Bendra informacija ir įrankių klasifikacija. „Gears“
„Gears“
Konstrukcijos
Pavarų keitimas ir remontas
Metodai, naudojant krastų remonto įrankius
„Gears“
Dėvėti ir suremontuoti įrankiai
Nuorodos
1. ĮRENGINIAI
1.1 Konstrukcijos
Pavaros naudojamos beveik visuose mechanizmuose, kuriuose įrengtos metalurgijos dirbtuvės (kranai ir liftai, ritininiai stalai, gervės mesti įrenginiai, malūnų pavaros ir kt.)
Pagrindinės pavarų dalys yra krumpliaračiai (įrankiai). Jie padeda sukti rotaciją iš vieno veleno į kitą, kai velenai nėra toje pačioje ašyje.
Priklausomai nuo velenų santykinės padėties, naudojami pavaros: cilindriniai, kūginiai ir spiraliniai.
Cilindrinis pavarų dėžė padeda sukti rotaciją iš vieno lygiagrečiojo veleno (1 pav., A).
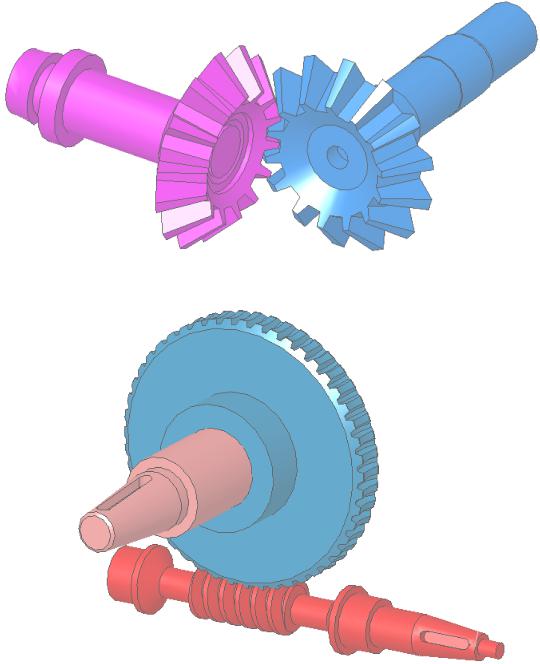
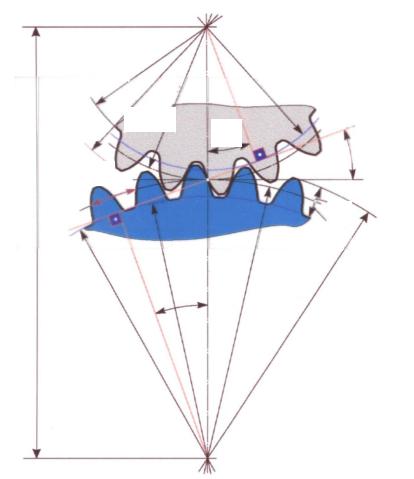
Kūginė pavarų dėžė paverčia sukimąsi iš veleno į veleną, esantį su ašių susikirtimo tašku (1.6 pav.).
Sraigtinė pavara naudojama rotacijai iš veleno perkelti į veleną, esančią su susikertančiomis, bet ne susikertančiomis ašimis (1 pav., C).
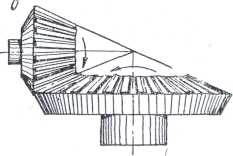
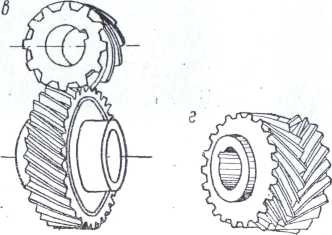
Fig. 1. Pavaros: a - cilindrinis: b - kūginis: įsukamas: g-chevron pavara.
Reduktorius ir rake yra naudojami sukimosi judesiui konvertuoti palaipsniui
Cilindrinių ratų dantys gali būti tiesūs (1 pav., A ir b), įstrižai ir chevronai (Kalėdos). 1,
„Chevron“ pavara susideda iš dviejų pavarų, sujungtų su įstrižais dantimis.
Kai įjungiami pavaros ratai su tiesiais dantimis, tuo pačiu metu įjungiami vienas ar du dantys, dėl kurių perkėlimo darbas yra kartu su kai kuriais nuleidimais.
Sklandžiau pavarų perjungimas pasiekiamas naudojant įstrižus ar žiedinius dantis, nes padidėja sužadinimo dantų skaičius.
Pavarų ratai yra pagaminti iš plieno kaltų, plieno liejinių ir valcuotų gaminių arba iš geležies liejinių. Kritiniams įrankiams (pvz., Kėlimo mašinoms) neleidžiama naudoti ketaus pavarų.
Žvejybos įrankių klasifikacija. Atsižvelgiant į pavaros paskirtį, dantų tipą ir sukimosi greitį, pavaros skirstomos į keturias pavarų tikslumo klases pagal gamybos ir surinkimo nuokrypius (119 lentelė).
1 lentelė. Žvejybos įrankių klasifikavimas
|
Leidžiama |
||||
|
Žvejybos įrankio tipas |
rajono greitis |
Pastaba |
||
|
augimas, m / s |
||||
|
Cilindrinis |
Taikykite ten, kur tikslumas |
|||
|
ir lygumas nėra |
||||
|
vertybių ir |
||||
|
Kūginis |
rankinis ir neįkrautas |
|||
|
pavarų |
||||
|
Cilindrinis |
||||
|
Kūginis |
||||
|
Cilindrinis " |
||||
|
Kūginis |
||||
|
Cilindrinis |
1 Su didelių reikalavimų |
|||
|
1 sklandus perdavimas |
||||
|
Kūginis |
ir skaičiavimas |
|||
|
mechanizmus |
Pavarų dėžės yra atviros, atviros ir uždarytos.
Atviras vadinamas perdavimas, neturintis alyvos vonios korpuso; tokie įrankiai yra sutepami tepalu. Paprastai šios pavaros yra mažos spartos ir dažniausiai naudojamos paprastose mašinose ir mechanizmuose.
Pusiau atviri įrankiai skiriasi nuo atvirų pavarų, kai yra talpykla skysto aliejaus vonelei.
Uždaras skambučių perdavimas, kuris kartu su guoliais yra sumontuotas specialiuose korpusuose.
Pavarų dėžės pavaros yra suteptos įvairiais būdais:
1) pavarų perimetriniu greičiu virš 12–14 m / sek. Reaktyvumo metodas, kai į pavarų dėžės pavarų pradžios zoną tiekiamas purkštukas;
2) pavarų perjungimo greičiu žemiau 12 m / s - panardinant.
Tepdami įterpiant, reikia atsižvelgti į šiuos dalykus:
a) didesnė poros pavara turi būti panardinta į alyvą du ar tris kartus didesnį nei danties aukštis;
b) jei pavarų dėžė turi keletą etapų, alyvos lygis nustatomas atsižvelgiant į perdavimo greitį.
Pastaruoju atveju, b lygis (2 pav.) Leidžiamas, kai mažo greičio pavaros ratas sukasi mažu greičiu. Pavarų dėžėse su vidutinėmis ir didelėmis
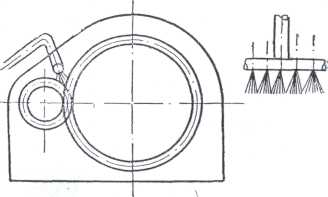
Fig. 2. Tepalo tepalas.
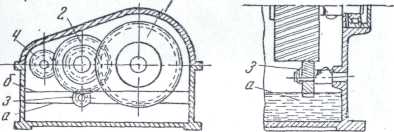
Fig. 3. Schemos tepimo įrankių panardinimas.
mažų ratų greitis, pastarieji yra panardinti į du ar tris kartus didesnio rato danties aukštį, o alyva pilama į a lygį. pirmojo etapo tepimas padėkite papildomą pavarų dėžę 3 su siauru dančiu, kuris tiekia tepalą į darbaratį.
Į pavarų dėžę įpilto alyvos klampumas pasirenkamas atsižvelgiant į greitį ir apkrovą - paprastai nuo 4 iki 12 ° E temperatūroje, nustatančioje 50 ° C klampumą. Taip pat atsižvelgiama į temperatūros sąlygas, kuriomis veikia įrenginys; esant aukštesnėms temperatūroms, esant žemesnei vertei naudojama mažesnės klampumo alyva.
Atviri įrankiai paprastai tepami tepalu (tepalu, konstantu ir pan.).
Kad būtų išvengta alyvos nuotėkio ir dulkių pavarų dėžėje, reikia užtikrinti, kad guoliuose ir kartu su pavarų dėžės linija būtų pateikti sandarinimo tarpikliai (brėžiniai).
Dėvėti ir suremontuoti įrankiai
Pavarų dėžės nepavyksta dėl dviejų pagrindinių priežasčių: dantų susidėvėjimas ir jų gedimai.
Dažniausiai susidėvėjimas susidaro dėl: 1) nepilno sukibimo ir 2) padidėjusios trinties (laipsniškas nusidėvėjimas).
Pirmuoju atveju dėvėti daugiausia dėl prastos instaliacijos ir tinkamai sumontavus (griežtai laikantis radialinio atstumo) paprastai nėra. Tačiau radialinio tarpo pasikeitimas taip pat gali būti laikomas guolių korpusų vystymosi rezultatais, ir dėl guolių vystymosi gali būti padidėjęs radialinis tarpas arba sumažėja (veikimas).
Jei įdėklų apkrova yra perduodama į šonus, priešingai nei sukabinimas darbo metu, kai plėvelės yra sukurtos, galima padidinti radialinį atstumą.
Jei įdėklų apkrova perkeliama į kordono šoną (pvz., Krano slankiklių reduktoriuose, dirbant, kai plėvelė sukurta (šiame slankiklio įdėklų pavyzdyje), radialinis tarpas gali būti sumažintas.
Abiem atvejais po pamušalo keitimo atstatomas radialinis atstumas.
Palaipsniui didėjančios trinties susidėvėjimas priklauso nuo daugybės sąlygų, įskaitant medžiagos, iš kurios gaminamos pavaros, kietumą, terminį apdorojimą, tinkamą tepalo parinkimą, nepakankamą alyvos švarumą ir netinkamą keitimą, perkrovos perkrovimą ir pan.
Tinkamas montavimas ir gera priežiūra eksploatacijos metu yra pagrindinės ilgalaikės ir nepertraukiamos įrangos eksploatavimo sąlygos.
Pavarų dantų gedimai atsiranda dėl šių priežasčių: krumpliaračių perkrovimas, vienpusis (nuo vieno dantų galo) apkrova, dantų pjaustymas, nepastebėti įtrūkimai ruošinio medžiagoje ir mikrokrautai dėl blogai atlikto terminio apdorojimo, silpnas metalo atsparumas smūgiams (ypač dėl liejinių nesuskaitinimo) ir kaltiniai dirbiniai), padidėjęs sukrėtimas, smūgis tarp kietų daiktų dantų ir kt.
2.1 Pavarų keitimas ir remontas.

Fig. 4. Dantų taisymas atsuktuvais, po to suvirinimas
Paprastai įrankiai su nusidėvėjusiais ir skaldytais dantimis neturi būti taisomi, bet pakeičiami, ir rekomenduojama tuo pačiu metu pakeisti abu ratus. Tačiau, kai didelis ratas, esantis pavarų dėžėje, yra daug kartų didesnis už mažą ratą, mažas ratas turi būti pakeistas laiku, o tai greičiau nei per didelis nusidėvėjimas. Savalaikis mažo rato keitimas apsaugo didelį ratą nuo susidėvėjimo.
Krumpliaračių dantų susidėvėjimas neturėtų viršyti 10-20%: danties storis, skaičiuojant išilgai pradinio apskritimo lanko. Mažo atsako pavarose dantų susidėvėjimas leidžiamas iki 30% dantų storio, atsakingų mechanizmų pavarose jis yra daug mažesnis (pvz., Apkrovos mechanizmams dėvėjimas neturi viršyti 15%: dantų storis, ir krano kėlimo mechanizmų, transportuojančių skystą ir karštą metalą, ratai) iki 10% “)
Pavaros su cementuotais dantimis turėtų būti pakeistos, kai cementavimo sluoksnis yra nešiojamas daugiau kaip 80% 1 storio, o taip pat kai krekingo, smulkina ar nulupia cementuotą sluoksnį.
Jei dantys pertrauka, bet ne daugiau kaip du iš eilės ne itin svarbiais įrankiais (pvz., Krano judėjimo mechanizmai), jie gali būti atkurti taip: skaldyti dantys išpjauti į žemę, du arba trys skylės yra išgręžtos per danties plotį, o siūlai supjaustomi į juos, jie sudaro smeiges ir įsukia juos į paruoštas skyles, suvirina smeiges prie pavaros ir suvirina metalą naudojant elektrinį suvirinimą, suteikdami jam danties formą, pavarų pjovimo, frezavimo ar obliavimo mašiną arba perduodant pridėti suvirinimo metalo dantų formą ir po to iš naujo su profilis konjugato patikrinti sankabos gabalas, šabloną.
Dantų atkūrimo seka suvirinimo būdu parodyta Fig. 298.
Siekiant palengvinti L-retų ir didelių modulių dantų apdorojimo procesą, rekomenduojama juos suvirinti
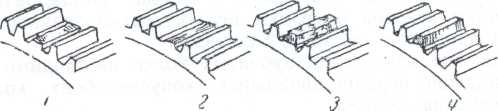
Fig. 5. Operacijų seka suvirinant dantis:
1 - skaldytas dantis; 2) nupjauto danties vieta; 3 - suvirinimo dantis ant kulnų; 4 apdorotas (pjaustytas) dantis.
vario modelis (299 pav.), kurio panaudojimas grindžiamas tuo, kad vario modelis, turintis pavarų dantų formos, sudaro danties kraštus. Suvirinant, dėl didelio vario šiluminio laidumo, metalas nėra suvirintas prie šablono ir po paviršiaus padengimo lengvai nuimamas štampas, o suvirintas metalas yra formuojamas dantis.
![]()
Fig. 6. Dantų suvirinimo metodas:
1 - remonto įrankiai;
2 - suvirinimo dantis; 3 - vario modelis.
Paviršius būtinai turi būti atliekamas naudojant aukštos kokybės (storo tepalo) prekės ženklo elektrodus. Po paviršiaus dengimo pageidautina.
Ypač svarbiems mechanizmams (pvz., Kranų kėlimo mechanizmams) dantų danga (taisymas) neleidžiama, tokiais atvejais pavaros ratai turi būti pakeisti naujais.
Nereguliuokite įvairių rūšių dantų su atsuktuvais be suvirinimo arba į griovelį, nes jie yra nepatikimi ir neužtikrina normalios įrangos veikimo.
Pavaros su sprogiuoju ratlankiu paprastai yra taisomos lankinio suvirinimo būdu, kuriant suvirinimo technologiją taip, kad suvirinimo dėka papildomų įtempių nesukelia įtrūkimų kitose ratų dalyse (rekomenduojama, kad visas įrankis būtų šildomas iki karšto, ir po suvirinimo).
Pavaros su įtrūkimu stebulės centre yra pataisytos, nukreipiant ant plieninės petnešos, specialiai suklastotos arba liejamos ir apdirbtos ant mašinos, šildomos iki 300-400 ° C.
Pakeistos ypač svarbių pavarų (pvz., Krano kėlimo mechanizmų), turinčių įtrūkimų „bode“, stipinai ir stebulė; neleidžiama taisyti suvirinimo ar kito metodo.
Dideliu greičiu besisukantys krumpliaračiai, taip pat didelio skersmens įrankiai vidutiniu greičiu turi būti statomi subalansuoti.
2.2 Greičio remonto įrankių metodai
Greitojo remonto įrankiai, taip pat kiti įrenginiai, pagal. jo technika turi būti mazgas.
Kai greitojo mazgo remonto darbai pakeičia atskirus įrankius ar įrankius: neatliekami, jie pakeičiami iš anksto surinktais mazgais, ir, kaip nurodyta anksčiau, svarstant mazgų tipus kaip remonto ir montavimo įrenginius gali būti trys:
dideli mazgai, kurie apima ginčijamus atvejus
(pvz., pavarų dėžių korpusai) ir visas jų komplektas, sumontuotas šiuose korpusuose;
tarpusavyje sujungtų grupių, padedančių perduoti atskirus mazgus (pavyzdžiui, velenus, poz. /, 2, 3, kartu su tais; dalys, sumontuotos ant jų);
atskiri mazgai, kuriuose yra įrankiai.
Priklausomai nuo specifinių šio remonto būdų, darbo organizavimo plane yra priimtas vienas iš nurodytų mazgų remonto tipų.
Labiausiai kokybiškas yra greitas remontas, atliekamas pakeičiant atskirus didelius mazgus - pavarų dėžes.
Tačiau šiuo atveju būtina, kad, pirma, išmontuojamos ir permontuojamos pavarų dėžės turėtų būti pakeičiamos, o antra, atitinkama takelažo įranga turėtų būti parengta iš anksto.
Pavarų dėžių tipavimas, t. Y. Tam tikros dirbtuvės ar visos įmonės patvirtinimas tam tikrų tipų ir dydžių keičiamoms pavarų dėžėms yra svarbiausia priemonė, užtikrinanti greitą ir kokybišką remontą.
Nuorodos
Sunkiųjų mašinų surinkimo mašinos / B.V. Fedorovas, V.A. Vavulenko ir kt., 2-asis red., M.: Mash-e, 1987.
Technologų-mašinų kūrėjo vadovas: 2 tonomis, redagavo AG Kosilova M.: Mash-e, 1985.
Metalo pjovimo staklės. Mokymas Techninių kolegijų vadovas. N.S. Kolev ir kiti Maskva: Mash-ie, 1980 m.
Skhirtladze AG, Novikov V.Yu., Tulaev Yu.I. Mašinų gamybos technologinė įranga. Mokymas Nauda. M .: Leidykla "Stankin", 1997.
Panašūs esė:
Variklio pasirinkimas, kinematinis skaičiavimas ir pavaros grandinė. Reduktoriaus ir pavaros būgno velenų sukimosi greitis ir kampinis greitis. Skaičiavimo pavara. Dantų atsparumas lenkimo įtempiams. Veleno sukimo momento apskaičiavimas.
Žvejybos įrankių klasifikavimas eksploatavimo tikslais. Tvirtinimo įrankių tolerancijos sistema. Žvejybos įrankių ir įrankių valdymo metodai ir priemonės. Prietaisai, skirti valdyti pavaros pavaras, taikomi jų naudojimo būdai.
Pavaros įrenginio eksploatacijos trukmės apskaičiavimas. Variklio pasirinkimas, kinematinis pavaros skaičiavimas. Medžiagų pavarų pasirinkimas. Leistinų įtempių nustatymas. Uždaros kūginės pavaros skaičiavimas. Jėgos nustatymas uždarose pavarose.
Cilindrinės dviejų pakopų pavarų dėžės konstrukcijos tyrimas, bendro ir jungiamojo matmens matavimas. Pavarų parametrų nustatymas. Leistinos apkrovos apskaičiavimas pagal sąlygas, užtikrinančias pavaros kontakto patvarumą.
Spur pavarų dėžės konstrukcija. Variklio variklio pasirinkimas. Numatomas lenkimo įtempimas pavojingoje pavarų danties dalyje. Konstrukciniai įrankių ir kėbulo elementų matmenys. Pagrindiniai pavarų poros parametrai. Apytikslis velenų skaičiavimas.
Kinematinis galios skaičiavimas. Pavaros veleno galios nustatymas. Variklio veleno galios nustatymas. Pavaros veleno greičio nustatymas. Uždarytų cilindrinių pavarų skaičiavimas.
Sukamieji svirtiniai mechanizmai naudojami sukimosi arba transliacijos judesiui paversti bet kokiu judesiu su reikiamais parametrais. Trintis - keisti sukimosi judesio greitį arba paversti rotaciją į transliaciją.
Teorinių pjovimo įrankių pamatų tyrimas, naudojant pavarų dėžę. Ratų profilių konstrukcija naudojant prietaisą. Cilindrinio rato dantų frezavimas. Dantų forma, priklausomai nuo nuokrypio. Bėgio padėtis rato atžvilgiu.
Kinematinis pavaros diržas. Kinematinis elektros variklio skaičiavimas. Elektros variklio reikalingos galios nustatymas, ašių kinematinių skaičiavimų rezultatai, variklio veleno kampinis greitis. Skaičiavimo pavara.
Pavaros mechanizmo išvaizdos aprašymas. Kinematinis skaičiavimas. Transmisijos geometrijos ir jos detalių apskaičiavimas. Galios skaičiavimo mechanizmas. Apkrovos skaičiavimas stiprumui, vieno iš mechanizmo velenų stiprumas. Statybinių medžiagų pasirinkimas.
Numatomos variklio galios nustatymas, pavaros perdavimo pavara. Variklio velenų ir sukimo momentų perduodamos galios apskaičiavimas. Mažo greičio ir kūginių krumpliaračių, veleno guolių statinio apkrovos projektinis skaičiavimas.
Trijų pakopų cilindrinės pavarų dėžės projektavimo metodas. Leistinų įtempių nustatymo procedūra. 3 greičių pavarų dėžės, tarpinių velenų ir jų guolių skaičiavimo ypatybės. Pagrindinių sąnarių stiprumo tikrinimo ypatumai.
Planetinių įrankių pranašumai ir trūkumai, palyginti su įprastiniais, yra apimties. Planetinių įrankių veikimo principas ir pagrindiniai ryšiai. Bangų įrankiai, projektavimo schema, veikimo principas, bangų perdavimo privalumai ir trūkumai.
Cilindrinių sraigtinių pavarų parametrai. Žvejybos įrankių dizainas ir medžiagos, jų dydis ir forma. Kūginiai reduktoriai ir jų geometriniai skaičiavimai. Sliekinių pavarų projektavimas ir skaičiavimas. Pagrindiniai kirminų įrankių privalumai ir trūkumai.
Kirmino pavaros projektavimas. Cilindrinės pavaros konstrukcija. Greičio pavarų dėžės skaičiavimas. Tiksliosios pavaros ir kirminai. Pavarų, kirminų paviršių formos ir vietos tolerancijos. Konstrukciniai veleno elementai.
Elektrinio variklio perdavimo ir atrankos kinematinis skaičiavimas. Cilindrinės pavaros apskaičiavimas. Apytikslis velenų skaičiavimas. Pagrindinių pavarų dėžės matmenų apskaičiavimas. Guolių ir movų pasirinkimas. Pavarų tepalo ir guolių pasirinkimas.
PERDAVIMAS
P ir l iki c ir u
1. Bendra informacija.
2. Žvejybos įrankių klasifikacija.
3. Pavarų geometriniai parametrai.
4. Parametrų konvertavimo tikslumas.
5. Dinaminiai reduktorių santykiai.
6. Ratų konstrukcija. Medžiagos ir leistini įtempiai.
1. Bendra informacija
Pavarų traukinysAr mechanizmas, perjungiantis pavarą, persiunčia arba transformuoja judesį, keičiant kampinius greičius ir momentus. Pavarų traukinį sudaro ratai su dantimis, kurie tarpusavyje sujungiami, sudarantys eilę nuoseklių mechanizmų.
Krumpliaračiai naudojami sukimosi judėjimui konvertuoti ir perkelti tarp velenų su lygiagrečiomis, susikertančiomis ar susikertančiomis ašimis, taip pat rotacijos judesiui paversti į transliaciją ir atvirkščiai.
Žvejybos įrankių privalumai:
1. Pavaros santykio pastovumasi.
2. Darbo patikimumas ir ilgaamžiškumas.
3. Kompaktiškumas.
4. Didelis perduodamų greičių diapazonas.
5. Žemas slėgis ant velenų.
6. Didelis efektyvumas.
7. Lengva priežiūra.
Pavarų trūkumai:
1. Didelio tikslumo gamybos ir montavimo poreikis.
2. Triukšmas dideliu greičiu.
3. Neįmanoma be galo keisti perdavimo koeficientą
sesijos i.
2. Žvejybos įrankių klasifikacija
Mechaninėse sistemose naudojamos pavaros yra įvairios. Jie naudojami mažinant ir padidinant kampinį greitį.
Žvejybos įrankių konverterių dizainų klasifikavimas perduoda tris būdus:
1. Pagal dantų priskyrimo tipą. Techniniuose įrenginiuose naudojamos transmisijos su išoriniu (5.1 pav., A), su vidine (5.1 pav., B) ir stovo (5.1 pav., C) pavara.
Perdavimas su išoriniu krumpliaračiu naudojamas sukimosi judesiui keisti, keičiant judėjimo kryptį. Pavaros santykis svyruoja nuo –0,1 i –10. Vidaus pavarų dėžė naudojama tuo atveju, jei reikia keisti sukimosi judesį ir išsaugoti kryptį. Palyginti su išoriniu pavarų dėže, transmisija turi mažesnius bendruosius matmenis, didesnį persidengimo koeficientą ir didesnį stiprumą, tačiau sunkiau jį gaminti. Pavarų perjungimas naudojamas keičiant sukamuosius judesius į vertimą ir atgal.
2 Pagal abipusį veleno ašių išdėstymą atskirti perdavimo cilindrinius ratus su lygiagrečiomis ašių ašimis (5.1 pav., \\ ta ), kūginiai ratai su susikertančiomis ašimis (5.2 pav.), ratai su susikertančiomis ašimis (5.3 pav.). Pavaros su kūginėmis pavaromis turi mažesnį pavaros santykį (1/6i 6) sunkiau gaminti ir eksploatuoti, turi papildomų ašių apkrovų. Sraigtiniai ratai dirba su didesniu slydimu, dėvėti greičiau, turi mažą apkrovą. Šios pavaros gali suteikti skirtingus pavarų santykius tiems patiems ratų skersmenims.
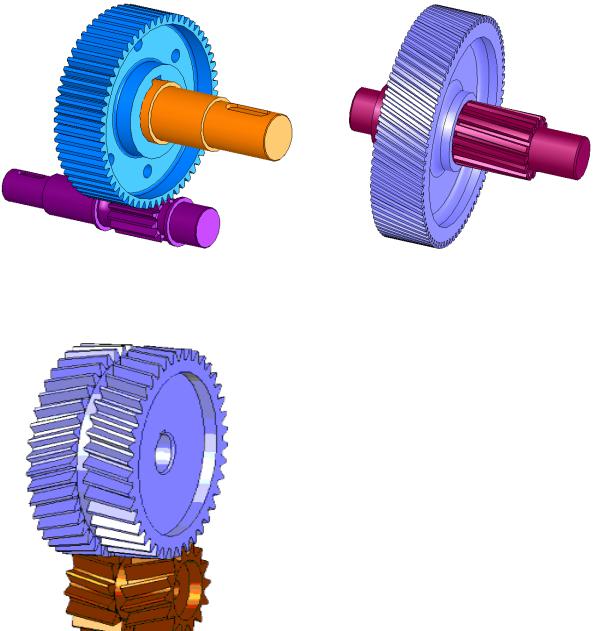
3 Pagal dantų vietą, palyginti su ratlankiu, kuris sudaro ratlankį
yra cilindrinės pavaros (5.4 pav., a), sraigtinės pavaros (5.4 pav., b), chevronas (5.5 pav.) ir apvalūs dantys.
Sraigtiniai krumpliaračiai yra dideli |
||||
shuya įsitraukimo lygumas, mažiau |
||||
technologiškai | lygiaverčiai |
|||
kyla, bet atsiranda perdavimas |
||||
papildomai | apkrova. |
|||
Dviguba sraigtinė pavara | skaitiklis |
|||
pakreipti dantys (chevron) |
||||
cha turi visus sraigtinius privalumus |
||||
ir subalansuotos ašinės jėgos. Bet |
||||
pervedimą šiek tiek sunkiau padaryti |
||||
lenia ir montavimas. Kreivinė |
||||
dantys dažniausiai naudojami arkliams |
||||
pavarų | sustiprinti |
|||
apkrova | lygumas |
|||
dirbti dideliu greičiu. |
||||
3. Žvejybos įrankių geometriniai parametrai
Į pagrindiniai pavarų ratų geometriniai parametrai (5.6 pav.): Dantų pikisP t, mod m (m = P t /), dantų Z skaičius, skersmens apskritimo skersmuo d, dantų dalijimo galvutės aukštis h, dantų dalijimo kojos aukštis h f, smailių ir tuščiavidurių apskritimų skersmuo d a ir df, pavaros aukščio plotis.
df 1 | db 1 | |||
dw 1 (d1) | ||||
da 1 | ||||
df 2 | dw 2 (d2) | da 2 |
||
db 2 | ||||
Skersmens apskritimo skersmuo d = mZ. Ratlankio dantis yra padalintas į pikio galvutę ir pikio koją, kurios dydžio santykį lemia santykinė rato ir įrankio tuščioji padėtis pjaustant dantis.
Kai nulinis pradinio kontūro poslinkis, skiriamojo galvutės aukštis ir rato danties kojos atitinka pradinio kontūro aukštį, t.
ha = h a * m; hf = (h a * + c *) m,
kur h a * yra danties galvutės aukščio koeficientas, c * yra radialinis koeficientas
Ratai su išoriniais dantimis - apskritimo viršūnių skersmuo
da = d + 2 ha = (Z + 2 h a *) m.
Tuščių skersmuo
df = d –2 hf = (Z –2 h a * –2 c *) m.
Kai m ≥ 1 mmh, a * = 1, c * = 0,25, d a = (Z - 2,5) m.
Jei ratai su vidiniais dantimis, viršūnių ir dugnų apskritimai yra tokie:
da = d –2 ha = (Z – 2 h a *) m;
df = d + 2 hf = (Z + 2 val. * + 2 c *) m.
Ratuose, kurie yra nupjauti su nuokrypiu, viršutinių ir slėnių skersmenys nustatomi pagal sudėtingesnių priklausomybių nuokrypio koeficiento dydį.
Jei įsijungia du ratai, nukirpti be perstūmimo, tuomet jų pikio ratai palies, ty jie sutaps su pradiniais ratais. Įjungimo kampas šiuo atveju bus lygus pradinio kontūro profilio kampui, t. Y. Pradinės kojos ir galvutės sutaps su skiriamosiomis kojomis ir galvomis. Centrinis atstumas bus lygus padalijimo centro atstumui, nustatytam skilčių ratų skersmenimis:
aw = a = (d1 + d2) / 2 = m (Z1 + Z2) / 2.
Jei ratai pjaunami nuokrypiu, yra skirtumas tarp pradinio ir pikio skersmenų, t.y.
dw 1 d1; d w 2 d2; a w a; αw = α.
4. Parametrų konversijos tikslumas
Į pavarų dėžių veikimo metu teoriškai pastovus pavaros santykis nuolat keičiasi. Šiuos pokyčius lemia neišvengiamos dantų matmenų ir formos gamybos klaidos. Mažos jautrumo klaidoms įrankių gamybos problema sprendžiama dviem kryptimis:
a) specialių tipų profilių (pvz., valandinis pavarų perjungimas) naudojimas;
b) gamybos klaidų apribojimas.
Į skirtingai nuo paprastų dalių, tokių kaip velenai ir įvorės, krumpliaračiai yra sudėtingos dalys, o jų atskirų elementų veikimo klaidos ne tik daro įtaką dviejų atskirų dantų poravimui, bet taip pat turi įtakos pavarų dėžės dinamikai ir stiprumui bei tikslumui. sukimosi judesio perkėlimas ir transformavimas.
Žvejybos įrankių ir pavarų klaidos, priklausomai nuo jų poveikio perdavimo našumui, gali būti suskirstytos į keturias grupes:
1) klaidos, turinčios įtakos kinematiniam tikslumui, t.y., rotacijos judesio perdavimo ir transformacijos tikslumui;
2) klaidas, turinčias įtakos sklandžiam įrankio veikimui;
3) kontaktinių dantų dantų klaidos;
4) klaidos, dėl kurių pasikeitė šoninis klirensas ir paveikė mirties eigą.
Kiekvienoje iš šių grupių galima išskirti sudėtingas klaidas, kurios labiausiai apibūdina šią grupę ir elementus pagal elementus, iš dalies apibūdindamos perdavimo efektyvumo rodiklius.
Šis klaidų padalijimas į grupes yra standartų tolerancijoms ir įrankių nuokrypiams - GOST 1643–81 ir GOST 9178–81 - pagrindas.
Siekiant įvertinti transmisijos kinematinį tikslumą, sklandų sukimąsi, dantų kontaktines charakteristikas ir mirusį smūgį pagal nagrinėjamus standartus, nustatomi 12 laipsnių tikslumo gamybos įrankiai.
ir pavarų. Tikslumo laipsniai mažėjančia tvarka nurodomi skaičiais. 1–12. 1 ir 2 tikslumas pagal GOST 1643–81 m\u003e 1 mm ir pagal GOST 9178–81 0,1 Leidžiama naudoti pavarų dėžes ir pavaras, kurių klaidų grupės gali priklausyti nuo skirtingo tikslumo laipsnio. Tačiau daugybė skirtingų grupių klaidų, darančių įtaką perdavimo tikslumui, yra tarpusavyje susiję, todėl apribojimai taikomi tikslumo standartų deriniui. Taigi, lygumo standartai gali būti ne daugiau kaip du laipsniai tikslesni arba vienodo laipsnio griežtesni nei kinematinio tikslumo normos, o dantų kontakto greitis gali būti priskirtas bet kokiam tiksliau nei lygumo standartai. Tikslumo standartų derinys leidžia dizaineriui sukurti ekonomiškiausias transmisijas, tuo pačiu pasirenkant tokius atskirų rodiklių tikslumo laipsnius telefonai, atitinkantys šio perdavimo operacinius reikalavimus, o ne per didelės perdavimo sąnaudos. Tikslumo laipsnis priklauso nuo tikslų, ratų naudojimo srities ir dantų periferinio sukimosi greičio. Apsvarstykite išsamiau įrankių ir įrankių, kurie turi įtakos jų kokybei, klaidas. 5. Dinaminiai reduktorių santykiai Pavarų reduktoriai transformuoja ne tik judesio parametrus, bet ir apkrovos parametrus. Mechaninės energijos konvertavimo procese dalis galios P Tr, tiekiama į konverterio įvestį, yra skirta įveikti valcavimo ir slankiojo trinties kinematinėse pavarų porose. Dėl to sumažėja išėjimo galia. Įvertinti nuostolius galia naudojama efektyvumo samprata (EFFICIENCY), apibrėžiama kaip konverterio išėjimo galios ir jos įvesties maitinimo santykis, t.y. η = P / P in. Jei pavaros pavara konvertuoja sukimosi judesį, atitinkamai, įvesties ir išėjimo galia gali būti apibrėžta kaip Pažymėkite ωout / ωin i, o reikšmę Tout / Tin per i m, kurį mes vadiname momentų santykiu. Tada išraiška (5.3) užima formą η = i m Η vertė svyruoja nuo 0,94–0,96 ir priklauso nuo perdavimo tipo ir perduodamos apkrovos. Pavarų cilindrinei transmisijai efektyvumas gali būti nustatomas pagal priklausomybę η = 1 - cf π (1 / Z 1 + 1 / Z 2), kur c yra korekcijos koeficientas, kuriame atsižvelgiama į efektyvumo sumažėjimą, sumažinant perduodamą galią; 20T iš 292mZ 2 20T iš 17mZ 2 kur T o yra išėjimo momentas, H mm, f yra dantų trinties koeficientas. Norėdami nustatyti faktinę jėgos pavarą dantims, apsvarstykite roma yra apkrovos perskaičiavimo procesas (5.7 pav.). Leiskite važiavimo įvesties momentui T 1 nukreipti į 1 pavarą su pradinio apskritimo d w l skersmeniu, o varomojo rato 2 pasipriešinimo momentas T2 yra nukreiptas priešinga rato sukimui. Invertuojamoje pavaroje kontaktinis taškas visada yra linijoje, kuri yra įprasta įprastai kontaktiniams profiliams. Vadinasi, varančiojo rato dantiesF slėgio jėga ant verstinio danties bus nukreipta palei normalų. Perkeliame jėgą išilgai veiksmų linijos į saulės polių ir suskaidome į dvi dalis. Ft “ Ft “ Skambinama „F t“ liestine rajono jėga. Ji atlieka naudingą darbą, įveikdamas pasipriešinimo momentą T ir vairuodamas ratus. Jo vertę galima apskaičiuoti pagal formulę F t = 2T / d. Komponentas vertikaliai vadinamas radialinė jėgair žymimas F r. Ši darbo jėga nesukelia, ji sukuria tik papildomą apkrovą velenams ir transmisijos atramai. Nustatant abiejų jėgų dydį, galima nepaisyti trinties jėgų tarp dantų. Šiuo atveju tarp visų dantų ir jos komponentų slėgio jėgos yra šios priklausomybės: F n = F t / (cos α cos); F r = F t tg α / cos, kur α yra jungimo kampas. Sukabinimo ratų sujungimas turi nemažai dinamiškų trūkumų: ribotos persidengimo vertės, didelis triukšmas ir smūgiai dideliu greičiu. Siekiant sumažinti transmisijos dydį ir sumažinti darbo sklandumą, suktuvo pavara dažnai pakeičiama sraigtine pavara, kurios šoniniai profiliai yra besisukantys spiraliniai paviršiai. Spiralinėse pavarose bendra jėga F yra nukreipta statmenai dančiai. Ši jėga suskaidoma į dvi dalis: F t yra rato periferinė jėga, o F a - ašinė jėga, nukreipta išilgai rato geometrinės ašies; F a = F t tg β, kur yra danties polinkio kampas. Taigi, priešingai nei spurto pavara, trys tarpusavyje statmenos jėgos Fa, F r, F t, iš kurių tik Ft atlieka naudingą darbą, veikia spiraliniame prijungime. 6. Ratų konstrukcija. Medžiagos ir leistini įtempiai Ratų konstrukcija.Nagrinėjant pavarų projektavimo principus, pagrindinis tikslas - suvokti ratų formos ir pagrindinių parametrų nustatymo metodą pagal veikimo ir veikimo sąlygas. Šio tikslo pasiekimas yra įmanomas sprendžiant šias užduotis: a) optimalių ratų medžiagų parinkimas ir leistinų mechaninių charakteristikų nustatymas; b) ratų dydžių apskaičiavimas pagal sąlyčio ir lenkimo stiprumo sąlygas; c) pavarų projektavimas. Pavarų dėžės yra tipiški konverteriai, kuriems buvo sukurti gana daug pagrįstų konstrukcijos optimalių variantų. Pavaros konstrukcijos sintezės schemą galima pavaizduoti kaip trijų pagrindinių struktūrinių elementų: žiedo pavaros, stebulės ir centrinio disko derinį (5.9 pav.). Pavarų forma ir matmenys nustatomi priklausomai nuo dantų skaičiaus, modulio, veleno skersmens, taip pat nuo ratų gamybos medžiagos ir technologijos. Pav. 5.8 rodo pavarų mechanizmų modelių pavyzdžius. Ratų matmenys rekomenduojami atsižvelgiant į GOST 13733-77 nurodymus. Studentai, absolventai, jauni mokslininkai, kurie naudojasi žinių baze savo studijose ir darbe, jums bus labai dėkingi. Paskelbta adresu http://www.allbest.ru/ „Gears“ Įvadas krumpliaračio pavara Sparčiai plėtojant mokslą ir technologijas atsiranda naujų medžiagų, naujų technologinių sprendimų, leidžiančių sukurti visiškai naujus dizainus, tačiau pagrindinės metodologinės nuostatos lieka nepakitusios. XI amžiuje ypatingas dėmesys buvo skiriamas mašinų gamybos ir orlaivių statybos pramonei, todėl norėčiau pasikliauti šiais sektoriais naudojamais bendrosios paskirties elementais, būtent įrankiais. Apibendrinant, pateikiamas pavarų dėžės apibrėžimas, jų klasifikacijos, pavarų dėžių geometrinių parametrų skaičiavimo metodas. Šiame dokumente taip pat aprašytas pavarų dėžės priskyrimas, pateikiamos mechanizmų perdavimo charakteristikos. 1
.
Zoologijos sodasbchatoh ratą,
klasifikacija Pavara, pavara - pagrindinė pavaros dalis disko pavidalu su dantimis ant cilindrinio arba kūginio paviršiaus, kurio akys su kito įrankio dantimis. Mechanikos inžinerijoje įprasta skambinti mažu pavaros ratuku, turinčiu mažesnį dantų skaičių, ir didelį pavarą, vadinamą pavaros ratuku. Tačiau dažnai visi pavaros ratai vadinami pavaromis. Fig. 1. Pavarų ratas Dantų ratai paprastai naudojami kaip vežimėliai su skirtingais dantų skaičiais, kad būtų galima konvertuoti sukimo momentą ir velenų apsisukimų skaičių įėjime ir išėjime. Ratas, kuriam iš išorės tiekiamas sukimo momentas, yra vadinamas vairuotoju, o ratas, iš kurio atimamas momentas, yra varomas. Jei varančiojo rato skersmuo yra mažesnis, varomojo rato sukimo momentas padidėja dėl proporcingo sukimosi greičio sumažėjimo ir atvirkščiai. Pagal pavaros santykį sukimo momento padidėjimas sukels proporcingą varomosios pavaros sukimosi greičio sumažėjimą, o jų produktas, mechaninė galia, išliks nepakitęs. Šis santykis galioja tik idealiam atvejui, kuriame neatsižvelgiama į trinties nuostolius ir kitus realaus prietaiso tipiškus efektus. A) Skersinis danties profilis Ratų dantų profilis paprastai turi apgaubtą šoninę formą. Tačiau yra įrankių su dantų profilio apvalia forma (Novikovo pavara su viena ir dviem pavarų linijomis) ir cikloidiniais įrankiais. Be to, krumpliaračių mechanizmuose naudojami įrankiai su asimetriniais dantų profiliais. Pavarų parametrai: m - rato modulis. Įjungimo modulis yra vadinamas tiesiniu kiekiu p kartų mažesnis apskritimo kampas P arba pikio santykis tarp bet kokio koncentrinio rato rato p, tai yra, modulis - milimetrų skersmuo vienam dantims. Tamsūs ir lengvi ratai turi tą patį modulį. Svarbiausias standartizuotas parametras nustatomas pagal pavarų skaičiavimą. Kuo daugiau pakraunama, tuo didesnė modulio vertė. Visi geometriniai pavarų perjungimo parametrai išreiškiami per jo modulį: 1. Dantų modulis m=
=
.
2. Dantų aukštis h
=
2,25m.
3. Dantų galvutės aukštis h=
m.
4. Dantų aukštis h=
2,25m.
5. Piko apskritimo skersmuo d
=
mz.
6. apskritimo iškyšų skersmuo d=
d+
2
h =
d+
2m=
m(z+
2). 7. Skylučių apskritimo skersmuo
d = d + 2
h = d + 2
m = m (
z + 2).
8. Radialinis atstumas tarp poravimosi žiedų su=0,25t. 9. Centrinis atstumas a=
.
10. Dantų žingsnis p= pm.
11. Dantų storis S=
0,5p=
.
12. Gylis l=
0,5p=
.
13. Karūnėlių pavarų plotis (dantų ilgis) b?
(6…8).m 14. Stebulės skersmuo d?
(1,6…2)
d.
15. Stebulės ilgis l=
1,5
d.
16. Ratų storis d
?
(2,5…4) m.
17. Profilio kampas, jungimo kampas b =
b
=
20. 18. Piko skersmuo, pradinis skersmuo d =
d
=
mz.
19. Pagrindinis skersmuo.
d
=
d cos b Fig. 2 Pavarų parametrai Mechanikos inžinerijoje tam tikros pavaros rato modulio m vertės yra pritaikytos lengviau gaminti ir keisti įrankius, kurie yra sveikieji skaičiai arba skaičiai su dešimtainiais skaičiais: 0,5; 0,7; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5 ir tt iki 50. B) Dantų išilginė linija Pavaros yra klasifikuojamos priklausomai nuo danties išilginės linijos formos: sraigtinės pavaros, spiralinės pavaros, chevrono. B) Spur ratai Spur ratai - dažniausiai naudojamas įrankių tipas. Dantys išdėstyti radialinėse plokštumose, o abiejų pavarų dantų kontaktinė linija yra lygiagreti sukimosi ašiai. Tokiu atveju abiejų pavarų ašys taip pat turėtų būti lygiagrečios. Mažiausios sąnaudos yra ratlankiams, tačiau tuo pačiu metu tokių ratų sukimo momentas yra mažesnis nei spiraliniai ir sraigtiniai. C) sraigtinė pavara Sraigtiniai ratai yra patobulinta veržlių pavara. Jų dantys yra pasukti į sukimosi ašį ir sudaro formos spiralę. Privalumai: Tokių ratų įsitvirtinimas vyksta sklandžiau nei sparnų pavaros ir mažiau triukšmo; Kontaktinis plotas yra padidintas, palyginti su svirties pavara, taigi ir krumpliaračio poros perduodamas ribinis sukimo momentas taip pat yra didesnis. Dirbant sraigtine pavara, atsiranda mechaninė jėga, nukreipta palei ašį, todėl velenui pritvirtinti reikia naudoti atraminius guolius; Dantų trinties srities didinimas (dėl kurio atsiranda papildomas galios praradimas šildymui), kurį kompensuoja specialūs tepalai. Apskritai, sraigtiniai ratai naudojami mechanizmuose, kurie reikalauja didelės sukimo momento perdavimo dideliu greičiu arba turi griežtus triukšmo apribojimus. D) „Chevron“ ratai Šių ratų dantys gaminami „V“ raidės pavidalu (arba jie gaunami sujungiant du sraigtinius įrankius su dantų priešiniu išdėstymu). Pavarų dėžės, pagrįstos tokiais įrankiais, paprastai vadinamos „chevron“. „Chevron“ ratai išsprendžia ašinės jėgos problemą. Abiejų šių ratų pusių ašinės jėgos yra tarpusavyje kompensuojamos, todėl nereikia įrengti velenų ant traukos guolių. Tokiu atveju pavara savaime susilygina ašine kryptimi, todėl pavarų dėžėse su ratlankiais vienas iš velenų yra sumontuotas ant plūduriuojančių atramų (kaip taisyklė, ant guolių su trumpais cilindriniais voleliais). D) Pavarų ratai su vidine pavara Turint griežtus apribojimus, planetos mechanizmuose, pavarų siurbliuose su vidiniu pavarų dėže, cisternos bokštelio pavaroje naudojami ratai su vidiniu paviršiumi. Važiavimo ir varomųjų ratų sukimas atliekamas viena kryptimi. Tokioje transmisijoje yra mažiau trinties nuostolių, ty didesnio efektyvumo. E) Sektoriniai ratai Sektoriaus ratas yra bet kokio tipo įprastinio rato dalis. Šie ratai naudojami tais atvejais, kai jungties sukimasis nėra būtinas visiškam posūkiui, todėl galite sutaupyti savo matmenų. G) Ratai su apvaliais dantimis Perdavimas ant ratų su apskritais dantimis turi dar didesnį važiavimo našumą nei spiraliniai krumpliaračiai - didelė krumpliaračio apkrova, aukštas lygumas ir be triukšmo. Tačiau, taikant mažesnes, tokias pačias sąlygas, efektyvumą ir darbo išteklius, jos yra ribotos, todėl tokie ratai yra daug sunkiau gaminami. Juose esančių dantų linija yra spindulio apskritimas, pasirinktas konkrečioms reikmėms. Dantų kontaktiniai paviršiai atsiranda viename taške, kuris yra lygiagrečiai su ratų ašimis. 2. Hpavara, klasifikacija Pavarų dėžė yra mechanizmas arba mechaninės pavaros mechanizmo dalis, apimanti pavarų dėžes. Pavarų klasifikacija Dantų profilio forma: Involute; Apvalus (Novikovo perkėlimas); Cikloidinis. Pagal dantų tipą: Dantis; Spiralinis; Čevronas; Kreivinė; Magnetinis. Pagal abipusį velenų ašių išdėstymą: Su lygiagrečiomis ašimis (cilindriniai įrankiai su tiesiais, įstrižais ir chevroniniais dantimis); Su susikertančiomis ašimis - kūginės pavaros; Su persidengiančiomis ašimis. Pradinių paviršių forma: Cilindriniai; Kūginis; Globoidas; Pagal rato greitį: Lėtas judėjimas; Vidutinis greitis; Greitaeigiai kateriai. Pagal saugumo lygį: Atidaryti; Uždaryta. Pagal santykinį ratų sukimąsi ir dantų vietą: Vidinis pavarų perjungimas (ratų pasukimas viena kryptimi); Išorinis krumpliaračiai (ratų sukimas priešinga kryptimi). 3. Involute ir jo savybės Didžioji dauguma technikoje naudojamų įrankių turi įrankius su involiu profiliu. Inertinį kreivę dantų profilio formavimui pasiūlė L. Euler. Jis turi didelių pranašumų, palyginti su kitomis šiam tikslui naudojamomis kreivėmis - jis atitinka pagrindinį pavarų dėžės įstatymą, užtikrina pavaros santykio pastovumą, nejautrumą ašies tarpų netikslumui (kuris palengvina surinkimą), yra paprasčiausias ir technologiškai efektyviausias gamybos, lengvai standartizuojamas (kuris yra ypač svarbus tokiam įprastų įrankių, pavyzdžiui, pavarų). Intuityvus yra taško, priklausančio tiesiai linijai, kuri sukasi, neslenkant apskritimu, trajektorija. Ši linija vadinama generuojančia linija, o apskritimas, kuriuo jis sukasi, vadinamas pagrindiniu apskritimu (3a pav.). Fig. 3 (a, b). Involute yra tokios savybės, kurios naudojamos pavaros teorijoje: 1) tirpiklio formą lemia pagrindinio apskritimo spindulys; 2) bet kokiame taške normalus involutas yra liestinis pagrindiniam ratui. Normalaus tangencijos taškas su pagrindiniu apskritimu yra tirpiklio kreivumo centras atitinkamame taške; 3) to paties pagrindinio apskritimo evoliucija yra vienodos (vienodos) viena nuo kitos. Bet kurio taško, esančio involiuje, padėtį galima aiškiai apibūdinti apskritimo, ant kurio jis yra, skersmeniu, taip pat charakteristinius apsisukimo kampus: išlinkimo kampą (pažymėtą n), profilio kampą (b), involiują kampą - invb (3b pav.). 1b paveiksle parodyti šie kampai Y taškui, pasirinktinai pasirinktam involute, todėl jie turi atitinkamą indeksą: Н Y - besivystančio tirpiklio kampas iki y; B Y - profilio kampas taške Y; Inv Y yra involiuojamasis kampas taške Y (skersmens dY skersmuo). Tai reiškia, kad rodyklė rodo, kuriame apskritime aptariamas besivystantis taškas, todėl būdingi apskritimai naudoja aukščiau nurodytus indeksus. Pavyzdžiui: b a1 yra involiuojamo profilio kampas taške, esančiame ant pirmojo rato viršūnių apskritimo; invb - besisukantis kampas evoliuciniame taške, esančiame rato pikio perimetru ir tt 4. Išpavarų pjovimo operacijos Yra du iš esmės skirtingi pjovimo metodai: 1) kopijavimo metodas; 2) veikimo metodas. Pirmuoju atveju pavaros ertmė yra sumalama ant universalios frezavimo mašinos su formos diskais arba pirštų pjaustytuvais, kurių profilis atitinka ertmės profilį. Tada ruošinys pasukamas 360 ° / z kampu ir supjaustyti į kitą lovelį. Jis naudoja skiriamąją galvutę, taip pat yra pjaustytuvų rinkiniai, skirti diskams pjauti su kitu moduliu ir skirtingu dantų skaičiumi. Šis metodas yra neproduktyvus ir naudojamas mažos apimties ir individualiai gamybai. Antrasis valcavimo arba apvalinimo būdas gali būti atliekamas naudojant įrankių bėgį (šuką) pavarų pjovimo mašinoje; dolbyak ant pavaros formavimo mašinos arba kirminų frezavimo staklių frezavimo staklėse. Šis metodas yra labai produktyvus ir naudojamas masinei ir didelio masto gamybai. Tas pats įrankis gali supjaustyti ratus skirtingu dantų skaičiumi. Pjovimas naudojant įrankių bėgį imituoja stovo ir krumpliaračio pavarą, kai dantų profilis yra suformuotas kaip įrankių profilio nuoseklių padėčių apvalkalas, kurio pradinio kontūro kampas yra b = 20? Sujungimas tarp pjovimo įrankio ir pjaustyto rato vadinamas staklėmis. Mašinų gamyboje pradinis apskritimas visada sutampa su pikio apskritimu. Labiausiai produktyvus iš minėtų metodų yra pavarų frezavimas naudojant kirminų malūnus, kurie su ruošiniu pagal analogiją su kirminų pavara. Pjaustant dolbyak, jo judėjimas judesiu vyksta tuo pačiu metu. Tiesą sakant, tai yra ruošinio sujungimas su įrankių pavara - rammer. Šis metodas dažniausiai naudojamas pjaustant vidinius pavaros ratlankius. Visi svarstomi metodai naudojami cilindriniams ratams pjaustyti tiesiais ir įstrižais dantimis. 5. Dantų profilio pjovimas.Gearing Correction Pjaustant krumpliaratį, galima pjauti dantis, kuris pasireiškia danties piko storio sumažėjimu. Tai lemia pagrindinio (evoliucinio) dantų profilio pjovimą ir jų lankstumo sumažinimą. Dantų pjovimas įvyksta tada, kai aktyvioji prijungimo linija N2 peržengia teorinę prijungimo B, B2 liniją, nes bet kuris dantų profilio taškas (pavara), esantis už šios linijos, neatitinka pagrindinės pavaros teorijos (normalus N "N") , kuris laikomas tokiame profilyje kontaktiniame taške, nepraeis per prijungimo stulpą.) Apkarpymo pavojus yra labiau mažesnis ratas, nes „VuH2“<В2Н. Norint nustatyti minimalų poslinkio koeficientą xmin ir minimalų dantų skaičių, kuriam nenumatytas mažesnis kainų mažinimas, galima naudoti priklausomybę nuo pagrindinio dantų šoninio profilio ribinio taško L kreivio spindulio. Prisiminkite, kad taškas, kuris atskiria tirpiklį ir šoninio profilio pereinamąją dalį, vadinamas riba. Kaip žinoma, norint sukurti pagrindinį netinkamo danties profilį, naudojamas tirpiklis, kurio kreivio spindulys visada atitinka sąlygą p\u003e 0. Be to, involatas bus už pagrindinio apskritimo ribos ir jo pradžioje, kuris sutampa su pagrindiniu apskritimu, bus kreivio spindulys p = 0. Tai ribojimo atvejis, kai rato danties profilis gali būti ant NN jungimo linijos ir turi kreivio spindulį p = 0. Kai kuriais atvejais, lengvas dantų atlaisvinimas yra gana priimtinas, tai daroma siekiant pagerinti dantų sąlyčio sąlygas pradžioje (arba pabaigoje) ) gearing. Pavarų korekcija (iš lotynų kalbos. „Corrigo“ - teisinga, patobulinta), metodas, kuriuo siekiama pagerinti netvaraus krumpliaračio dantų formą. Pjaustant įrankius, pradinis standartinis gamybos bėgio kontūras yra nukreipiamas radialine kryptimi taip, kad jo pikio linija neprisiliestų prie rato aukščio. Tokiu atveju galite naudoti įprastą krumpliaračio ir krumpliaračio pjovimo įrankį (šuką, kirminų frezą ir kt.) Arba dolbyaki. Perdirbimo laidas mašininio darbo metodu (žr. „Pavarų pjovimas“) ,
ratus supjaustykite norimu pradinio kontūro poslinkiu. K. h. K. pasirodė kaip priemonė pašalinti nereikalingą dantų stiebo pjovimą ratuose su nedideliu dantų skaičiumi dėl įrankio netobulumo. Modernus K. h. kadangi jis turi platesnę reikšmę ir yra praktiškai išreikštas tyčiniu pradinio kontūro poslinkiu, kuris yra vienas pagrindinių pavarų ratų geometrinių parametrų. Nukrypimas nuo rato centro gali būti neigiamas arba teigiamas. Esant teigiamam dantų profilio poslinkiui, naudojami evoliuciniai plotai su dideliais kreivio spinduliais, kurie padidina dantų kontaktinį stiprumą, taip pat padidina jų lūžių stiprumą. K. h. - gali būti panaudotos gerinant abiejų ratų pavarų dėžės kokybę ir rato pavarą su bėgiais. Atitinkami nuokrypiai gali sumažinti dantų slydimą viena kitai, sumažinti nusidėvėjimą, sumažinti prilipimo riziką ir padidinti perdavimo efektyvumą. K. h. leidžia pakeisti centrinį atstumą pavaruose, todėl galima išspręsti keletą svarbių struktūrinių problemų. Pavyzdžiui, pavarų dėžėse planetiniai mechanizmai ir pan. Gali būti išdėstyti tarp dviejų transmisijos velenų, kuriuose tas pats ratas su ratais, turinčiais skirtingą dantų skaičių, arba taisant nestandartinius įrankius galima pakeisti standartiniais. Apskaičiuojant pataisytų nuorodų geometriją, naudokite nuokrypio koeficientą x, kuris yra lygus pradinio kontūro poslinkiui, padalytam iš pavaros modulio. Po paskyrimo x 1
už 1 ir x 2
antrajam ratui būtina atsižvelgti į ribojančias sąlygas: dantų kojos nuokrypio nebuvimą ar ribojimą; jokių trukdžių, t.y. dantų profilių tarpusavio susikirtimas per santykinį ratų judėjimą; gauti pakankamą persidengimo koeficientą, kuris patikimai užtikrina kito dantų poros įsitraukimą, kol ankstesnis išeis iš užduoties; jokio dantų aštrinimo, t.y. gauti pakankamą dantų storį viršuje. TSRS - patogus šių sąlygų apskaitos būdas, vadinamasis. blokavimo kontūrai - kreivės, sukonstruotos koordinatėmis x 1
ir x 2
.
Šie grafikai atspindi nurodytus apribojimus ir sudaro uždarą kilpą, apibrėžiančią leistinų x 1 ir 1 kombinacijų zoną x 2
. Kiekvienam ratų dantų skaičiaus deriniui ( Z 1
ir Z 2
) sukurti blokavimo grandinę. Jei nėra jokių specialių reikalavimų perkėlimui, x 1
ir x 2
leistinų verčių zonoje jie yra atrenkami pagal bendras rekomendacijas, kuriose atsižvelgiama į visų ryšių savybių pagerėjimą (vadinamosios universaliosios sistemos K. z. K.). Jei yra specialių reikalavimų dėl perkėlimo (pvz., Aukštas dantų stiprumas dėl lūžių ir tt) x 1
ir x 2
rinktis iš tos pačios sąlygos, kuri labiausiai atitinka šiuos reikalavimus (specialios sistemos K. z. k.). Išvada Pavarų dėžės yra racionaliausias ir įprastas mechaninių pavarų tipas. Jie naudojami perduoti galią - nuo nereikšmingai mažų iki dešimčių tūkstančių kW, perkeliant perimetrines pastangas iš gramų iki 10 Mn (1000 mc). Pagrindiniai krumpliaračių privalumai: žymiai mažesni nei kiti įrankiai; aukštas efektyvumas (nuostoliai tiksliose, gerai suteptose transmisijose 1-2%, ypač palankiomis sąlygomis, 0,5%); didelis patvarumas ir patikimumas; trūkumas; mažos apkrovos velenams. Įrankių trūkumai yra triukšmas darbe ir tikslios gamybos poreikis. Paprasčiausiai pavarų dėžę sudaro du ratai su dantimis, per kuriuos jie tarpusavyje sujungiami. Pavaros pavaros sukimas paverčiamas varomojo rato sukimu, paspaudžiant pirmojo danties antrojo danties dantis. Kuo mažesnė pavara, tuo didesnis ratas. Nuorodos 1. Ivanovas M.N. Mašinos dalys: aukštesniųjų mokinių vadovėlis. tech. tyrimus. institucijoms. M: Aukštesni. Sc., 1991 - 383 p. 2. Guzenkov P.G. Mašinos dalys. - M .: Aukštoji mokykla, 1982 m. - 504 p. 3. Kuklin N.G., Kuklina G.S., mašinų dalys. - M .: Aukštoji mokykla, 1984 - 310 c. 4. G.I. Roshchin, E.A. Samoilov, N.A. Alekseeva. Mašinų dalys ir projektavimo pagrindai: tyrimai. universitetams / red. G.I. Roshchinn ir E.A. Samoilov. - M .: Drofa, 2006. -415 p. Paskelbta „Allbest.ru“ Žvejybos įrankių klasifikavimas eksploatavimo tikslais. Tvirtinimo įrankių tolerancijos sistema. Žvejybos įrankių ir įrankių valdymo metodai ir priemonės. Prietaisai, skirti valdyti pavaros pavaras, taikomi jų naudojimo būdai. santrauka, pridėta 2009 m Pavarų mechanizmai, kuriuose judėjimas tarp jungčių perduodamas nuosekliai sujungiant dantis. Žvejybos įrankių klasifikacija. Perdavimo pavaros teorijos elementai. Geometriniai skaičiavimai, susiję su involiuojamomis sparnuotėmis. Žvejybos įrankių dizainas. pristatymas pridėtas 2014 m Žvejybos įrankių tipai. Cilindrinių pavarų išorinių pavarų parametrai. Dantų ėduonies tipai. Žvejybos įrankių skaičiavimo kriterijai. Pavarų medžiagų parinkimas ir terminio apdorojimo metodai. Leistinas įtempis esant didžiausiam apkrovimui paskaitų eiga, pridėta 2011-04-15 Cilindrinių sraigtinių pavarų parametrai. Žvejybos įrankių dizainas ir medžiagos, jų dydis ir forma. Kūginiai reduktoriai ir jų geometriniai skaičiavimai. Sliekinių pavarų projektavimas ir skaičiavimas. Pagrindiniai kirminų įrankių privalumai ir trūkumai. santrauka, pridėta 2009 m Pavarų gamybos medžiaga, jų projektavimo ir technologinės savybės. Žvejybos įrankių cheminio terminio apdorojimo esmė. Gaminant įrankius įvyko klaida. Technologinis cementuotų įrankių apdorojimo būdas. santrauka, pridėta 2012/01/17 Cilindrinių ratų frezavimo principas, naudojant kirminų frezą. Dantų pjaustymo metodai ir pagrindiniai metodai. Įrankis pjovimo įrankių pjovimui. Tvirtinimo įtaisai, pavarų frezavimo staklės ir jų pagrindinės techninės charakteristikos. terminas, pridėtas 2011 m Reikalavimai dantų įrankiams. Šilumos apdorojimas. Cementuotų dalių kokybės kontrolė. Pavarų deformacija terminio apdorojimo metu. Valdymo įrankių metodai ir priemonės. Cemento stūmimo krosnis. terminas, pridėtas 2016 m Žvejybos įrankių klasifikavimas pagal dantų profilio formą, jų tipą, velenų ašių santykinę padėtį. Pagrindiniai įrankių elementai. Pagrindinių cilindrinių įrankių geometrinių parametrų skaičiavimas. Rato dantų viršūnių skersmens matavimas. pristatymas pridėtas 2015 05 05 Pavarų apdorojimo metodų technologinių galimybių išplėtimas. Apdorojimo metodų ašmenų įrankis. Krumpliaračių privalumai - parametrų tikslumas, dantų darbinių paviršių kokybė ir pavarų mechaninės savybės. terminas, pridėtas 23.02.2009 Pavarų statyba, nusidėvėjimas, remontas ir keitimas. Greičio remonto įrankių metodai. Cilindrinės, sraigtinės, kūginės pavaros. Atviros ir uždarytos pavaros, reduktoriaus pavarų tepalas. Greitojo remonto metodai pakeičiant. Pavarų traukinys mechanizmas, sudarytas iš ratų su dantimis, kurie tarpusavyje sujungiami ir perduoda sukimosi judesį, paprastai konvertuojant kampinius greičius ir sukimo momentus. Z. p, padalintas iš abipusio perdavimo poslinkio ( ryžiai 1
): su lygiagrečiomis ašimis - cilindriniu; su susikertančiomis ašimis - kūginėmis, taip pat retai naudojamos cilindrinės kūginės ir plokščios cilindrinės; su persidengiančiomis ašimis - dantytasis varžtas (kirminas, hipoidas ir varžtas). Konkretus žvaigždės plokštės atvejis yra krumpliaračio ir krumpliaračio pavara, kuri sukasi sukamąjį judėjimą į transliaciją arba atvirkščiai. Daugelyje mašinų ir mechanizmų Z. p. Naudojant išorinį pavarą, t. Y., Kai naudojami ratai su dantimis ant išorinio paviršiaus, dažniau su vidiniu krumpliaračiu, kuriame dantys yra nupjauti ant vieno rato vidinio paviršiaus. Pavarų ratai atliekami: su tiesioginiais dantimis darbams esant mažam ir vidutiniam greičiui atviruose pervežimuose ir greičių dėžėse; su įstrižais dantimis naudoti kritinėse pavarose vidutiniu ir dideliu greičiu (daugiau kaip 30% visų svirties pavarų); su chevroniniais dantimis didelių momentų ir galių perkėlimui į sunkiąsias mašinas; su apskritais dantimis - visose kritinėse kūginėse pavarose. Paprastai mechanizmuose ir mechanizmuose naudojami pastovaus pavaros perdavimo pavaros (žr. Pavarų santykis) kur w 1 , z 1 ir w 2 , z 2 - kampinis greitis ir dantų skaičius, didelio greičio ir mažo greičio pavara. Plaukiojančią pavarų dėžę su kintančiu pavaros santykiu atlieka ne apskritieji cilindriniai ratai, kurie verčiamajam elementui suteikiami tam tikru sklandžiai kintančiu greičiu, esant pastoviam greitiui. Toks Z. p. Retai naudojamas. Vienos pavarų poros pavarų dėžių perdavimo skaičius paprastai yra iki 7, pavarų dėžėse iki 4, mašinų lentelių pavarose iki 20 ar daugiau. Kontūro greitis didelio tikslumo Z. n m / s sraigtiniams įrankiams - iki 30 mm. \\ t m / s greitaeigių pavarų greičiu iki 100 m / s ir dar daugiau. Z. p. Ar yra racionaliausias ir dažniausias mechaninių pavarų tipas. Jie naudojami perduoti galią - nuo nereikšmingų iki dešimčių tūkstančių kW, perduoti rajono pajėgas iš gramų iki 10 dalių Mn (1000 mc).
Pagrindiniai Z. P privalumai: žymiai mažesni nei kiti įrankiai; aukštas efektyvumas (nuostoliai tiksliose, gerai suteptose transmisijose 1-2%, ypač palankiomis sąlygomis, 0,5%); didelis patvarumas ir patikimumas; trūkumas; mažos apkrovos velenams. Darbo užmokesčio sąlygų trūkumai yra triukšmas darbe ir tikslios gamybos poreikis. „Gears“ yra vadinamasis. krumpliaračiai, kurių pagrindinė kinematinė charakteristika yra momentinio pavaros santykio pastovumas su nuolatiniu dantų kontaktu. Tokiu atveju bendras įprastas (prijungimo linija) prie pavarų ratų profilių bet kuriame jų kontakto taške turi eiti per prikabinimo polių ( ryžiai 2
). Cilindriniuose pavaruose jungimo polius yra tarp ratų pradinių apskritimų, t. Y. Apskritimų, kurie sukasi vienas su kitu be slydimo. Pradinių apskritimų skersmenys d 1 ir d 2 galima nustatyti pagal santykius:
kur A - centrinis atstumas (atstumas tarp ratų ašių). Ši sąlyga yra patenkinta daugeliu kreivių, ypač evoliucijų, kurie yra naudingiausi dantų profiliavimui, atsižvelgiant į operacinių ir technologinių savybių derinį, todėl Involute pavara pirmasis panaudojimas mechanikos inžinerijoje. Ratai, kurių profilis yra involiuojamas, gali būti nupjauti vienu įrankiu, nepriklausomai nuo dantų skaičiaus ir taip, kad kiekvienas besisukantis ratas galėtų įsitaisyti su ratais, turinčiais bet kokį skaičių dantų. Įrankių dantų profilis gali būti paprastas, patogus gaminti ir valdyti. Involutinis įsitraukimas yra mažai jautrus centrinio atstumo nukrypimams. Dantų profilių kontaktai vyksta jungiamojo linijos taškuose, einančiuose per jungiamąją stulpą, pagrindinių apskritimų, kurių skersmuo yra d 01 = d 1 cos α ir d 02 = d 1 cos α, kur α yra jungimo kampas. Pagrindinis involutinio ir kito pavaros modulio matmuo m, lygus pavaros skersmens skersmeniui d d dantų skaičius z. Dėl nekoreguotų involutinių įrankių (žr Pavarų rato korekcijaa) pradiniai ir kampiniai apskritimai sutampa: d 1 = d d1 = mz 1 ir d 2 = d d2 = mz 2 . Profilis vadinamas. generuojantis stovas, kai pavaros ratas suformuojamas, yra išdėstytas išilgai pagrindinio bėgio kontūro ( ryžiai 3
), kuris gaunamas didinant normalaus apsisukimo įrankio dantų skaičių iki begalybės. Reiki gaminantys dantys turi didesnį aukštį h = (h “ + h “)
suformuoti radialinį tarpą tarp akių ( c o m),
sluoksnio storis s, kreivio spindulys r i,pavarų dėžė t, Pavaros kampas α d. sraigtiniuose reduktoriuose pradinis kontūras priimamas į dantų liniją normalią sekciją. Kūginiame Z. p. ryžiai 4
) pradiniai cilindrai pakeičiami pradiniais kūgiais 1
ir 2
. Dantų profiliai apytikriai laikomi dantų šoninių paviršių sankirtomis su papildomais kūgiais. 3
ir 4,
bendraašis pradinis, bet su generatoriais, statmenais pradinių kūgių generatoriams. Modulis, pradiniai ir pikio apskritimai matuojami ant išorinio papildomo kūgio. Dantų profiliavimo patogumui lėktuve įrengiami papildomi kūgiai. 5
ir 6.
Involute dalyvavimas gali būti patobulintas koreguojant. Be involutinių pavarų, laikrodžių mechanizmų ir kai kurių kitų prietaisų naudojamas cikloidinis pavarų dėžė, kuri veikia su mažesniu trinties nuostoliu ir leidžia naudoti nedidelį dantų ratų ratų ratą, tačiau neturi privalomų pavarų perjungimo. Sunkiosiose mašinose kartu su involiu pavaromis naudojamos apvalios rato pavaros ( ryžiai 5
), pasiūlyta 50-ajame dešimtmetyje. 20 in. M.L. Novikovas. Novikovo veikimo ratų dantų profilius apibūdina apskritimų lankai. Vienos pavaros (paprastai mažos) išgaubti dantys liečiasi su kitų įdubiais dantimis. Pradinis prisilietimas (be apkrovos) vyksta taške. Perkėlime „Novikov“ pavaros ratai yra spiraliniai. Dantų kontaktiniai taškai nevažiuoja dantų aukščiu, bet tik ašine kryptimi, t.y. prijungimo linija yra lygiagreti ratų ašims. Tokių šaldymo sistemų privalumai yra šie: sumažėję kontaktiniai įtempiai, palankios sąlygos alyvos pleišto susidarymui, galimybė naudoti ratus su nedideliu skaičiumi dantų, taigi ir didelis pavarų skaičius. Novikovo įrankių gebėjimas laikyti kontaktinio stiprumo kriterijumi yra gerokai didesnis nei involiuojamasis. Kad produktas tinkamai veiktų, būtina jų tikslumas. Dėl H. p. Pateikta 12 tikslumo laipsnių, parinktų atsižvelgiant į perdavimo tikslą ir sąlygas. Pagrindinės gedimo priežastys yra: dantų lūžimas, dantų paviršiaus sluoksnių nuovargis, abrazyvinis nusidėvėjimas, dantų užsikimšimas (pastebima, kai alyvos plėvelė sunaikinama nuo aukšto slėgio ar aukštos temperatūros). Pagrindinės pavarų medžiagos yra legiruoti plienai, kuriems taikomas terminis arba cheminis terminis apdorojimas: paviršiaus grūdinimas, daugiausia aukšto dažnio srovės, kietas kietėjimas, cementavimas, nitro-cementavimas, nitravimas, cianidavimas. Z. p. Iš plieno, pagerintas termiškai apdorojant prieš dantis, pagamintas, nesant griežtų jų matmenų reikalavimų, dažniausiai mažos ir individualios gamybos. Specialūs reikalavimai, keliami triukšmui ir mažai apkrovai, vienas iš įrankių yra pagamintas iš plastiko (PCB, kaprolonas, laminuotas plastikas, polipropaldehidas), o poravimas yra pagamintas iš plieno. H. p. Apskaičiuokite lenkimo įtempių stiprumą pavojingoje dalyje, esančioje prie dantų pagrindo, ir kontaktinius įtempius prie jungiamųjų polių. Atsarginės dalys naudojamos paprastų vienos pakopos įrankių pavidalu ir įvairių kombinacijų pavidalu, įmontuotais automobiliais arba atskirų vienetų pavidalu. Z. pp plačiai naudojamas mažinti kampinius greičius ir padidinti sukimo momentą Pavarų dėžė ahh Pavarų dėžės paprastai yra atliekamos atskiruose, vieno, dviejų ir trijų pakopų pavarų perdavimo koeficientuose, atitinkamai 1,6-6,3; 8-40; 45-200. Dažniausiai naudojamos dviejų etapų pavarų dėžės (apie 95%). Norint gauti skirtingus išėjimo veleno sukimosi dažnius esant pastoviam pavaros variklio greičiui, naudojamos pavarų dėžės (žr Pavarų dėžė). Pavarų mechanizmų galimybės išplėstos naudojant planetines pavaras (žr Planetiniai įrankiai),
kurios naudojamos kaip pavarų dėžės ir diferenciniai mechanizmai (žr Diferencinis mechanizmas). Mažas planetinių žvaigždžių įrankių matmenis ir masę lemia apkrovos pasiskirstymas tarp kelių pavarų ratų (palydovų), kurie atlieka planetinį judėjimą ir vidinio krumpliaračio, turinčio didesnį guolį, naudojimą. Pereinant nuo paprastų įrankių prie planetos, pasiekiama 1,5–5 kartus mažesnė masė. Mažiausi santykiniai matmenys turi bangų transliacijas (žr Bangų perdavimas),
didelių apkrovų, turinčių didelį kinematinį tikslumą ir standumą, perdavimo. Lit.: Kudryavtsev V.N., Gears, M. - L., 1957; Reshetov, N. N., Machine Parts, M., 1963; Chasovnikov, LD, pervedimai pagal Mešingą, M., 1969; Mašinos dalys. Handbook, ed. N. Acherkana, 3 tomas, M., 1969. D. N. Reshetov. Fig. 2. Invertuojamų profilių formavimas: NN - normalus; P - pavarų dėžė; α yra prijungimo kampas; ω 1 ir ω 2 - kampiniai greičiai; 1 ir 2 pavarų ratai. Didžioji sovietinė enciklopedija. - M.: Sovietų enciklopedija.
1969-1978
.
Pavarų traukinys - Gears. Pavarų dėžės: sukamieji ratai; naudojami spiraliniai įrankiai; chevrone; g kūginis. SPEED TRANSMISSION, sukimosi judėjimo tarp velenų perdavimo mechanizmas ir keičiantis sukimosi greitis. Pavaros gali būti įmontuotos į mašiną, ... ... Iliustruotas enciklopedinis žodynas Perdavimas naudojant pavarą. Vienas seniausių būdų perkelti rotaciją tarp velenų, kuris yra plačiai naudojamas šiandien, ypač tais atvejais, kai reikalingi pastovūs sukimosi dažnių santykiai. „Gears“ ... ... Collier's enciklopedija pavaros traukinys - transmisija Trijų jungčių mechanizmas, kuriame dvi judančios dalys yra pavaros ratai, kurie sudaro rotacinę arba transliacinę porą su fiksuota jungtimi. [GOST 16530 83] Perdavimo dalykai Bendrosios sąlygos Sąlygos, susijusios su ... ... Techninio vertėjo vadovas Trijų jungčių mechanizmas, kuriame 2 mobiliosios jungtys yra pavaros ratai (arba ratas ir stovas, kirminas), kurios sudaro rotacinę arba transliacinę porą su fiksuota jungtimi (kėbulas, stovas). Yra cilindrinės pavaros ... Didelis enciklopedinis žodynas GREIČIO PERDAVIMAS - trijų pakopų mechanizmas, kuriame dvi mobiliosios jungtys yra pavaros ratai (arba ratas ir stovas, kirminas), kurie sudaro rotacinę arba transliacinę porą su fiksuota jungtimi (kėbulas, stovas). Yra cilindriniai cilindrai, ... ... Didelė politechnikos enciklopedija Sraigtinė pavara Sraigtinė pavara yra mechanizmas arba mechaninės pavaros mechanizmo dalis, apimanti pavarų dėžes. Tikslas: sukimosi judesio perkėlimas tarp velenų, galinčių būti lygiagrečiai ... Wikipedia Sukimosi judesio tarp velenų perdavimo mechanizmas ir sukimosi greičio keitimas, kurį sudaro pavarų dėžės (pavarų dėžės ir stovo) arba kirmino ir kirmino ratai. Paprasčiausių vieno etapo pavarų dėžės sąsajos ... Enciklopedinis žodynas Sukimosi mechanizmas. judėjimas tarp velenų ir apsisukimų greičio pokytis, kurį sudaro pavaros (arba pavarų dėžės, ir skersiniai), arba kirmino ir kirmino ratai. Paprasčiausias vienpakopis 3. p. Sudėtyje yra stovas, vedantis ir ... ... Didelis enciklopedinis politechnikos žodynas pavaros traukinys - krumpliaratinė perdava statusas T sritis automatika atitikmenys: angl. pavarų traukinys; pavarų perdavimas; pavarų dėžė. Zahnradübersetzung, f; Zahnradgetriebe, n; Zahnradtrieb, m rus. pavarų traukinys, f pranc. commande par engrenages, f ryšiai: ... ... Automatikos terminų žodynas pavaros traukinys - pavara. pavara. pavara. gearing. pavarų pora. širdys. kirminų pavara. perdozavimas. globoidinis perdavimas. planetinės pavaros. spiralinė pavara (# pavara). chevronas (# ratas). pavarų pjovimo mašina (# mašina). pavarų formavimas. Ideografinis rusų kalbos žodynas

![]()
Siųsti gerą darbą žinių bazėje yra paprasta. Naudokite toliau pateiktą formą.
Panašūs dokumentai
![]()

Pažiūrėkite, kas yra „įrankis“ kituose žodynuose: