Ստուգեք եւ հարմարեցրեք հանդերձավոր շարժակների շարժիչները
Հիմնական հանդերձի շարժիչի շարժակների ճիշտ աշխատանքի ապահովման համար անհրաժեշտ է, որ շարժակների առանցքային շարժումը նվազագույն լինի, հետեւաբար, նախընտրական կրիչները նախապես տեղադրվում են: Քանի որ փոխանցվող մոմենտը մեծանում է, ծանրաբեռնված պտուտակների կրճատումը նվազում է, սակայն առավելագույնը մոտակայքում գտնվող տանկի արժեքի վրա, շարժումները ստանում են նվազագույն առանցքային տեղաշարժը, ինչը հանգեցնում է դրանց հագուստի նվազմանը:
Սակայն ավելորդ նախապատվությունը կարող է կրճատել կրող կյանքը:
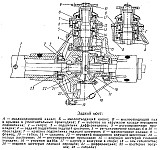
Նկար. Վարորդական մեխանիզմը քշելուց առաջ շարժվելով
Պտտվող ճշգրտության ճշգրտությունը որոշվում է պտտման չափը, որը պետք է կիրառվի առանցքակալների վրա տեղադրված հանքերին, որպեսզի դրանք դառնան: Ժամանակը չափվում է մագնիսական գործիքով: Հիմնական սկավառակի լիսեռի 16 թեքածածածի առանցքակալները ճշգրտվում են առանցքակալների ներքին օղակների միջեւ թարթիչների հաստությունը փոխելու միջոցով: Այս դեպքում ներքին օղակները շարժվում են առանցքակալների կողմից օղակների օղակների օղակների համեմատությամբ, իսկ ներքին օղակի կոնցեպտիկ մակերեւույթի միջեւ եւ յուրաքանչյուր առանցքակալի արտաքին օղակի կոնաձեւ մակերեսը փոխվում է. Օղակների միջեւ գունավոր ժապավենների կռվան աստիճանը նույնպես փոխվում է: Նմանապես, 13-ի վրա հիմնված շարժիչի շարժիչի պտտվող պտտվող շարժիչները կարգավորվում են: Դիֆերենցիալ բնակարանի ռետինե ծալքավոր առանցքների ճշգրտումը կատարվում է հարմարվող ընկույզների վերածելով, որոնք ապահովում են անկյունային օղակների արտաքին օղակների ներքին հոսքերի համեմատ:
Ճշգրտումից հետո ռետինե պտտվող առանցքակալների նախնական տեղադրումը կարգավորվում է ատամնաշարի միջով, ատամի կոնտակտային կետով, որի համար առաջացնում է բարակ շերտ ներկ առաջատար փաթիլների հանդերձանքի ատամներին, իսկ ապա շարժիչները վերածվում են: Նրբատախտակների պատշաճ դազգահով, կախված շարժիչի պտտումը ատամների երկարության մոտ 2/3-ն է եւ մի փոքր անցնում է դեպի իր նեղ մասը, որը տեղակայված է ատամի բարձրության կեսին:
Կախված կոնտակտային կարկատանքի տեղադրությունից, շարժիչի դիրքը կարգավորեք գործնական հրահանգների հրահանգներին համապատասխան:
Ուղղորդող շարժիչի 14-ի դիրքը վերահսկվում է կրող նստատեղի 16-ի եւ գլխավոր տպատախտակահարկի 18-ի եզրագծի միջեւ փոխված փոխադրամիջոցի փոխարինման միջոցով, ինչպես նաեւ շարժիչի շարժիչի 13-ի դիրքը, երկու անիվի ժայռոտ պտուտակավորող մարմնի եւ հիմնական հանդերձի միջքաղաքային 18 կողմի եզրագծի միջեւ: Ձեռք բերելով բշտիկի շարժիչի ատամների կոնտակտային պարկի պահանջվող դիրքը, վերահսկում է շարժիչի եւ շարժվող փաթիլների շարժակների միջեւ կողմնակի մաքրությունը, ինչը միջինում 0.15 ... 0.3 մմ է:
Կտրուկ զուգարանի զտիչի մեխանիզմը ճշգրտվում է 5, 10, 25 գավաթների երկարամյա շարժման միջոցով, որը կատարվում է 6, 14 եւ 6 կցամասերի հաստությունը փոխելով:
Կտրուկ շարժակների հանդերձանքի ճշգրտումը կատարվում է նրանց առանցքների երկայնքով շարժելով `անիվների հերթական ամրագրումը պահանջվող վիճակում:
Դարբնոցային շարժակների ճշգրտումը կարող է կատարվել մեկ այլ խորանարդի կափարիչի տակ գտնվող սղոցը մյուս կողմի անցնելու միջոցով: Դրսեւորման պատշաճ ճշգրտմամբ, 40 մմ շառավղի շրջանակի շուրջը կախոցի եզրագծի շարժումը պետք է լինի 0-2-0 0 մմ:
Խորհուրդ չի տրվում փոխել ատամնաբույժների հանդերձումը, որպեսզի ատամների կրկնակի մաքրությունը կրճատվեն, քանի որ դա կարող է առաջացնել ատամների վազող մակերեւույթների հարաբերական դիրքի խախտում եւ կարող է հանգեցնել դրանց խզման: Երբ փոխված հագեցած հոլովակը փոխարինում են նորերով, անհրաժեշտ է նրանց փոխադարձ դիրքորոշումը հարմարեցնել կոշիկների միջոցով: Այս դեպքում նախ պետք է հարմարեցնեք առանցքակալները:
Գործարանում գործադրման ընթացքում մեխանիկական շարժակների ճշգրտումը չի առաջացնում, քանի որ ճիշտ շարժիչային շարժիչները ապահովում են համակցված մասերի համապատասխան թույլտվությունները: Առաստաղների հագուստի փոխհատուցման համար կապիտալ վերանորոգման ժամանակ ստուգեք ճնշման կաղապարի ճշգրտությունը ներկի վրա: Կարգավորումն իրականացվում է ճնշակների մի մասը հեռացնելով պտտվող պտտման լիսեռի կրող խցիկի եզրագծից: Aubyami- ների միջեւ կողային մակերեսը պետք է լինի 0-1-0 4 մմ-ի սահմաններում, որը համապատասխանում է անցքային եզրերի անկյունային տեղաշարժին, անցքերի ճառագայթում 0-25-0.9 մմ: Ստանդարտ փաթեթը ներառում է 0 100 - 0 085 հաստությամբ գրասեղաններ; 0 25 - 0 23 եւ 0 80 - 0 75 մմ:
Հիմնական հանդերձի շարժիչի շարժակների մեխանիզմը ճշգրտվում է հանքերի առանցքային շարժումներով: Փոքր ծղրիդների շարժիչը շարժվում է, փոխելով փոքրիկ ծղոտի հանդերձանքի եւ կռունկի հիմնական հանդերձի լիսեռի միջակայքում տեղադրված շիկացած փաթաթվածների քանակը: Ստանդարտ փաթեթը ներառում է 0 05 հաստությամբ փամփուշտներ, 0 1; 0 2; 0 5; 1 0 մմ: Պահարանները 0 1 եւ 0 5 մմ են պահանջում:
Հիմնական հանդերձի շարժիչի շարժակների մեխանիզմը ճշգրտվում է հանքերի առանցքային շարժումներով: Փոքր ծղրիդների շարժիչը շարժվում է, փոխելով փոքրիկ ծղոտի հանդերձանքի եւ կռունկի հիմնական հանդերձի լիսեռի միջակայքում տեղադրված շիկացած փաթաթվածների քանակը:
Ներկերի վրա հանդերձանքը կարգավորելը, ըստ շփման կույտի բնույթի, կատարվում է հետեւյալ կերպ.
Ներկերի վրա հանդերձանքը կարգավորելը, ըստ շփման կույտի բնույթի, կատարվում է հետեւյալ կերպ. Մեկ անիվի ատամները լցված են ներկով եւ երկու անիվներով, դրանց կպչողությունից հետո ստուգվում են երկու կամ երեք հերթափոխով: Արդյունքում, անվադողերը հայտնվում են անիվի ատամների վրա, այլ ոչ թե ներկով ներկով, որի միջոցով գնահատվում է ատամնավորության որակը: Ինչպես արդեն նշվել է, առավել բարենպաստ տպավորություն է համարվում այն ժամանակ, երբ անիվները, առանց բեռի տեղափոխման ջանքերի, ատամի բարակ հատվածով (տես FIG.
| Կառավարման շրջանների ժողովի ժողովի բեկորները Ներկերի նկարները տպում են սխալ ուղղությամբ խարսխված շարժիչներով: |
Շփման կույտի բնույթին համապատասխան ներգրավվածության ճշգրտումը կատարվում է հետեւյալ կերպ.
Հիմնական հանդերձի բշտիկային շարժակների մեխանիզմների ճշգրտումը կատարվում է խցանման մեջ շարժական հանդերձանքը տեղադրելու եւ առանցքակալների ստուգումից հետո: Կախված շարժիչի շարժիչի տեղադրումը, որը կախված է հետեւի առանցքի նախագծումից: Մինչեւ M-20 մակնիշի մեքենայից տեղադրելու համար նախահավաքեք խցուկի կափարիչը եւ առանցքային երեսը մղնոցներով եւ կնիքներով: Դարբնոցային ռելսային առանցքակալների արտաքին օղակները տեղադրվում են կռունկի կափարիչի անցքերում, մինչեւ վերջը վերջանում է: Երկու խցուկները սեղմված են առանցքային լիսեռի պատի մեջ, նրանց աշխատանքային մակերեսը յուղում է:
Կտրուկ շարժակների նորմալ ներգրավումը պաշտպանում է վաղաժամ հագուստից եւ կոտրվածքներից եւ նվազեցնում է ատամների շփումը: Կտրուկ շարժակների այդպիսի ներգրավվածությունը ճիշտ է, երբ նրանց առանցքները նույն հարթության մեջ են, ուղղահայաց միմյանց, եւ հորերի գագաթները համընկնում են: Որպեսզի դա անի, պետք է տեղադրվի բշտիկավոր շարժիչներ, որոնք ունեն որոշակի դիրքում թիկունքում գտնվող առանցքի բնակարանում:
Մարմնի մասերի հագուստի եւ պոկվածքի հետեւանքով, կարող են վնասված լինել: Առանցքակալների զգալի զգացումով եւ դրանց տեղադրման տեղերով, շարժակների առանցքների փրփուրը կոտրվել է կամ առանցքները չեն կարող լինել նույն հարթությունում. երբ ատամները հագնում են, շարժակների միջեւ կողմնակի մաքրությունը մեծանում է, եւ շփման մակերեսը անցնում է ատամի բարձրության վրա:
Առաջին դեպքում անհրաժեշտ է փոխարինել առանցքակալները: Վերականգնում են շարժակների սկզբնական դիրքը `դրանք առանցքային ուղղությամբ շարժելով: Չի թույլատրվում փոխանցման ատամների հագուստի փոխհատուցում նրանց լրացուցիչ շարժման շնորհիվ, քանի որ հյուսված ատամների միջեւ նորմալ մաքրություն է ստեղծվում, կոնների թեքերը չեն համընկնում:
Թիկնակային հեծանիվը հավաքելիս պինիոնի հանդերձը 28-ը (տես «Բելառուս» տրակտորի հետեւի առանցքի դիագրամ) սահմանում է այնպես, որ իր հետեւի վերջի միջեւ եւ դիֆերիայի երկրաչափական առանցքի միջեւ հեռավորությունը 130 ± 15\u003e 15 մմ է: Դա ձեռք է բերվում տուփի հիմնական լիսեռի առջեւի կրող բաժակի եզրագծի տակ դնելով: 0.25-0.50 մմ սահմաններում հանդերձի ատամների կողմի մաքրումը կարգավորվում է դարբնոցային առանցքի աջակների աջ եւ ձախ բաժակների եզրագծերի ներքո: Նրբատախտակների ճշգրտությունը ստուգում է ներկերի համար. Պինիոնի հանդերձանքների ատամները ներկերի բարակ շերտով եւ միացվում են շարժակազմի մի հատվածը:
Ներգրավվածությունը ճիշտ է համարվում, եթե թանաքի տպումը տեղակայված է պտտվող հանդերձի ատամի երկարության 80% -ից ոչ պակաս, իսկ տպման կեսը չունի մեծ տեղաշարժ դեպի հիմքի կամ ատամի վերին մաս:
Կողմնակի մաքրման գումարը որոշվում է խոշոր դիսավարի բազայի կամ ատամների ցուցիչների միջոցով ատամների միջեւ ընկած թիթեղյա թիթեղով:
Տրակտորի ճշգրտությունը եւ շահագործման մեջ գտնվող շարժակների կողային մաքրման չափը ստուգվում են տրակտորի ընթացիկ վերանորոգման ժամանակ կամ երբ ծակատան հանդերձանքի աննորմալ գործողությունների նշաններ են առաջանում: Վերջին դեպքում անհրաժեշտ է ստուգել, թե արդյոք չիպսեր, խոռոչներ եւ այլ անսարքություններ չկան, անկախ նրանից, թե արդյոք հանգույցի վրա հիմնված հանդերձի պսակը կամ դիֆերենցիալ առանցքի վրա գտնվող ձախը թուլացել են:
Գործող վահանակների մեխանիզմը հարմարեցնելու համար պետք է լինեն միայն այն դեպքում, երբ թիկունքի կցվածքը ապամոնտաժվում է կամ, եթե ատամների մեջ բացը գերազանցում է 1.2 մմ-ը: Նման ճշգրտման կարգը հետեւյալն է. Անջատել արգելակի գավազանը եւ հեռացնել գավաթների կափարիչները. պտուտակները երկու պտուտակները մեջ եզրերի մոնտաժային անցքերի մեջ, սեղմեք աջ բաժակը, այնպես որ կարող եք հեռացնել փամփուշտները 22; նույն ձեւով, ձախ բաժակ դուրս սեղմել ատամների ատամների միջեւ ընկած չափի վրա, Օգտագործելով փամփուշտներ, տեղադրեք ավելի բարձր մաքրություն, հաշվի առնելով ատամների կրելը եւ ստուգեք տպիչի բնույթով հանդերձավոր հանդերձանքի ճշգրտությունը, Դրանից հետո լրացրեք դիֆերենցիալ առանցքի կրողը քսուքով եւ գավաթների կափարիչները դնելով, որպեսզի նրանց մեջ ձողերը համընկնում են գավաթներում նավթի մատակարարման անցքերի հետ:
Մեքենաները, կողային մաքրությունը եւ UAZ-452- ի հիմնական շարժակազմի մխոցները շփվում են գործարանում: Գործողության ընթացքում, որպես կանոն, դրանք պետք չէ ճշգրտվել: Կարգավորումը անհրաժեշտ է միայն այն դեպքում, երբ փոխարինեք ցանկացած մասեր, առանցքակալներ կամ երբ առանցքակալների առանցքային մաքրում:
Բարձր լարման մակերեւույթը հիմնական հանդերձի միջնամասի ատամների միջեւ, որը հայտնաբերվել է իրենց հագուստով, չի կարող նվազեցվել ճշգրտմամբ, քանի որ այս դեպքում վթարային շարժիչների հարաբերական դիրքը խանգարում է, ինչը կհանգեցնի աղմուկի ավելացման, հավանաբար նաեւ ատամները կոտրելու համար:
Օդանավերի մոնտաժը, որը շահագործման ընթացքում հայտնաբերված է, պետք է վերացվի `չխախտելով հիմնական հանդերձանքի վազքի դիրքը: Հիմնական շարժակների ատամներում կողմնակի մաքրությունը եւ հանդերձումը կարգավորվում են միայն այն ժամանակ, երբ դրանք փոխարինվում են:
Երբ հայտնաբերված հանդերձների առանցքային մաքրությունը հայտնվում է, այն ստուգվում է հեռահար ձգումներում նավթի լցակույտ անցքի մեջ, անհրաժեշտ է ավելացնել նույն հաստության ծածկոցները արբանյակի արկղի աջ եւ ձախ կողմերին, ապահովելով, որ շարժական հանդերձանքը փոքրիկ ջանքերով է շրջվում:
Դիֆերենցիալ առանցքակալները մասերի փոխարինումից հետո ճշգրտվում են հետեւյալ կերպ.
1. Սեղմեք դիֆերենցիալ առանցքակալների ներքին օղակները դիֆերենցիալ տուփի ամսագրերին, որպեսզի դրանց եզրերը եւ արբանյակային արկերի միջեւ ընկած բացը գտնվում է 3.0-3.5 մմ-ի սահմաններում:
2. Տեղադրեք դիֆերենցիալ հավաքածուը crankcase- ում, տեղադրել խցիկի մեջ խցուկի միակցիչը, հաշվի առնելով դրա հաստությունը, հարմարեցնելիս, ապա տեղադրել ծածկը եւ ուշադիր շրջանցել այն երկու ուղղություններով, գլանաձեւ շարժիչները, այնպես, որ rollers- ը ճիշտ դիրքորոշում ունենա: Այս պարագաների կցերը պետք է լինեն ուղղահայաց վիճակում: Այնուհետեւ առանց առանցքակալների շարժակազմի խանգարելու, միանգամից միացրեք կափարիչը կռունկով, հոդերի եւ ընկույզների հետ:
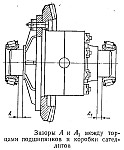
3. Ապակենտրոնացնել ընկույզը եւ հաստությունը եւ հեռացնել ծածկը: Զգուշորեն կտրեք տարբերությունը կռունկից եւ ճշգրիտ կերպով չափեք A եւ A1 չափերը արբանյակային արկղի եւ ներքին կրող օղակների ծայրամասերի միջեւ, օգտագործելով մի զգացողություն:
4. Ընտրել A + A1 չափված չափսերի գումարի հավասարակշռությամբ հաստությամբ նստարանների փաթեթ: Ապակենտրոնացնող հանգույցներում նախնական բեռնվածություն ապահովելու համար այս սղոցներին ավելացրեք եւս մեկ շերտ, 0.2 մմ հաստությամբ: Այսպիսով, ընտրված փաթեթի ընդհանուր հաստությունը պետք է վերջապես հավասար լինի A + A1 + 0.2 մմ:
5. Հեռացրեք արբանյակային արկղի պարանոցից տարբերվող դողերի կրող ներքին օղակները: Բաշխեք ընտրված փաթեթը մոտավորապես կիսով չափ: Ճարմանդային կողմում, ծորակների կափույրը պետք է լինի 0.3-0.4 մմ ավելի, քան ծածկույթի կողմում գտնվող խողովակների հաստությունը: Դա անհրաժեշտ է, որպեսզի հետագայում խուսափեն երթեւեկության ներթափանցումից, երբ շարժիչի եւ շարժվող շարժակների ատամներում կողմնակի մաքրության կարգավորումը:
6. Զսպանակները տեղադրեք արբանյակային արկղի պարանոցին եւ ներքեւում տեղադրեք ներքին կրող օղակները, մինչեւ նրանք կանգնեն վանդակի եզրերին:
Պինիոնի հանդերձանքի առանցքային շարժումը չի թույլատրվում: Կրկնակի տատանումների կրող անկյունը եւ խստացնողի թուլացումը խախտում են հիմնական հանդերձների շարժակների ատամները ճիշտ ներդաշնակությունը, հանգեցնում է ներքին օղակին վերածվելու գեղձի կողմը, որի արդյունքում կախվածքի եզրին, ձեթի օղակների ծայրերը, խցանման օղակը եւ կոշիկների ոչնչացումը: Այս ամենը առաջացնում է ատամների ատամների վաղաժամ կրում եւ գլխիկի շարժիչների կրողներ:
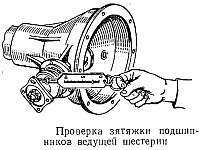
Կրկնակի կոնդիցիոներային կրողը ճշգրտվում է ձեռքի կողմից ճոճվողով: Եթե զգում եք, որ կրծքավանդակի կախոցը կրում է, ապա պետք է խստացնել ընկույզը: Եթե ընկույզը սեղմված է ամբողջությամբ, իսկ առանցքային շարժումը չի վերացվում, ապա նվազեցնում է կոճղերի փաթեթի հաստությունը եւ ընկույզի խստությունը ձգձգելու համար, հարմարեցրեք կրկնակի թելադրվող կրողը, այն նախադրյալով ապահովելով, որի արժեքը ստուգվում է գարնանային դինամոմետով:
Միեւնույն ժամանակ անհրաժեշտ է հեռացնել կռունկի կափարիչը, շարժական հանդերձանքից հանելու տարբերությունը: Երբ պատշաճ կերպով ճշգրտվում է, գարնանային դինամոմետիկը պետք է ցույց տա 1.5-3 կգ ֆունտի ուժ, երբ շրջադարձը փոխանցում է եզրագծի փոսին: Ընթացքի մեջ ընկույզը խստացնելու գործընթացում անհրաժեշտ է առաջացնել պարանոցի շարժակազմ, այնպես, որ rollers- ը ճիշտ դիրքորոշում ունենա:
Հետո պինիոն եւ դիֆերենցիալ առանցքակալները կարգավորվում են, շարունակեք անցնել հիմնական շարժակների ատամների կողմնակի մաքրման եւ ատամնավորությունը: Կարգավորող օղակը սահմանելիս, կողմնակի մաքրության եւ հիմնական հանդերձի շարժակների դիրքը կարգավորելը կարգավորող օղակ է: Այս մատանի հաստությունը պետք է լինի հավասար 1.43 մմ:
Ճշգրտված կրկնակի թելադրված կրողը քիվի հանդերձի հավաքածուով սեղմված է խցանման մեջ կանգուն: Ճանապարհի եւ ժայռերի վնասների խուսափման համար սեղմիչ ուժը պետք է փոխանցվի իր արտաքին օղակով: Այնուհետեւ տեղադրեք նավթի օղակը եւ երկկողմանի կրող կրիչի կափարիչը, որը մի փոքր հավասարապես ամրացվում է հաստոցների հետ այնպես, որ չխանգարվի դեֆորմացմանը:
Ֆլանկը եւ լվացքի մեքենաները տեղադրելուց հետո նրանք խստացնում են ընկույզը եւ գլան rollers- ում, վերածելով եզրագծի: The crankcase- ն սահմանեց դիֆերենցիալ հավաքույթը, որը պայմանավորված էր շարժակազմով: Ունենալով տեղադրվել խցուկի միակցիչի հարթությունում, որի հետ շփվելիս տարբերվում են դիֆերենցիալ առանցքակալները, միացրեք կափարիչը դեպի խորանարդի եւ ընկույզով: Երբ նման նախնական հավաքում է կատարվում, ստուգեք կողմնակի մաքրությունը չորս կետերում `յուրաքանչյուր փրփուրի հեղափոխության միջոցով:
Դա անելու համար, կիսամյակային օղակների օգնությամբ, պետք է դանդաղել շարժիչի հանդերձանքը, իսկ քրտինքը պետք է շարժվի երկու ուղղություններով, մինչեւ ատամները դիպչեն: Հիմնական հանդերձի նոր շարժակների ատամների միջեւ կողմնակի պատյանը պետք է լինի 0.1-0.3 մմ: Այս բացը համապատասխանում է 0,2-0,6 մմ արժեքին, որը չափվում է փոսքի անկյունային շարժումով, անցքի շառավիղի երկայնքով:

Կողմի մաքրման կարգը կարգավորում է արբանյակային արկղի մի կողմի մյուս հատվածի միջանցքների տեղադրումը: Եթե դուք քսակը ծածկում եք ծածկույթի կողմից, ցանցի բացը մեծանում է, բայց եթե ավելացնեք `բացը նվազում է: Գազերը կարող են միայն վերակազմավորվել մի կողմից մյուս կողմից, բայց դրանք չեն կարող կրճատվել կամ ավելացվել, քանի որ դա կխախտի դիֆերենցիալ առանցքակալների ճշգրտված նախապատվությունը:
Կողքի մաքրման արդյունքում ստուգվում են հիմնական շարժակների շարժը: Դա անել, ներկել որոշակի հետեւողականության ներկը շարժական հանդերձանքի ատամների վրա: Հեղուկի ներկը տարածվում եւ լարում է ատամների մակերեւույթը, դարձնելով դժվար է որոշել կոնտակտային պարկի փաստացի գտնվելու վայրը, չափազանց խիտ ներկը չի սեղմում ատամների միջեւ առկա բացերը:
Կիսահաղորդիչների օգնությամբ անհրաժեշտ է դանդաղեցնել շարժական հանդերձանքը եւ շարժվել առաջատարին երկու ուղղություններով, մինչեւ նշեք հստակ կոնտակտային կարկատակը: Ատամների ճիշտ բիծը ստանալուց հետո ստուգեք շարժակների տեղադրումը եւ կողային մաքրության խցուկները: Հետեւյալ են տիպային կոնտակտային պատյաններ թիկունքի առանցքի հիմնական հանդերձում շարժվող շարժիչների ատամների վրա եւ շարժիչի եւ շարժվող շարժակների շարժման միջոցով շարժակների պատշաճ դարձնելու ուղիները:
Ստուգման մեջ, UAZ-452- ի թիկունքի առանցքների հիմնական շարժակների շարժակների ստուգում:

Շարժիչի շարժիչի շարժումը կարելի է ձեռք բերել, փոփոխելով հարվածող օղակի հաստությունը, շարժիչի շարժիչը շարժվելով հեռու գտնվողից, կարգավորիչ օղակը պետք է ավելի մեծ հաստությամբ սահմանվի, եւ հակառակը `շարժիչի շարժիչը տեղափոխելու համար շարժիչի շարժիչը պետք է ավելի փոքր լինի:
Կախված շարժակազմի շարժումը ապահովված է այնպես, ինչպես կողմնակի մաքրման կարգավորումը `դիֆերենցիալ կրող սողնակները անցնելու միջոցով: Կարգավորման ավարտից հետո, վերջնական ժողովը:
Մեխանիկական փոխանցումը, ներգրավվելու սկզբունքի վրա աշխատելը կարող է լինել ատամնավոր եւ ճիճուր:
Դարձագնդակները, իր հերթին, բաժանվում են գլանաձեւ եւ կոնաձեւ: Բայց սա չէ շարժակների վերջին դասակարգումը:
Կախված ատամների գտնվելու վայրը, գլանաձեւ անիվների առանցքի համեմատ, կան.
- գլանաձեւ շարժիչավոր շարժիչներ, դիզայնի ամենապարզը, եւ, համապատասխանաբար, արտադրության մեջ, նրանք չեն ստեղծում առանցքային բեռներ հանքերի վրա, հետեւաբար, հատուկ հենարաններ չունեն, ինչը հեշտացնում է հավաքումը: Նման շարժիչները մեխանիզմներում օգտագործվում են լիսեռի ռոտացիայի փոքր աշխատանքային արագությամբ: Շարժիչի շարժակների անբավարարությունը մեխանիզմի շահագործման ընթացքում շատ աղմուկ է, հատկապես, եթե փոխանցման անիվները ճշգրիտ չեն մշակված,
- գլանաձեւ պտուտակներ, դրանց ատամները տեղակայված են խարիսխի գծերի երկայնքով `բաժանարար գլան: Քանի որ նման շարժակների ատամները հարթ են, աստիճանաբար աղմուկի մակարդակը նվազում է, եւ բեռնվածքի հզորությունը մեծանում է: Այնուամենայնիվ, ատամների հակված կողմնորոշման շնորհիվ, առանցքային ուժը ձգտում է անիվը տեղափոխել առանցքի երկայնքով լիսեռ, հետեւաբար, երբ ուղղահայաց շարժակների հավաքման ժամանակ պահանջվում է լիսեռի առանցքային ամրացում,
- գլանաձեւ քառակուսի հանդերձը մի անիվ է, որի պսակը բաղկացած է ձախ եւ աջ ատամների փոխարինող հատվածներից: Նման պայմանավորվածությամբ բացակայում է բացարձակ ուժը, որն ապահովում է շատ մեծ ուժերի փոխանցումը.
- գլանաձեւ փոխանցման ներքին հագեցում: Այս հանդերձի շարժակների մակերեսները տեղակայված են մյուսի ներսում, եւ անիվները շրջվում են մեկ ուղղությամբ:
Առջեւի գլանաձեւ շարժակների անիվները տեղադրելու համար ստուգեք նրանց ծեծը, այսինքն `ատամների պրոֆիլը համեմատած ծորակների տրամագծին: Դա անելու համար, տրված անիվը տեղադրված է կոշտ տեղադրված կափարիչի վրա, ատամների միջեւ գլանաձեւ տրամաչափի վրա, որի վրա դրվում է ցուցանիշի ոտքը եւ արձանագրում է իր ընթերցումները: Անջատեն կափարիչը, տեղափոխեք ցուցիչը երկու կամ երեք ատամներով եւ վերագրանցեք ընթերցումները, շարունակեք այս կերպ, մինչեւ կափարիչի ամբողջական ռոտացիան, ապա բոլոր ընթերցումներից ընտրեք խոշորագույնը եւ ամենափոքրը: Եթե ստացված շեղումները չեն գերազանցում թույլատրությունը (ըստ որոշակի մեխանիզմի տեխնիկական տվյալների), ապա անիվը թույլատրվում է հավաքվել:
Ամրապնդման շարժակների ժողովը բաղկացած է հետեւյալ տեխնոլոգիական գործողություններից.
- հավաքագրված միավորների պատրաստում եւ ստուգում: Վահանակի օղակները պետք է վերամշակվեն, ստուգվեն ծեծի, լվացվեն, չորացրած, չպետք է լինեն խավարումներ, թրթուրներ, թրթուրներ:
- Անիվների անիվների հավաքում, իհարկե, եթե անիվները քանդվեն: Նրանք սովորաբար բաղկացած են մի հանգույցից, որը պատրաստված է պողպատից կամ չուգվածից, եւ ատամների պսակը (բարձրորակ պողպատե կամ textolite): Պսակը սեղմված է խողովակի սկավառակի վրա եւ ամրացվում է կամ եռակցման կամ փականների օգնությամբ, որոնք պտտվում են հատուկ փորված անցքերի մեջ, խողովակի պսակը եւ սկավառակի վրա թրթուրներով:
- դարակների անիվների տեղադրում եւ ամրացում հանքերի վրա: Gears վրա լիսեռ, եւ նրանց դիրքորոշումը ամրագրված է բանալիների, splines կամ Հեղույսներ;
- տեղադրման հաստոցների հաստոցների տեղադրում,
- ատամների ներդաշնակեցման ճշգրտում առանձին զույգերի մեջ եւ ամբողջությամբ փոխանցման մեջ: Նրբատախտակի վրա ցուցադրման որակը ստուգելու համար: Ավելի փոքր անիվի տրամագծի ատամները ծածկված են ներկերի բարակ շերտով եւ մի քանի շարժակների մեջ են անցնում եւ շրջում: Անմիջական ծալման դեպքում պետք է տեղադրվի երկվորյակ անիվի ներկված բծերը ատամների կողմի մակերեւույթի միջնամասում եւ զբաղեցնում են առնվազն 50-60% ատամի մակերեւույթի բարձրությունը եւ առնվազն 70-90% երկարությամբ: Եթե տեղերը մակերեւույթի երկարությամբ տեղահանված են, ապա հանքերի առանցքները կտրված են: Ատամի ցողունին մոտ գտնվող կետերի տեղաշարժը ցույց է տալիս ցցերի կենտրոնի հեռավորությունը եւ ատամների գլուխը մոտեցումը, կենտրոնի միջակայքի հեռավորության բարձրացումը:
Bevel շարժիչները շարժիչների անբաժանելի մասն են, որոնցում հանքերի առանցքները հատվում են որոշակի անկյան տակ (առավել տարածված են 90 °): Կտրուկ շարժակների ատամները կարող են լինել ուղիղ, կպչուն եւ կլոր: Անիվներով եւ կլոր ատամներով անիվները օգտագործվում են ծանր բեռների եւ բարձր լարման արագությունների զգացողություններով (օրինակ, երբ փոխանցում է փոխանցման տուփից դեպի մեքենայի հետեւի առանցքը):
Կտրուկ շարժակների մեջ անիվների տեղադրման եւ ապահովման տեխնիկան նման են գլանաձեւ շարժակների տեղադրման եւ ապահովման համար: Սակայն, երբ բեկորների շարժակների հավաքում, պետք է հիշել, որ անիվների շարժը ճիշտ է, երբ երկու անիվները տեղադրվեն այնպես, որ նախնական փորվածքների բաղադրիչները (I - I եւ II - II) համընկնում են, եւ cones գնահատված կենտրոնները (O եւ O1) համընկնում են Նկար 63):
Նկար. 63. Bevel հանդերձում:
Նախքան բռնակները տեղադրելու կոնցենտրիկ անիվները, ստուգեք իրենց տեղերի առանցքների հարաբերական դիրքի ճշգրտությունը, որի համար տեղադրվում են նստատեղերի վրա կենտրոնացած երկու կափարիչը, եթե զննումն անցնում է ազատորեն նրանց միջեւ, իսկ առանցքների տեղադրումը ճիշտ է:
Անտառային հանդերձանքի բնականոն աշխատանքը հնարավոր է միայն այն դեպքում, եթե կա ծնկակալ անիվների ատամների միջեւ կողմնային բացը:
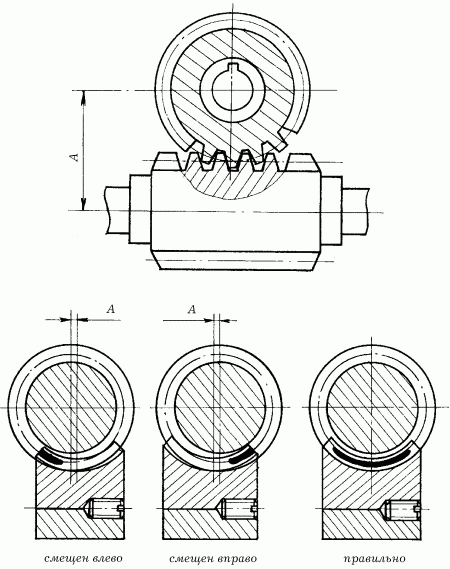
Բեկի չափը տարբեր է մեխանիզմի յուրաքանչյուր տեսակի համար եւ գտնվում է 0.08-0.20 մմ սահմաններում: Չափել չափի կողմի մաքրման հնարավորությունը, եթե անիվները ունենան ազատ մուտք: Բայց վերահսկողությունը գերարագ ափսեների միջոցով ավելի տարածված է. Գլխարկ ափսե է անցնում անիվների ատամների միջեւ եւ անիվները շրջվում են: Կրկնեք մի քանի վայրերում գործողությունը, որը պատշաճ կերպով տարածված է շրջապատի վրա, յուրաքանչյուր անգամ օգտագործելով նոր ափսե:
Մի micrometer (տես նկար 1, բ) չափում է հաստությունը յուրաքանչյուր դեֆորմացվող թիթեղները; բացթողման չափը որոշվում է որպես ստացված չափումների թվաբանական միջին:
Եթե փաստացի մաքրումը չի համապատասխանում պահանջվող արժեքին, ապա դրա չափը ճշգրտվում է, որի համար անիվներից մեկը տեղափոխվում է կամ կոն կոնտեյի նախատեսված ծայրին, մաքրման նվազեցման կամ դրա ավելացման համար: Եվ բշտիկային շարժակների նոր դիրքի ամրագրման նպատակով, խողովակները տեղադրվում են իրենց կրող մակերեւույթների տակ:
Հավաքված ատամնավոր անջատիչը ստուգվում է ատամնավորության որակի համար (ստուգում համար ներկի համար նման է գլանաձեւ շարժակների համար), աղմուկի մակարդակի (բարձր փոխանցման մակարդակով դրանք այրվում են դանդաղ ռեժիմում), շփման համար (եթե քսանյութը չի գերազանցում, ապա շփման ինտերֆեյսը նորմալ է):
Worm շարժիչները օգտագործվում են, եթե հանքերի երկրաչափական առանցքները հատվում են միմյանց հետ, սովորաբար 90 ° անկյան տակ:
Ողջույնի հանդերձը բաղկացած է ճիճու եւ մուրճի անիվից: Միեւնույն ժամանակ, ճիճուրը կարող է լինել ուղիղ գլանաձեւ (1-2 ատամ, որը միաժամանակ ներգրավված է մռայլ անիվի) կամ գլոբոիդային խցուկով (5-6 ատամները միաժամանակ ներգրավված են այստեղ, ինչի արդյունքում նրանք զգալիորեն գերազանցում են գլանաձեւ մուրհակներ եւ արդյունավետությունը): Երբ հավաքում են ճրագակալները, առաջին հերթին, առանցքակալները տեղադրվում են մեխանիզմների խցիկում, եւ արդեն նրանց մեջ - հեծանիվները, որոնց վրա տեղադրվում է ճիճու եւ մուրճը:
Մինչեւ փոխանցման միավորի վերջնական ամրացումը, ստուգեք ներկով ատամների ճշգրտությունը `այս դեպքում ծածկեք ճիճուի պակտի մակերեսը ներկերի բարակ շերտով, ապա դանդաղ դարձրեք այն (նկար 64):
Նկար. 64. Ճարպի հանդերձանքի հանդերձանքի ճշգրտության վերահսկումը:
Անմիջականորեն ներգրավվածությամբ ներկը պետք է ծածկի ճառագայթային անիվների ատամների մակերեսը առնվազն 50-60% -ով (միջին մասում):
Դուք կարող եք հարմարեցնել ճիճուի հանդերձանքի հանդերձումը, ընտրելով աջ կամ ձախ սալիկի համապատասխան հաստությունը ճրագային անիվի ֆլանկի տակ (հարմարության համար, դրանք կատարվում են կես օղակների ձեւի մեջ, հետեւաբար դրանք տեղադրելու համար պահանջվում է ոչնչացնել հավաքը, պարզապես թուլացնել սահմանված պտուտները): Այս տեսակի բազմաթիվ մեխանիզմների մեջ կրող գավաթները, որոնց վրա տեղադրվում են ճիճուները, սեղմված են, այնպես որ սոսնձման ճշգրտումը կարող է կատարվել ընկույզների վերածելով, դրանք շարժելով առանցքային հատվածի դետալների անիվներին:
Գիրքից. Կորշեր Ն. Գ. Մետաղի վրա աշխատանքներ