Periksa dan sesuaikan persneling persneling
Untuk memastikan operasi bevel gears yang tepat dari gigi utama, perlu bahwa gerakan aksial dari gigi saat mentransmisikan torsi melalui mereka minimal, oleh karena itu, preload bantalan tirus dimuat sebelumnya. Dengan meningkatnya torsi yang ditransmisikan, keketatan bantalan tirus berkurang, tetapi pada nilai torsi mendekati maksimum, roda gigi mendapatkan perpindahan aksial minimum, yang mengakibatkan penurunan keausannya.
Namun, preload berlebihan dapat secara dramatis mengurangi masa pakai bearing.
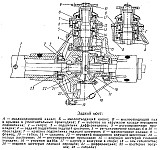
Fig. Mekanisme penggerak penggerak poros penggerak
Ketepatan penyesuaian bantalan ditentukan oleh jumlah torsi yang harus diterapkan pada poros yang dipasang pada bantalan untuk mengubahnya. Momen diukur dengan alat torsi. Prapemuat bantalan tirus 16 dari poros penggerak utama disesuaikan dengan memvariasikan ketebalan ring di antara cincin bagian dalam bantalan. Dalam hal ini, cincin bagian dalam bergerak secara relatif terhadap cincin bagian luar dari bantalan, dan jarak antara permukaan kerucut cincin bagian dalam dan permukaan kerucut dari cincin bagian luar dari setiap perubahan bantalan; Tingkat penjepitan rol tirus di antara cincin juga berubah. Demikian pula, bantalan tirus rol dari gigi bevel yang digerakkan 13 disesuaikan.Penyesuaian bantalan tirus rol dari rumahan diferensial dibuat dengan memutar mur penyetel, yang menyediakan gerakan aksial dari cincin luar dari bantalan relatif terhadap yang dalam.
Setelah penyetelan, preload bantalan tirus roller mengatur perikatan bevel gear dengan titik kontak gigi, untuk mana lapisan tipis cat diaplikasikan pada gigi gigi bevel terkemuka dan kemudian gir diputar. Dengan persneling yang tepat pada roda gigi, bidang kontak pada gigi bevel yang digerakkan sekitar 2/3 dari panjang gigi dan sedikit bergeser ke bagian yang sempit, yang terletak di tengah ketinggian gigi.
Bergantung pada lokasi patch kontak, sesuaikan posisi persneling sesuai dengan instruksi dari instruksi pabrik.
Posisi gir bevel penggerak (14) dikontrol dengan mengubah jumlah shims antara selubung bantalan (16) dan flens dari selubung utama (18), dan posisi gigi bevel yang digerakkan (13) dengan bantuan spacer antara badan bantalan rol tirus dua baris dan flensa samping dari selubung utama 18. Mencapai posisi yang diperlukan dari bidang kontak pada gigi-gigi bevel yang digerakkan, mengontrol jarak samping antara gigi-gigi dari roda gigi yang digerakkan dan digerakkan, yang rata-rata 0,15 ... 0,3 mm.
Penyesuaian roda gigi pasangan roda gigi bevel dilakukan oleh gerakan memanjang cangkir 5, 10, 25, yang dilakukan dengan mengubah ketebalan gasket 6, 14 dan memutar mur bundar.
Penyesuaian roda gigi bevel dibuat dengan menggerakkannya di sepanjang kapaknya dengan fiksasi roda berikutnya pada posisi yang diperlukan.
Penyesuaian gearing gear dapat dilakukan dengan menggeser gasket dari bawah satu penutup bak mesin di bawah yang lain. Dengan penyetelan gearing yang tepat, pergerakan flensa betis di sekitar keliling radius 40 mm harus antara 0 2 - 0 6 mm.
Tidak disarankan untuk menyesuaikan persneling gigi untuk mengurangi jarak lateral antara gigi ketika mereka dipakai, karena ini akan menyebabkan pelanggaran posisi relatif permukaan gigi yang sedang berjalan dan dapat menyebabkan kerusakan. Saat mengganti gigi yang aus dengan yang baru, perlu untuk menyesuaikan posisi timbal balik mereka dengan bantuan shims. Dalam hal ini, Anda harus terlebih dahulu menyesuaikan bantalan.
Penyesuaian roda gigi persneling selama perakitan di pabrik tidak menghasilkan, karena roda gigi persneling yang benar memberikan toleransi yang sesuai pada bagian kawin. Saat merombak untuk mengganti keausan bantalan, periksa kebenaran kopling gearing pada cat. Penyesuaian dilakukan dengan melepaskan bagian dari gasket dari bawah flens dari rumah bantalan poros pinion drive. Jarak lateral antara aubyami harus antara 0 1 - 0 4 mm, yang sesuai dengan perpindahan sudut flens cardan pada jari-jari lubang sebesar 0 25 - 0 9 mm. Paket standar termasuk gasket dengan ketebalan 0 100 - 0 085; 0 25 - 0 23 dan 0 80 - 0 75 mm.
Roda gigi bevel pada roda gigi utama disesuaikan dengan gerakan aksial porosnya. Gerakan bevel gear kecil, mengubah jumlah shim penyetel yang dipasang di antara rumah poros dari bevel gear kecil dan crankcase gear utama. Paket standar termasuk gasket dengan ketebalan 0 05; 0 1; 0 2; 0 5; 1 0 mm. Gasket 0 1 dan 0 5 mm sesuai permintaan.
Roda gigi bevel pada roda gigi utama disesuaikan dengan gerakan aksial porosnya. Gerakan bevel gear kecil, mengubah jumlah shim penyetel yang dipasang di antara rumah poros dari bevel gear kecil dan crankcase gear utama.
Menyesuaikan roda gigi pada cat sesuai dengan sifat patch kontak dibuat sebagai berikut.
Menyesuaikan roda gigi pada cat sesuai dengan sifat patch kontak dibuat sebagai berikut. Gigi satu roda diolesi dengan cat dan kedua roda, setelah adhesi mereka, diperiksa untuk dua atau tiga putaran. Akibatnya, cetakan muncul pada gigi roda, tidak diolesi dengan cat, dimana kualitas dari roda gigi dinilai. Seperti yang telah dicatat, jejak yang paling disukai dipertimbangkan, ketika roda tanpa upaya pemindahan beban oleh bagian tipis dari gigi (lihat Gbr.
| Kontrol rangkaian perakitan rakitan gigi bevel Jenis-jenis cetakan cat dengan roda gigi taji yang tidak terpasang dengan baik. |
Penyesuaian pertunangan sesuai dengan sifat patch kontak dibuat sebagai berikut.
Penyesuaian roda gigi bevel dari gigi utama dilakukan setelah memasang roda gigi yang digerakkan dalam bak mesin dan memeriksa bantalan. Pemasangan roda gigi bevel yang digerakkan diproduksi tergantung pada desain poros belakang. Sebelum memasangnya dari mobil M-20 pra-pasang penutup crankcase dan selubung as dengan bantalan dan segel. Cincin luar bantalan rol tirus dipasang di lubang penutup bak mesin sampai berhenti di ujung. Dua kelenjar ditekan ke dalam casing poros poros, permukaan kerjanya dilumasi dengan minyak.
Keterlibatan normal roda gigi bevel melindunginya dari keausan dini dan kerusakan dan mengurangi gesekan pada gigi. Pertunangan bevel gear seperti itu benar ketika kapak mereka terletak di bidang yang sama, saling tegak lurus, dan bagian atas kerucut bertepatan. Untuk melakukan ini, roda gigi bevel harus dipasang pada posisi tertentu di rumah gandar belakang.
Sebagai hasil dari keausan bagian, sambungan gigi dapat rusak. Dengan keausan bantalan yang signifikan dan kursi dudukannya, tegak lurus gandar roda gigi rusak atau gandar mungkin tidak berada di bidang yang sama; ketika gigi aus, jarak samping antara gigi meningkat dan permukaan kontak bergeser sepanjang ketinggian gigi.
Dalam kasus pertama, perlu untuk mengganti bantalan. Untuk mengembalikan posisi awal roda gigi dengan menggerakkannya ke arah aksial. Kompensasi keausan dari gigi persneling oleh gerakan tambahan mereka tidak diperbolehkan, karena ketika jarak normal dibuat antara gigi yang aus, ujung kerucut tidak akan bersamaan.
Saat merakit poros belakang, roda gigi pinion 28 (lihat diagram poros belakang traktor "Belarus") diatur sehingga jarak antara ujung belakang dan sumbu geometri diferensial adalah 130 ± 0\u003e 15 mm. Hal ini dicapai dengan meletakkan di bawah flensa kaca bantalan depan poros utama gearbox. Jarak samping pada gigi persneling pada kisaran 0,25 - 0,50 mm diatur oleh gasket 22 di bawah flensa gelas kanan dan kiri dari bantalan sumbu diferensial. Kebenaran gearing gearing mengecat cat: gigi penutup gigi pinion dengan lapisan cat tipis dan memutar gigi yang digerakkan satu putaran.
Perikatan dianggap benar jika jejak tinta berada tidak kurang dari 80% dari panjang gigi dari gigi yang digerakkan dan bagian tengah dari cetakan tidak memiliki perpindahan besar ke arah pangkal atau bagian atas gigi.
Jumlah jarak lateral ditentukan oleh pelat timah yang digulung di antara gigi di dasar gigi besar, atau dengan indikator.
Kebenaran dari gearing dan jumlah jarak lateral dari roda gigi yang sedang beroperasi diperiksa selama perbaikan rutin traktor atau ketika tanda-tanda operasi abnormal dari roda gigi bevel terjadi. Dalam kasus yang terakhir, perlu untuk memeriksa apakah tidak ada chip, goresan dan malfungsi lainnya pada roda gigi, apakah mahkota gigi yang digerakkan pada hub atau bantalan kiri pada sumbu diferensial telah melemah.
Untuk menyesuaikan persneling dari roda gigi kerja harus hanya dalam kasus ketika gandar belakang dibongkar atau jika celah di gigi melebihi 1,2 mm. Urutan penyesuaian tersebut adalah sebagai berikut: lepaskan batang rem dan lepaskan tutup cangkir; memasukkan kedua baut ke lubang pemasangan flensa, tekan cangkir yang tepat sehingga Anda dapat melepaskan gasket 22; dengan cara yang sama, tekan cangkir kiri dengan ukuran celah antara gigi persneling; Dengan menggunakan gasket, pasanglah clearance yang bertambah dengan mempertimbangkan keausan gigi dan periksa kebenaran perataan gigi roda gigi berdasarkan sifat cetakan; setelah itu, isi bantalan poros diferensial dengan pelumas dan pasang tutup gelas sehingga alur di dalamnya bertepatan dengan lubang pasokan minyak di gelas.
Bantalan, clearance samping dan kontak pada roda-gigi meshing dari gigi utama UAZ-452 pada awalnya disesuaikan di pabrik. Selama operasi, sebagai aturan, mereka tidak perlu disesuaikan. Menyesuaikannya hanya diperlukan saat mengganti bagian, bantalan, atau saat jarak aksial pada bantalan.
Peningkatan jarak lateral antara gigi gigi dari gigi utama, yang muncul karena keausannya, tidak dapat dikurangi dengan penyesuaian, karena dalam hal ini posisi relatif roda gigi berjalan akan terganggu, yang akan mengarah pada peningkatan kebisingan, mungkin juga merusak gigi.
Jarak bebas aksial pada bantalan rol tirus, yang muncul selama operasi, harus dihilangkan tanpa mengganggu posisi roda gigi penggerak dari roda gigi utama. Pembersihan lateral dan persneling di gigi-gigi roda gigi utama hanya mengatur ketika mereka diganti.
Ketika izin gandar roda gigi yang digerakkan muncul, diperiksa melalui lubang pengisi oli di gandar yang jauh, perlu menambahkan shim dengan ketebalan yang sama di sisi kanan dan kiri kotak satelit, sambil memastikan bahwa roda gigi yang digerakkan diputar dengan sedikit usaha.
Bantalan diferensial setelah penggantian bagian disesuaikan sebagai berikut:
1. Tekan cincin bagian dalam bantalan diferensial ke jurnal kotak diferensial sehingga ada celah antara ujungnya dan ujung kotak satelit dalam 3,0-3,5 mm.
2. Pasang unit diferensial di dalam bak mesin, letakkan gasket di dalam konektor bak mesin untuk memperhitungkan ketebalannya saat mengatur, dan kemudian pasang penutupnya, dan dengan hati-hati memutarnya di kedua arah, gulung bantalan agar roller mengambil posisi yang benar. Kapak pelindung dalam hal ini harus dalam posisi vertikal. Kemudian, tanpa mengganggu penggulungan bantalan, hubungkan penutup dengan crankcase secara merata dengan baut dan mur.
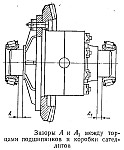
3. Buka mur dan baut dan lepaskan penutup. Lepaskan diferensial dengan hati-hati dari crankcase dan secara akurat mengukur dimensi A dan A1 antara ujung kotak satelit dan cincin bantalan bagian dalam menggunakan pengukur perasaan.
4. Untuk memilih paket gasket dengan ketebalan yang sama dengan jumlah dimensi yang diukur A + A1. Untuk menyediakan preload di bantalan diferensial untuk gasket ini tambahkan gasket lain dengan ketebalan 0,2 mm. Dengan demikian, total ketebalan paket shims yang dipilih akhirnya harus sama dengan A + A1 + 0,2 mm.
5. Lepaskan cincin bagian dalam bantalan diferensial dari leher kotak satelit. Bagilah paket gasket yang dipilih kira-kira menjadi setengahnya. Di sisi kotak engkol, ketebalan gasket harus 0,3-0,4 mm lebih besar dari ketebalan gasket di sisi penutup. Hal ini diperlukan untuk mencegah keterlibatan lateral lebih jauh saat menyesuaikan jarak samping pada gigi gigi penggerak dan berpenggerak.
6. Pasang gasket di leher kotak satelit dan tekan cincin bantalan bagian dalam sampai mereka berhenti di ujung kotak.
Gerakan aksial dari gigi pinion tidak diperbolehkan. Jarak bebas aksial pada bantalan runcing ganda dan melemahnya pengetatannya melanggar perikatan gigi yang benar pada roda gigi gigi utama, menyebabkan cincin bagian dalam berpaling dari sisi kelenjar, mengakibatkan keausan pada permukaan flensa, ujung cincin oli, cincin spacer dan penghancuran shims. Semua ini menyebabkan keausan gigi gigi prematur dan kerusakan bantalan roda gigi pinion.
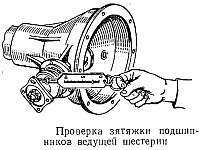
Penyesuaian bantalan tirus ganda diperiksa dengan mengayunkan flensa dengan tangan. Jika Anda merasakan pelenturan pinion di bantalan, Anda harus mengencangkan mur. Jika mur dikencangkan hingga penuh, dan gerakan aksial tidak dihilangkan, maka dengan mengurangi ketebalan paket shim dan mengencangkan mur hingga gagal, sesuaikan bantalan tirus rangkap, berikan dengan preload, yang nilainya dicek dengan dynamometer pegas.
Pada saat yang sama, perlu melepas penutup karter untuk menghilangkan diferensial dari rakitan roda gigi yang digerakkan. Ketika disesuaikan dengan benar, pegas dinamometer harus menunjukkan kekuatan 1,5-3 kgf saat memutar roda gigi untuk lubang di flensa. Dalam proses mengencangkan mur ke kegagalan, perlu untuk menghasilkan penggulungan bantalan sehingga rol mengambil posisi yang benar.
Setelah pinion dan bantalan diferensial disesuaikan, lanjutkan dengan menyesuaikan clearance samping dan persneling dari gigi-gigi roda gigi utama. Saat menyesuaikan jarak sisi dan posisi roda gigi dari gigi utama di bawah pinion bantalan tirus, atur cincin penyesuaian. Ketebalan cincin ini harus sama dengan 1,43 mm.
Bantalan runcing ganda yang disesuaikan dengan unit drive gigi ditekan ke dalam bak mesin sampai berhenti. Untuk menghindari kerusakan pada raceway dan roller, gaya penekan harus ditransmisikan melalui ring luarnya. Kemudian pasang cincin oli dan tutup bantalan runcing ganda, yang sedikit diikat dengan baut agar tidak menyebabkan deformasi.
Setelah memasang flensa dan mesin cuci, mereka mengencangkan mur dan menggulung rol, memutar flensa. Di karter, atur unit diferensial dengan roda gigi yang digerakkan. Setelah dipasang di bidang konektor crankcase paking dengan mana bantalan diferensial disesuaikan, hubungkan penutup ke crankcase dengan baut dan mur. Ketika pra-perakitan dilakukan, periksa jarak sisi dalam ikatan pada empat titik melalui setiap putaran roda gigi pinion.
Untuk melakukan ini, dengan bantuan semi-gandar, roda gigi penggerak perlu diperlambat, dan roda gigi penggerak harus diputar ke dua arah hingga gigi bersentuhan. Celah samping antara gigi-gigi dari roda gigi baru dari gigi utama harus berada dalam kisaran 0,1-0,3 mm. Celah ini sesuai dengan nilai 0,2-0,6 mm, diukur dengan gerakan sudut mengarah sepanjang busur jari-jari lubang.

Samping samping mengatur permutasi gasket dari satu sisi kotak satelit ke sisi lainnya. Jika Anda melepas gasket dari sisi penutup, celah di jala meningkat, tetapi jika Anda menambahkan - celah berkurang. Gasket hanya dapat diatur ulang dari satu sisi ke sisi lain, tetapi tidak dapat dikurangi atau ditambahkan, karena ini akan mematahkan preload yang disesuaikan dari bantalan diferensial.
Setelah menyesuaikan jarak sisi, roda gigi roda gigi utama diperiksa. Untuk melakukan ini, cat cat konsistensi tertentu pada gigi dari gigi yang digerakkan. Cat cair menyebar dan menodai permukaan gigi, sehingga sulit untuk menentukan lokasi patch kontak yang sebenarnya, cat yang terlalu tebal tidak diperas dari celah di antara gigi.
Dengan bantuan semi-kapak, perlu untuk memperlambat gigi yang digerakkan, dan menggerakkan yang terkemuka di kedua arah hingga patch kontak yang jelas ditunjukkan. Setelah menerima kontak noda yang benar pada gigi, periksa pemasangan roda gigi dan ujung lubang izin. Berikut ini adalah tambalan kontak tipikal pada gigi roda gigi yang digerakkan dari gigi utama gandar belakang dan cara untuk mencapai roda gigi yang tepat dengan menggerakkan gigi roda gigi yang digerakkan dan yang digerakkan.
Memeriksa kebenaran roda gigi roda gigi utama gandar belakang UAZ-452 pada bidang kontak.

Memindahkan gigi penggerak dapat dicapai dengan mengubah ketebalan cincin pengatur untuk memindahkan gigi penggerak dari yang digerakkan, cincin pengatur perlu diatur ke ketebalan yang lebih besar, dan sebaliknya, untuk memindahkan roda penggerak ke yang digerakkan, cincin pengatur perlu diatur lebih kecil.
Pergerakan roda gigi yang digerakkan dipastikan dengan cara yang sama seperti ketika menyesuaikan jarak samping - dengan menggeser spacer bantalan dari diferensial. Setelah penyesuaian selesai, rakitan terakhirnya.
Transmisi mekanis, bekerja berdasarkan prinsip pertunangan, dapat bergigi dan cacing.
Gear, pada gilirannya, dibagi menjadi silinder dan kerucut. Tapi ini bukan klasifikasi gigi terakhir.
Tergantung pada lokasi gigi relatif terhadap sumbu roda silinder ada:
- roda pacu silinder, yang paling sederhana dalam desain dan, karenanya, dalam pembuatan, mereka tidak membuat beban aksial pada poros, oleh karena itu, tidak memerlukan bantalan dorong khusus, yang sangat menyederhanakan perakitan. Roda gigi seperti itu digunakan dalam mekanisme dengan kecepatan putaran poros yang kecil. Kerugian dari roda gigi adalah banyak kebisingan selama pengoperasian mekanisme, terutama jika roda transmisi tidak diproses secara akurat;
- gigi heliks silinder, gigi mereka terletak di sepanjang garis heliks pada silinder pemisah. Karena gigi dari roda gigi seperti itu bekerja dengan lancar, secara bertahap, tingkat kebisingan berkurang dan kapasitas beban meningkat. Namun, karena susunan gigi cenderung, gaya aksial cenderung menggerakkan roda dengan poros di sepanjang sumbu, oleh karena itu, ketika merakit roda gigi heliks, diperlukan fiksasi aksial dari poros;
- gigi chevron silinder adalah roda, mahkota yang terdiri dari bagian bergantian gigi kiri dan kanan. Dengan pengaturan seperti itu, gaya aksial tidak ada, yang memastikan transfer kekuatan yang sangat besar;
- gearing internal transmisi silinder. Permukaan roda gigi dari gear ini terletak satu di dalam yang lain, dan roda berputar dalam satu arah.
Sebelum memasang roda gigi silinder periksa pemukulannya, yaitu konsentrisitas profil gigi relatif terhadap diameter lubang. Untuk melakukan ini, roda gigi dipasang pada mandrel yang dipasang dengan kaku, di antara gigi-gigi Anda setel kaliber silindris, di mana diletakkan kaki indikator, dan catat pembacaannya. Putar mandrel, geser pengukur melalui dua atau tiga gigi dan rekam ulang bacaan, lanjutkan dengan cara ini sampai rotasi penuh mandrel, lalu dari semua bacaan pilih yang terbesar dan terkecil. Jika penyimpangan yang diterima tidak melebihi yang diizinkan (sesuai dengan data teknis untuk mekanisme tertentu), maka roda diizinkan untuk dirakit.
Perakitan roda gigi pacu terdiri dari operasi teknologi berikut:
- persiapan dan verifikasi unit yang dikumpulkan. Gear ring gears harus diproses, diperiksa untuk pemukulan, dicuci, dikeringkan, mereka tidak boleh cacat dalam bentuk torehan, Gerinda, Gerinda;
- perakitan roda gigi, tentu saja, jika roda dilipat. Mereka biasanya terdiri dari hub, yang terbuat dari baja atau besi cor, dan mahkota gigi (baja bermutu tinggi atau textolite). Mahkota ditekan ke cakram hub dan diperbaiki baik dengan pengelasan atau dengan bantuan sumbat, yang disekrupkan ke lubang yang dibor khusus dengan benang pada mahkota dan cakram hub;
- pemasangan dan pengikat roda gigi pada poros. Roda gigi diletakkan pada poros, dan posisinya ditetapkan dengan kunci, splines atau baut;
- pemasangan poros dengan roda gigi di bantalan rumah;
- Penyesuaian pertunangan gigi pada sepasang roda terpisah dan transmisi secara keseluruhan. Untuk menyesuaikan periksa kualitas gearing pada cat. Gigi dengan diameter roda yang lebih kecil ditutupi dengan lapisan cat tipis dan gulir beberapa gigi satu putaran dan kembali. Dengan pengait yang tepat, bintik-bintik cat pada roda kembar harus terletak di bagian tengah permukaan samping gigi dan menempati setidaknya 50-60% permukaan gigi dengan tinggi dan setidaknya 70-90% panjangnya. Jika bintik-bintik itu dipindahkan sepanjang permukaan, maka sumbu poros miring. Perpindahan tempat-tempat yang tingginya lebih dekat ke tangkai gigi menunjukkan penurunan jarak pusat-ke-pusat dari poros, dan lebih dekat ke kepala gigi, peningkatan jarak dari pusat ke pusat.
Roda gigi bevel adalah bagian integral dari roda gigi di mana sumbu poros berpotongan pada sudut tertentu (yang paling umum adalah 90 °). Bentuk gigi bevel gear bisa lurus, miring, dan bulat. Roda dengan gigi miring dan bundar digunakan pada roda gigi yang mengalami beban berat dan kecepatan poros yang tinggi (misalnya, ketika mentransmisikan rotasi dari gearbox ke gandar belakang mobil).
Teknik untuk memasang dan mengamankan roda pada roda gigi bevel mirip dengan teknik memasang dan mengamankan roda gigi silinder. Tetapi ketika merakit roda gigi bevel, harus diingat bahwa persneling roda benar ketika kedua roda diatur sedemikian rupa sehingga konstituen dari kerucut awal (I - I dan II - II) cocok, dan perkiraan pusat kerucut (O dan O1) bertepatan ( Gbr. 63).
Fig. 63. Bevel gear.
Sebelum memasang poros dengan roda berbentuk kerucut, periksa kebenaran posisi relatif dari kapak tempat duduknya, untuk mana dua mandrel yang berada di tengah lubang dipasang pada kursi: jika probe memasuki celah di antara mereka secara bebas, susunan kapak benar.
Pengoperasian bevel gear yang normal hanya dimungkinkan jika ada celah lateral antara gigi-roda dari roda kawin.
Ukuran celah berbeda untuk setiap jenis mekanisme dan berada dalam kisaran 0,08-0,20 mm. Ukur jumlah clearance samping yang dapat diperiksa, jika roda memiliki akses bebas. Tetapi kontrol dengan bantuan pelat timah lebih umum: pelat timah dilewatkan di antara gigi roda kawin dan roda diputar. Ulangi operasi di beberapa tempat dengan jarak yang sama di sekitar keliling, setiap kali menggunakan piring baru.
Sebuah mikrometer (lihat Gambar 1, b) mengukur ketebalan masing-masing pelat cacat; ukuran celah didefinisikan sebagai rata-rata aritmatika dari pengukuran yang diperoleh.
Jika jarak bebas aktual tidak sesuai dengan nilai yang disyaratkan, ukurannya disesuaikan, di mana salah satu roda digerakkan ke arah puncak kerucut yang dimaksudkan untuk mengurangi jarak bebas, atau dari sana untuk meningkatkannya. Dan untuk memperbaiki posisi baru roda gigi bevel, gasket dipasang di bawah permukaan bantalan mereka.
Gigi bevel bergigi rakitan diperiksa untuk kualitas persneling (memeriksa cat sama dengan memeriksa roda gigi silinder), untuk tingkat kebisingan (pada tingkat transmisi tinggi mereka terbakar dalam mode lambat), untuk gesekan (jika pelumas tidak terlalu panas, maka gesekan pada antarmuka normal).
Roda gigi cacing digunakan jika sumbu geometrik poros berpotongan satu sama lain, biasanya pada sudut 90 °.
Gear cacing terdiri dari cacing dan roda cacing. Pada saat yang sama, cacing tersebut dapat berbentuk silinder lurus (1-2 gigi dari roda cacing secara bersamaan terlibat dengannya) - atau cekung globoid (5-6 gigi secara bersamaan bergerak di sini, sebagai akibatnya mereka secara signifikan unggul dari gigi cacing silinder) dan efisiensi). Ketika merakit roda gigi cacing, pertama-tama, bantalannya dipasang di rumah mekanisme, dan sudah ada di dalamnya - poros tempat cacing dan roda cacing dipasang.
Sebelum pengikatan terakhir dari unit roda gigi, periksa kebenaran kait gigi pada cat: dalam hal ini, tutup permukaan sekrup cacing dengan lapisan tipis cat, kemudian putar perlahan (Gbr. 64).
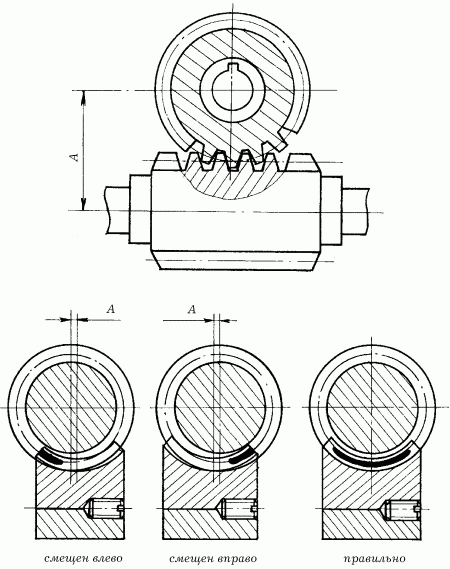
Fig. 64. Kontrol kebenaran gearing gear cacing.
Dengan keterlibatan yang tepat, cat harus menutupi permukaan sisi gigi roda cacing dengan panjang dan tinggi setidaknya 50-60% (di bagian tengah).
Anda dapat menyesuaikan roda gigi roda gigi cacing dengan memilih ketebalan yang tepat dari paking kanan atau kiri di bawah flens roda roda roda cacing (untuk kenyamanan, mereka dibuat dalam bentuk setengah-cincin, jadi memasang mereka tidak perlu membongkar perakitan, cukup longgarkan sekrup set). Di banyak roda gigi jenis ini, cangkir bantalan tempat cacing dipasang berulir, sehingga penyesuaian roda gigi dapat dilakukan dengan memutar mur, menggerakkannya bersama dengan roda roda gigi di sepanjang sumbu.
Dari buku: Korshever N. G. Bekerja pada logam