવર્તન પ્રાપ્ત કરવા માટે, ગિયરબોક્સનો ઉપયોગ કરવામાં આવે છે (જુઓ ગિયર બોક્સ). ગ્રિયરી ગિયર્સના ઉપયોગથી ગિયર મિકેનિઝમ્સની શક્યતાઓ વિસ્તૃત કરવામાં આવી છે (જુઓ પ્લેનેટરી ગિયર),
જેનો ઉપયોગ ગિયરબોક્સ અને ડિફરન્ટ મિકેનિઝમ્સ તરીકે થાય છે (જુઓ વિભેદક મિકેનિઝમ). ગ્રહોની તારાના ગિયર્સના નાના પરિમાણો અને સમૂહને ઘણાં ગિયર વ્હીલ્સ (ઉપગ્રહો) વચ્ચેના ગ્રહણ દ્વારા નક્કી કરવામાં આવે છે જે ગ્રહ ગતિ અને આંતરિક ગિયરિંગનો ઉપયોગ કરે છે, જે વધતી જતી ક્ષમતા ધરાવે છે. સરળ ગિયરથી ગ્રહોની સંક્રમણમાં, 1.5-5 વખતના જથ્થામાં ઘટાડો થાય છે. નાના સંબંધિત પરિમાણોમાં તરંગ પ્રસારણ (જુઓ વેવ ટ્રાન્સમિશન),
ઉચ્ચ કાઇનેમેટિક સચોટતા અને કઠોરતા સાથે મોટા લોડના સ્થાનાંતરણને પ્રદાન કરે છે. લિટ.: કુડ્રીવત્સેવ વી. એન., ગિયર્સ, એમ. - એલ., 1957; રેશિટોવ, એન. એન., મશીન પાર્ટ્સ, એમ., 1963; ચેસોવનિકોવ, એલડી, મેશિંગ દ્વારા સ્થાનાંતરણ, એમ., 1969; મશીન ભાગો. હેન્ડબુક, ઇડી. એન.એસ. અશેરકાના, વોલ્યુમ 3, એમ., 1969. ડી. એન. રેશિટોવ. ફિગ. 2. શામેલ પ્રોફાઇલ્સની રચના: એન.એન. - સામાન્ય સામાન્ય; પી - ગિયરિંગ પોલ; α એ જોડાણની કોણ છે; ω 1 અને ω 2 - કોણીય વેગ; 1 અને 2 - ગિયર વ્હીલ્સ. ગ્રેટ સોવિયેત જ્ઞાનકોશ. - એમ.: સોવિયેત જ્ઞાનકોશ.
1969-1978
.
ગિયર ટ્રેન ગિયર્સ ગિયર્સ: સ્પુર વ્હીલ્સ; હેલિકલ ગિયરનો ઉપયોગ શેવરન માં; જી શંકુ સ્પીડ ટ્રાન્સમિશન, શાફ્ટ્સ વચ્ચે ફેરબદલી ચળવળને ટ્રાન્સમિટ કરવા અને રોટેશનલ સ્પીડ બદલવાનું એક મિકેનિઝમ. મશીનમાં ગિયર્સ બનાવી શકાય છે ... ... ઇલસ્ટ્રેટેડ એનસાયક્લોપેડીક ડિક્શનરી ગિયરિંગનો ઉપયોગ કરીને પ્રસારણ શાફ્ટની વચ્ચે ફેરબદલની સૌથી જૂની રીતોમાંની એક, જેનો આજે વ્યાપક ઉપયોગ થાય છે, ખાસ કરીને એવા કિસ્સાઓમાં જ્યાં રોટેશનલ ફ્રીક્વન્સીઝના સતત ગુણોત્તર આવશ્યક છે. ગિયર્સ ... ... કોલિઅર્સ એનસાયક્લોપેડિયા ગિયર ટ્રેન - ટ્રાન્સમિશન થ્રી-લિંક મિકેનિઝમ જેમાં બે ચાલતા ભાગો ગિયર વ્હીલ્સ છે જે એક સ્થિર લિંક સાથે રોટેશનલ અથવા ટ્રાન્સલેશનલ જોડી બનાવે છે. [ગોસ્ટ 16530 83] ટ્રાન્સમિશન વિષય સામાન્ય શરતો શરતો સંબંધિત ... ... ટેકનિકલ અનુવાદકની માર્ગદર્શિકા ત્રણ-લિંક્સ મિકેનિઝમ જેમાં 2 મોબાઇલ લિંક્સ ગિયર વ્હીલ્સ (અથવા વ્હીલ અને રેક, કીડો) હોય છે, જે સ્થિર લિંક (બોડી, રેક) સાથે પરિભ્રમણશીલ અથવા ટ્રાન્સલેશનલ જોડી બનાવે છે. ત્યાં નળાકાર ગિયર્સ છે ... બીગ જ્ઞાનકોશ શબ્દકોશ સ્પીડ ટ્રાન્સમિશન - ત્રણ તબક્કાના મિકેનિઝમ જેમાં બે મોબાઇલ લિંક્સ ગિયર વ્હીલ્સ (અથવા વ્હીલ અને રેક, એક કૃમિ) છે જે ફૉક્સિબલ લિંક (બોડી, રેક) સાથે રોટરી અથવા ટ્રાન્સલેશનલ જોડી બનાવે છે. ત્યાં નળાકાર સિલિન્ડરો છે ... ... બીગ પોલિટેક્નિક એનસાયક્લોપીડિયા સ્પુર ગિયર સ્પુર ગિયર એક મિકેનિકિઝમ અથવા મિકેનિકલ ગિયર મિકેનિઝમનો ભાગ છે જેમાં ગિયર વ્હીલ્સ શામેલ હોય છે. હેતુ: શાફ્ટ વચ્ચેની ગતિશીલ ગતિનું સ્થાનાંતરણ, જે સમાંતર હોઈ શકે છે ... વિકિપીડિયા શાફ્ટની વચ્ચે પરિભ્રમણ ગતિવિધિને પરિવર્તિત કરવા અને પરિભ્રમણ ગતિને બદલવા માટે એક પદ્ધતિ, જેમાં ગિયર વ્હીલ્સ (ગિયર વ્હીલ અને રેક) અથવા કીડો અને કીડો વ્હીલનો સમાવેશ થાય છે. સરળ સિંગલ-સ્ટેજ ગિયર રેકની લિંક્સ ... જ્ઞાનકોશીય શબ્દકોશ ફેરબદલ ટ્રાન્સમિશન માટે મિકેનિઝમ. શાફ્ટ અને ગતિશીલ ગતિમાં પરિવર્તન વચ્ચેની ગતિ, જેમાં ગિયર્સ (ગિયર વ્હીલ અને સ્લેટ્સ) અથવા કીડો અને કીડો વ્હીલનો સમાવેશ થાય છે. સૌથી સરળ એક તબક્કો 3. પી. રેકનો સમાવેશ, અગ્રણી અને ... બીગ એન્સાયક્લોપેડીક પોલીટેકનિક ડિક્શનરી ગિયર ટ્રેન - ક્રુપ્લિઅરિનિએન સ્થિતિ સ્વયંસંચાલિત સ્વયંસંચાલિત સિસ્ટમો: angl. ગિયર ટ્રેન; ગિયર ટ્રાન્સમિશન; વોકીંગ વોક. ઝહન્રુડુબર્સેટઝુંગ, એફ; ઝહનેડ્રાજેટ્રીબે, એન; ઝહ્ન્રાડ્રેબ્રીબ, એમ રુસ. ગિયર ટ્રેન, એફ પ્રાન્. કમાન્ડર પાર એન્ગેરેજીસ, એફ રેસીઆ: ... ... ઓટોમેટીક ટર્મિનિયન žodynas ગિયર ટ્રેન ગિયર ગિયર વ્હીલ. ગિયર. ગિયરિંગ ગિયર જોડી કૃમિ કૃમિ ગિયર. હાઈપોઇડ ટ્રાન્સમિશન. ગ્લોબૉઇડ ટ્રાન્સફર. ગ્રહોની ગિયર. હેલિકલ ગિયર (# ગિયર). શેવરન (# વ્હીલ). ગિયર કટીંગ મશીન (# મશીન). ગિયર આકારની. ... ... રશિયન ભાષાના આઇડિયાગ્રાફિક શબ્દકોશ

![]()
જ્ઞાન પાયામાં તમારું સારું કામ મોકલો સરળ છે. નીચે આપેલ ફોર્મનો ઉપયોગ કરો.
સમાન દસ્તાવેજો
![]()

અન્ય શબ્દકોશોમાં "ગિયર" શું છે તે જુઓ: