गियरिंग गिअर्स गियर्स तपासा आणि समायोजित करा
मुख्य गिअरच्या बीव्हल गियरचे योग्य कार्यप्रणाली निश्चित करण्यासाठी आवश्यक आहे की गॅरची अक्षीय हालचाल त्यांच्याद्वारे टॉर्क प्रसारित करताना कमीत कमी आहे, म्हणूनच टेपर्ड बीयरिंगचे प्रीलोड लोड केले जाते. संचरित टॉर्क वाढते म्हणून, टेपर्ड बेअरिंगची घट्टता कमी होते, परंतु टॉर्क व्हॅल्यूजवर जास्तीत जास्त जवळ असल्याने गियरला किमान अक्षीय विस्थापन मिळते ज्यामुळे त्यांच्या पोशाख कमी होतात.
तथापि, अत्यधिक प्रीलोड लोडिंग नाट्यमय पद्धतीने कमी करू शकते.
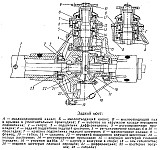
अंजीर ड्रायव्हिंग यंत्रणा ड्राइव्ह चालित धुरा
बर्निंग्ज समायोजित करण्याच्या शुद्धतेची खात्री करणे हे बर्निंग्सवर माउंट केलेल्या शाफ्टवर जास्तीत जास्त टोक़च्या प्रमाणाद्वारे निश्चित केले जाते. क्षण टॉर्क साधनाने मोजला जातो. मुख्य ड्राइव्ह शाफ्टच्या 16 टेपर्ड बियरिंग्जची प्रीलोड लोडिंगच्या अंतर्गत आतील बाजूंच्या वॉशर्सची जाडी बदलवून समायोजित केली जाते. या प्रकरणात, आतील रिंग बेरिंगच्या बाह्य रिंग्सशी संबंधित अक्षरे हलवित असतात आणि अंतर्गत आतील शंकूच्या पृष्ठभागाच्या दरम्यानची फरक आणि प्रत्येक बीयरिंगच्या बाह्य रिंगच्या शंकूच्या पृष्ठभागातील अंतर बदलते. रिंग दरम्यान tapered Rollers च्या clamping च्या पदवी देखील बदलते. त्याचप्रमाणे चालित बीवेल गियर 13 चे रोलर टेपर्ड बीयरिंग समायोजित केले जातात. विभक्त घरांचे रोलर टेपर्ड बेअरिंगचे समायोजन हे समायोजित नट्स बनवून केले जाते जे आंतरिक भागांच्या तुलनेत बीयरिंगच्या बाह्य रिंगांच्या अक्षीय हालचाली प्रदान करते.
समायोजनानंतर, रोलर टेपर्ड बीयरिंगचे प्रीलोड दात संपर्क स्पॉटद्वारे बीव्हल गिअर गुंतवणूकीस नियंत्रित करते, ज्यासाठी पेंट चे पातळ थर अग्रगण्य बीव्हल गिअरच्या दांतांवर लागू होते आणि नंतर गीयर चालू होतात. गियरचे योग्य आवरण घेऊन, चाललेल्या बीव्हल गियरवर संपर्क पॅच दातच्या लांबीच्या 2/3 इतका असतो आणि दातच्या उंचीच्या मध्यभागी स्थित असल्याने तो किंचित भागांकडे वळतो.
संपर्क पॅचच्या स्थानाच्या आधारावर, कारखाने निर्देशांच्या निर्देशांनुसार गियर्सची स्थिती समायोजित करा.
बेव्हल गियर 14 ची जागा हाऊसिंग 16 आणि मुख्य गिअर केस 18 च्या फरकाने बदललेल्या शिमांची संख्या बदलून नियंत्रित केली जाते आणि दोन-पंक्ती टॅपर्ड रोलर बियरिंग बॉडी आणि स्पायर्सच्या मदतीने चाललेल्या बिव्हल गियर 13 ची स्थिती बदलते आणि मुख्य गिअर हाऊसिंगच्या बाजूची फरशी 18 असते. चाललेल्या बीव्हल गियरच्या दातांवर संपर्क पॅचची आवश्यक स्थिती प्राप्त करणे, ड्रायव्हिंगच्या दात आणि चालविलेल्या बीव्हल गियर दरम्यान साइड क्लीयरेंस नियंत्रित करणे जे सरासरी 0.15 ... 0.3 मिमी आहे.
बीव्हल गिअर जोडीचे चेअरिंग समायोजन कप 5, 10, 25 कपच्या अनुवांशिक हालचालीद्वारे केले जाते, जे 6, 14 चे जाकीट जाड आणि गोल नट बदलते.
बेव्हल गियरच्या आरामाचे समायोजन त्यांना त्यांच्या अक्षांकडे हलवून आवश्यक पध्दतीने चाकांच्या पुढील निर्धारणानुसार केले जाते.
गॅस्केटला इतरांखाली एका क्रॅंककेसच्या कव्हरखाली हलवून गियरिंग गिअर्सचे समायोजन केले जाऊ शकते. गियरिंगच्या योग्य समायोजनासह 40 मि.मी.च्या त्रिज्या च्या परिभ्रमाच्या सभोवतालच्या चक्राची हालचाल 0 - 0 6 मिमी दरम्यान असावी.
दांतांमधील पाठीमागे पडद्यावरील क्लीअरन्स कमी करण्यासाठी गॅअर्सची गियरिंग समायोजित करण्याची शिफारस केलेली नाही कारण यामुळे दांतच्या पृष्ठभागाच्या संबंधित पृष्ठाच्या संबंधित स्थितीचे उल्लंघन होऊ शकते आणि त्यांचे ब्रेकडाउन होऊ शकते. नव्याने विणलेल्या गियरची जागा घेताना, शिम्सच्या मदतीने त्यांचे परस्पर स्थिती समायोजित करणे आवश्यक आहे. या प्रकरणात, आपण प्रथम बियरिंग्ज समायोजित करणे आवश्यक आहे.
फॅक्टरीमध्ये असेंबली दरम्यान गियरिंग गिअर्सचे समायोजन तयार होत नाही, कारण अचूक गियरिंग गियर्सने संभोगाच्या भागावर योग्य सहनशीलता प्रदान केली. बियरिंग्जच्या पोशाखांची पूर्तता करण्यासाठी अधिशून्य करताना, पेंटवर गियरिंग क्लचची शुद्धता तपासा. ड्राईव्ह पिनियन शाफ्टच्या असणार्या घराच्या छताखाली असलेल्या गास्केटचा भाग काढून टाकून समायोजन केले जाते. औब्यामी मधील पार्श्वगामी 0 ते 0 मिमीच्या दरम्यान असावी, जे छिद्राच्या त्रिज्यामध्ये 25 ते 0 9 मिमीच्या कार्डाच्या फांदीच्या कोनायम विस्थापनाशी संबंधित असावे. मानक पॅकेजमध्ये 0 - 0 085 च्या जाडीसह गास्केट समाविष्ट आहेत; 0 25 - 0 23 आणि 0 80 - 0 75 मिमी.
मुख्य गीयरच्या बेवेल गियरचे आवरण त्यांच्या शाफ्टच्या अक्षीय हालचालींद्वारे समायोजित केले जाते. स्मॉल बेवेल गियर हलविणे, लहान बीवेल गियर आणि क्रॅन्केस मुख्य गिअरच्या शाफ्ट गृहनिर्माण दरम्यान स्थापित समायोजित शिम्सची संख्या बदलणे. मानक पॅकेजमध्ये 0 05 च्या जाडीसह गास्केट समाविष्ट आहेत; 0 1; 0 2; 0 5; 1 0 मि.मी. मागणीनुसार सेट केलेल्या गास्क 0 0 आणि 0 मिमी.
मुख्य गीयरच्या बेवेल गियरचे आवरण त्यांच्या शाफ्टच्या अक्षीय हालचालींद्वारे समायोजित केले जाते. स्मॉल बेवेल गियर हलविणे, लहान बीवेल गियर आणि क्रॅन्केस मुख्य गिअरच्या शाफ्ट गृहनिर्माण दरम्यान स्थापित समायोजित शिम्सची संख्या बदलणे.
खालीलप्रमाणे संपर्क पॅचच्या स्वरुपात पेंटवर गियर समायोजित केले आहे.
खालीलप्रमाणे संपर्क पॅचच्या स्वरुपात पेंटवर गियर समायोजित केले आहे. एका चाकचे दात पेंटसह चकित होतात आणि दोन्ही चरणी त्यांच्या आडव्यानंतर दोन किंवा तीन वळण्यांसाठी तपासल्या जातात. याचा परिणाम म्हणजे पहिएच्या दातांवर छाप पडतात, पेंटसह सुगंधित नसतात, ज्यामुळे गियरिंगची गुणवत्ता ठरविली जाते. आधीच लक्षात घेतल्याप्रमाणे, सर्वात अनुकूल छाप मानला जातो, जेव्हा दाताच्या पातळ भागाने लोड हस्तांतरण प्रयत्नाशिवाय चाके (FIG पहा.
| नियंत्रण सर्किट असेंब्ली विधानसभा बेवेल गियर चुकीच्या मेहेड स्पुर बेवेल गियरसह पेंट प्रिंटचे प्रकार. |
संपर्क पॅचच्या स्वरुपाच्या अनुसार प्रतिबद्धतेचे समायोजन खालीलप्रमाणे केले आहे.
क्रॅककेसमध्ये चालित गियर स्थापित केल्यावर आणि बेअरिंग्जची तपासणी केल्यावर मुख्य गीअरच्या बेव्हल गियरचे चेअरिंगचे समायोजन केले जाते. मागील एक्सल डिझाइनच्या आधारावर तयार केलेल्या चालित बीव्हल गियर्सची स्थापना. कार एम -20 मधून स्थापित करण्यापूर्वी आधी बेअरिंग्ज आणि सीलसह क्रॅंककेस कव्हर आणि एक्सल श्राउड्स एकत्र करा. क्रॅंककेस कव्हरच्या छिद्रेत तोपर्यंत बंद होईपर्यंत थपेड रोलर बीयरिंगचे बाह्य रिंग स्थापित केले जातात. अॅक्सल शाफ्टच्या आतील बाजूस दोन ग्रंथी दाबल्या जातात, त्यांची कार्यरत पृष्ठभागावर ग्रीसची भुकटी असते.
बेवेल गियर्सची सामान्य प्रतिबद्धता त्यांना अकाली पोशाख आणि ब्रेकेजपासून संरक्षण करते आणि दात मध्ये घर्षण कमी करते. बेव्हल गियर्सची अशी जोडणी बरोबर असते जेव्हा त्यांच्या कुंभ एकसारख्याच विमानात असतात, लंबदुरुस्तीपासून एकमेकांना आणि शंकांचे शिखर एकसारखे असतात. हे करण्यासाठी, मागील एक्सल गृहनिर्माण क्षेत्रात विशिष्ट स्थितीत बीव्हल गिअर्स स्थापित करणे आवश्यक आहे.
अंगावरचे कपडे घालणे आणि फासणे यामुळे गियरची प्रतिबद्धता मोडली जाऊ शकते. बियरिंग्ज आणि त्यांच्या वाढत्या सीट्सचे महत्त्वपूर्ण पोशाख, गियरच्या धुराचे लंबकेंद्रीकरण तुटलेले आहे किंवा एक्सल एकाच विमानात नसू शकतात; जेव्हा दात बाहेर पडतात तेव्हा गियर दरम्यान साइड क्लिअरन्स वाढते आणि संपर्क पृष्ठभाग दात उंचीवर फिरते.
प्रथम बाबतीत, बियरिंग्जची जागा घेणे आवश्यक आहे. अक्षराच्या दिशेने हलवून गिअर्सची मूळ स्थिती पुनर्संचयित करण्यासाठी. त्यांच्या अतिरिक्त चळवळीद्वारे गियर दात घालण्यावर भरपाई करण्याची परवानगी नाही, कारण जेव्हा दात दात दरम्यान सामान्य क्लीअरन्स स्थापित होते तेव्हा शंकांचे टिप एकत्र होणार नाहीत.
मागील एक्सले एकत्र करताना, पिनियन गियर 28 ("बेलारूस" ट्रॅक्टरच्या मागील एक्सलचा आरेख पहा) सेट केले आहे जेणेकरून त्याचे मागील भाग आणि विभेदचे भूमितीय अक्ष यांच्या दरम्यानचा अंतर 130 ± 0\u003e 15 मिमी असेल. गिअरबॉक्सच्या प्राथमिक शाफ्टच्या समोरच्या भागाच्या काचेच्या आडव्याखाली ठेवून हे प्राप्त केले जाते. 0.25 - 0.50 मि.मी.च्या गियर दात मध्ये बाजूने क्लिअरन्स गस्कट 22 द्वारे विभक्त अक्षच्या बेअरिंगच्या उजवीकडील आणि डाव्या चष्मा अंतर्गत नियंत्रित केले जाते. गियरचे कपडे घालण्याची शुद्धता पेंटसाठी तपासा: पेंटियनचे दात पेंटच्या पातळ थराने झाकून घ्या आणि चाललेल्या गियरला एक वळण बदला.
सपाट छाप गतिक दाताच्या दांतच्या लांबीच्या 80% पेक्षा कमी नसल्यास सशक्त छाप योग्य मानली जाते आणि इंप्रिंटच्या मध्यभागी मूळ किंवा दांतच्या शीर्षस्थानी मोठी विस्थापना नसते.
पार्श्वगामी प्रमाण मोठ्या प्रमाणात गियर बेसवर किंवा निर्देशकाद्वारे दात दरम्यान लिलाव केलेल्या लीड प्लेटद्वारे निर्धारित केला जातो.
गियरिंग आणि ऑपरेशनमध्ये असलेल्या गियरची पार्श्वभूमी क्लिअरन्सची शुद्धता ट्रॅक्टरच्या नियमित दुरुस्तीदरम्यान किंवा बेवेल गिअरच्या असामान्य ऑपरेशनच्या चिन्हात तपासली जाते. नंतरच्या प्रकरणात, गिअर्सवर कोणतीही चिप्स, निक्स आणि इतर दोष नसल्याचे तपासणे आवश्यक आहे, जरी हबवरील चाललेल्या गीअरचा मुकुट किंवा विभेद अक्षवरील डाव्या बाहेरील भाग कमकुवत झाला आहे.
काम करणा-या गियरचे आवरण समायोजित करण्यासाठी केवळ मागील एक्सल डिस्सेबल केलेले असल्यास किंवा दात मधील अंतर 1.2 मि.मी.पेक्षा जास्त असेल तरच असावा. अशा समायोजनाचा क्रम खालील प्रमाणे आहे: ब्रेक रॉड डिस्कनेक्ट करा आणि कपांचे ढक्कन काढून टाका; दोन बोल्ट फ्लेग्जच्या माउंटिंग होलमध्ये फेकून, योग्य कप दाबून ठेवा जेणेकरून आपण gaskets 22 काढून टाकू शकता; त्याचप्रमाणे गॅअर दात दरम्यान अंतर च्या आकाराने डाव्या कप बाहेर दाबा; गास्केट्स वापरुन, दात घालण्याचे कारण लक्षात घेऊन वाढीव क्लीअरन्स स्थापित करा आणि प्रिंटच्या स्वरुपातील गियरिंग गियर संरेखनची शुद्धता तपासा. त्या नंतर, फरकाने फरक असलेल्या बेरिंगची भांडी भिजवा आणि कपांचे ढक्कन घाला जेणेकरून त्यातील कोथिंबीर कपमध्ये तेल पुरवठा राहील.
यूएझेड -452 च्या मुख्य गीयरच्या गियरमध्ये बियरिंग्ज, साइड क्लिअरन्स आणि संपर्क ज्यात सुरुवातीला कारखानामध्ये समायोजित केले गेले आहे. ऑपरेशन दरम्यान, एक नियम म्हणून, त्यांना समायोजित करण्याची आवश्यकता नाही. कोणतेही भाग, बीयरिंग्ज किंवा बीयरिंगमधील अक्षीय क्लिअरन्स बदलताना ते केवळ समायोजित करणे आवश्यक आहे.
मुख्य पोशाखांच्या गियर दातांमधील वाढीस परवानगी, जे त्यांच्या परिधानांमुळे दिसून येते, समायोजनानुसार कमी केले जाऊ शकत नाही, कारण या प्रकरणात चालू असलेल्या गियरची सापेक्ष स्थिती व्यथित होईल, यामुळे आवाज वाढू शकते, संभाव्यत: दात तोडता येते.
ऑपरेशन दरम्यान दिसणार्या टेपर्ड रोलर बेअरिंग्जमधील अक्षीय क्लीअरन्स मुख्य गियरच्या गियर चालविण्याच्या स्थितीला व्यत्यय न घेता काढून टाकले पाहिजे. मुख्य गीअर्सच्या दातांमध्ये लेटरल क्लिअरन्स आणि जियरिंग बदलल्यास ते बदलतात.
जेव्हा चाललेल्या गियरचा एक्सल क्लीयरन्स दिसून येतो, तो रिमोट ऍक्सल्सवरील ऑइल फिलर होलमधून तपासला जातो, तर सॅटेलाइट बॉक्सच्या उजव्या आणि डाव्या बाजूस त्याच जाडीच्या शिम्स जोडणे आवश्यक आहे, आणि चालित गीअरला थोडेसे प्रयत्न केले जाते हे सुनिश्चित करणे आवश्यक आहे.
भाग बदलल्यानंतर विभेदक बीयरिंग खालीलप्रमाणे समायोजित केले जातात:
1. विभेदक बॉक्सच्या जर्नलवर विभेदक बीयरिंगचे अंतर्गत रिंग दाबा जेणेकरुन त्यांच्या सिंदांमध्ये आणि 3.0-3.5 मिमीच्या आत उपग्रह बॉक्सच्या शेवटी एक अंतर असेल.
2. क्रॅंककेसमध्ये विभेदक असेंब्ली स्थापित करा, गॅकेटला क्रॅंककेस कनेक्टरमध्ये समायोजित करताना त्याची जाडी लक्षात घ्या आणि नंतर कव्हर स्थापित करा आणि काळजीपूर्वक दोन्ही दिशेने वळवा, बियरिंग्ज रोल करा जेणेकरुन रोलर्स योग्य स्थिती घेतील. या प्रकरणात घरगुती अक्ष अरुंद स्थानात असावी. नंतर, बियरिंग्जच्या रोलिंगला व्यत्यय न आणता, कोल्टक आणि नट्ससह क्रॅंककेस सह कव्हर कनेक्ट करा.
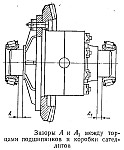
3. नट आणि बोल्ट काढून टाका आणि कव्हर काढा. क्रॅंककेसपासून विभक्ततेने सावधगिरीने काढा आणि उपग्रह बॉक्सच्या सिरोंच्या दरम्यान ए आणि ए 1 परिमाण अचूकपणे मोजा आणि एक आवरण गेज वापरून आतल्या बोरिंग रिंग मोजा.
4. मापाचे परिमाण अ. अ + अ 1 च्या समीकरणाच्या जाडीसह गास्केटचे पॅकेज निवडा. या gaskets मध्ये विभेद bearings मध्ये preload प्रदान करण्यासाठी 0.2 मिमी जाडी एक दुसरी गॅसेट जोडा. अशाप्रकारे, शिम्सच्या निवडलेल्या पॅकेजची एकूण जाडी अंदाजे A + A1 + 0.2 मिमी इतकी असणे आवश्यक आहे.
5. उपग्रह बॉक्सच्या गर्भातून विभेदक बीयरिंगच्या अंतर्गत रिंग काढा. अंदाजे अर्ध्या भागांच्या गास्केटच्या निवडलेल्या पॅकेजला विभाजित करा. क्रॅंककेस बाजूला, आवरण बाजूंच्या गास्केट्सच्या जाडीपेक्षा जास्केटची जाडी 0.3-0.4 मिमी जास्त असावी. ड्रायव्हिंग आणि चालित गियरच्या दातांमधील बाजूला क्लिअरन्स समायोजित करताना पार्श्वगामीला रोखण्यासाठी हे आवश्यक आहे.
6. उपग्रह बॉक्सच्या गळ्यावर गास्केट स्थापित करा आणि आतल्या भागाच्या रिंगांवर त्या बाहेरील बाजूस थांबत नाहीत तोपर्यंत दाबून ठेवा.
पिनियन गियरचा अक्षीय हालचाल करण्याची परवानगी नाही. दुहेरी तळाशी असलेल्या बियरिंगमधील आल्हादक क्लीयरेंस आणि तिचा कडक कमकुवतपणामुळे मुख्य गियरच्या दातांच्या दातांच्या बरोबर जोडणीचा भंग होतो, त्यामुळे आंतरिक आतील बाजू ग्रंथीच्या बाजूला वळते, परिणामी निकृष्ट दर्जाचा चेहरा, तेल रिंगचा शेवट, स्पेसर रिंग आणि शिमांचा नाश होतो. या सर्व कारणांमुळे गियर्सच्या दातांच्या वेळेस व पॅनियन गिअरच्या बीयरिंगचा नाश होतो.
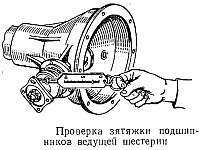
दुहेरी टेपर्ड बियरिंगचे समायोजन हातातून निकला आहे. जर आपल्याला बर्नरमध्ये पिनिंगची पिचिंग वाटत असेल तर आपण अंडी उकळवावी. जर नट पूर्ण झाले आणि अक्षीय हालचाली दूर न झाल्यास, शिम्सच्या पॅकेजची जाडी कमी करून अंडी उबविण्यास कडक बनवून, डबल टेपेड बियरिंग समायोजित करा, जे प्रीलोडसह प्रदान करते, ज्याचे मूल्य स्प्रिंग डायनेमॉमिटरसह तपासले जाते.
त्याचवेळी चालित गियर असेंबलीपासून विभेद दूर करण्यासाठी क्रॅंककेसचा आच्छादन काढून टाकणे आवश्यक आहे. जेव्हा योग्यरित्या समायोजित केले जाते तेव्हा फ्लेज डायमंडोमीटरने छिद्रांमध्ये छिद्र करण्यासाठी गियर बदलताना 1.5-3 किलोफॅरचा बल दर्शविला पाहिजे. नाल्यातील अपयशाची कसलीची प्रक्रिया प्रक्रियेत रोलिंगचे उत्पादन करणे आवश्यक आहे जेणेकरून रोलर योग्य स्थिती घेतील.
पिनियन आणि डिफेंडर बीयरिंग्स समायोजित केल्यानंतर, साइड क्लिअरन्स समायोजित करण्यासाठी आणि मुख्य गीअर्सचे दात घासण्यासाठी पुढे जा. साइड क्लिअरन्स समायोजित करताना आणि टॅपर्ड बेअरिंग पिनियन अंतर्गत मुख्य गिअरच्या गीयरची स्थिती समायोजित करते. या रिंगची जाडी 1.43 मिमी इतकी असली पाहिजे.
ड्राइव्ह गियर असेंबलीसह समायोजित डबल टॅपर्ड बर्निंग थांबविण्यासाठी क्रॅंककेसमध्ये दाबले जाते. रेसवे आणि रोलर्सला हानी टाळण्यासाठी, दाबण्याची शक्ती त्याच्या बाह्य रिंगद्वारे प्रसारित केली जाणे आवश्यक आहे. नंतर ऑइल रिंग आणि डबल टेपेड बियरिंगचे आवरण स्थापित करा, जे थोडासा अगदी बोल्ट्सने जोडलेले असते जेणेकरुन त्याचे विकृती निर्माण होऊ शकत नाही.
निकला आणि वाशर स्थापित केल्यानंतर, ते निकला वळवून, रोलर्समध्ये नट आणि रोल कडक करतात. क्रॅंककेसमध्ये ड्रायव्हर गिअरसह विभेदक असेंब्ली सेट करते. क्रॅंककेस कनेक्टरच्या विमानात स्थापित केले जाणारे गॅस्केट ज्यामुळे विभेदक बीयरिंग समायोजित केले गेले, कव्हरला बोल्ट आणि नट्ससह क्रॅंककेसमध्ये कनेक्ट करा. जेव्हा अशी पूर्व-सभा तयार केली जाते तेव्हा, पिनयॉन गियरच्या प्रत्येक क्रांतीद्वारे चार मुद्द्यांवर सहभागिता बाजूच्या निकालाची तपासणी करा.
असे करण्यासाठी, अर्ध-एक्सलच्या सहाय्याने चालित गिअरला मंद करणे आवश्यक आहे आणि दात स्पर्श होईपर्यंत ड्राइव्ह गियर दोन्ही दिशेने वळवावे. मुख्य गिअरच्या नवीन गियरच्या दातांमधील बाजूला अंतर 0.1-0.3 मिमीच्या दरम्यान असावा. हा अंतर 0.2-0.6 मि.मी.च्या मूल्याशी जुळतो, जो छिद्र त्रिज्याच्या चाप बाजूने निकला आहे.

साइड क्लीयरेंस उपग्रह बॉक्सच्या एका बाजूला दुस-या बाजूला गास्केटचे क्रमपरिवर्तन नियंत्रित करते. जर आपण कव्हरच्या बाजूला गॅस्केट काढून टाकता तर जाळीतील अंतर वाढते, परंतु आपण जोडल्यास - अंतर कमी होतो. Gaskets फक्त एका बाजूपासून दुसर्या बाजूस पुनर्संचयित केले जाऊ शकते, परंतु ते कमी केले जाऊ शकत नाही किंवा जोडले जाऊ शकत नाही कारण यामुळे विभेदक बीयरिंग्ज समायोजित प्रीलोड लोड होईल.
साइड क्लिअरन्स समायोजित केल्यानंतर, मुख्य गीअर्सचे आवरण तपासले जाते. हे करण्यासाठी, चाललेल्या गीअरच्या दातांवर विशिष्ट स्थिरतेचे रंग पेंट करा. द्रव पेंट पसरतो आणि दातल्या पृष्ठभागावर दात पडतो, ज्यामुळे संपर्क पॅचचे वास्तविक स्थान निश्चित करणे कठिण होते, दात दरम्यानच्या अंतरांमधून फार जाड रंग शिंपला जात नाही.
अर्ध-अक्षांच्या सहाय्याने, चाललेल्या गीअरला मंद करणे आवश्यक आहे आणि स्पष्ट संपर्क पॅच सूचित होईपर्यंत दोन्ही दिशेने अग्रगण्य एक चालविणे आवश्यक आहे. दातांचे दातांचे दातांचे संपर्क मिळाल्यावर गियरची स्थापना आणि बाजूच्या क्लीयरेंस मेसिसची तपासणी करा. मागील एक्सलच्या मुख्य गीअरच्या चालित गियरच्या दातांवर आणि ड्रायव्हिंग आणि चाललेल्या गियर हलवून गीयरचे योग्य अनुकरण करण्याच्या पद्धतींवर खालील संपर्क पॅच आहेत.
संपर्क पॅचवर UAZ-452 च्या मागील एक्सलच्या मुख्य गियरच्या गीयरची शुद्धता तपासत आहे.

ड्राइव्ह गियरला चालविण्यापासून दूर ठेवण्यासाठी समायोजित रिंगची जाडी बदलून ड्राइव्ह गियर हलविणे शक्य आहे, समायोजन रिंग जास्त मोटाईवर सेट करणे आवश्यक आहे आणि त्याउलट, ड्रायव्हिंग गियरला चालविण्यास हलविण्यासाठी समायोजन रिंग कमी करणे आवश्यक आहे.
चाललेल्या गियरची हालचाल त्याच प्रकारे विवादास्पद असणारी स्पॅसर बदलून - बाजूला क्लिअरन्स समायोजित करताना त्याच प्रकारे सुनिश्चित केली जाते. समायोजन पूर्ण झाल्यावर, त्याचे अंतिम विधान.
गुंतवणूकीच्या तत्त्वावर कार्यरत असलेल्या यांत्रिक ट्रांसमिशनने दात आणि कीड येऊ शकतात.
Gears, बारीक, बेलनाकार आणि शंकूच्या आकाराचे मध्ये विभाजित आहेत. पण हे गियरचे शेवटचे वर्गीकरण नाही.
दंडगोलाकार पहिएच्या अक्ष्याशी संबंधित दांतांच्या स्थानाच्या आधारावर हे आहेत:
- सिलेंडरल स्पायर गिअर्स, डिझाइनमध्ये सर्वात सरळ आणि त्यानुसार, उत्पादनांमध्ये ते शाफ्टवर अक्षीय भार तयार करत नाहीत, म्हणून विशेष थ्रस्ट बियरिंग्जची आवश्यकता नाही जी मोठ्या प्रमाणात संमेलन सुलभ करते. अशा गीयरचा वापर शाफ्टच्या रोटेशनच्या कमी कार्यरत वेगाने तंत्रात केला जातो. तंत्रज्ञानाच्या ऑपरेशनदरम्यान स्पूर गिअर्सचे नुकसान बरेच असते, विशेषतः जर ट्रान्समिशन व्हील अचूकपणे प्रक्रिया केली जात नाहीत तर;
सिलेंडरल हेलिकल गियर्स, त्यांचे दात अलग पाडणार्या सिलेंडरवर हेलिकल्स रेषांवर असतात. अशा गीयरचे दात सहजतेने गुंततात कारण हळूहळू आवाज कमी होतो आणि भार क्षमता वाढते. तथापि, दांतांच्या झुंबडलेल्या व्यवस्थेमुळे axial force axle सह शाफ्टसह चाक हलविते, म्हणून जेव्हा हेलीकल गियर एकत्र करते तेव्हा शाफ्टचे अक्षीय निर्धारण आवश्यक असते.
- बेलनाकार शेवरॉन गिअर एक चाक आहे, ज्याचा मुकुट डाव्या आणि उजव्या दातांच्या वैकल्पिक भागांचा समावेश असतो. अशा व्यवस्थेसह, अक्षीय शक्ती अनुपस्थित आहे, जी मोठ्या मोठ्या शक्तींचे हस्तांतरण सुनिश्चित करते;
- बेलनाकार प्रेषण अंतर्गत गियरिंग. या गीयरच्या गीयरच्या पृष्ठभागास एक आत एक आत स्थित आहे आणि चाक एकाच दिशेने फिरतात.
बेलनाकार गीअर्सच्या चाकांच्या स्थापनेपूर्वी बोर व्यासाच्या तुलनेत दांतांच्या प्रोफाइलची घनता तपासणे म्हणजे त्यांच्या धोक्याची तपासणी करणे. हे करण्यासाठी, गिअर व्हील एक कठोरपणे माउंट केलेल्या मँडलवर माउंट केले जाते, दात दरम्यान एक बेलनाकार कॅलिबर सेट केले जाते, ज्यावर सूचक पाय ठेवलेला असतो आणि त्याचे वाचन रेकॉर्ड करते. मंडळाला वळवा, गेजला दोन किंवा तीन दांतांमधून फिरवा आणि वाचन पुन्हा रेकॉर्ड करा, अशा प्रकारे संत्राच्या पूर्ण रोटेशनपर्यंत पुढे चालू ठेवा, त्यानंतर सर्व वाचनांमधून सर्वात मोठे आणि सर्वात लहान निवडा. प्राप्त झालेल्या विचलनास (विशिष्ट तंत्रज्ञानाच्या तांत्रिक डेटानुसार) अनुमती न घेता, तर चाक एकत्रित करण्याची परवानगी दिली जाते.
स्पूर गिअर्सच्या संमेलनात पुढील तांत्रिक ऑपरेशन्स आहेत:
- गोळा केलेल्या युनिट्सची तयारी व सत्यापन. गियर रिंग गियरवर प्रक्रिया केली पाहिजे, धूळ घालणे, धुतले, सुकलेले असावे, त्यांना नाक, बुरर्स, burrs च्या स्वरूपात दोष असू नये;
- जर चाके कोसळण्यायोग्य असतील तर, गियर चाकांचा एकत्रिकरण. त्यांच्यात सामान्यतः हब असतो, जो स्टील किंवा कास्ट लोह बनलेला असतो आणि दांतांचा मुकुट (उच्च दर्जाचे स्टील किंवा टेक्स्टोलाइट) असतो. मुकुट हबच्या डिस्कवर दाबला जातो आणि वेल्डिंग किंवा स्टॉपर्सच्या सहाय्याने निश्चित केले जाते, जे विशेषत: ड्रिल केलेले राहील आणि हबच्या डिस्कवरील थ्रेडसह खराब केले जाते.
- शाफ्ट वर गियर चाके बसविणे आणि उपकरणे. शाफ्टवर गियर ठेवले जातात आणि त्यांचे स्थान की की, स्प्लिन्स किंवा बोल्ट्ससह निश्चित केले जाते;
- गृहनिर्माण बेअरिंगमध्ये गियर चेअरसह शाफ्टची स्थापना;
- एका वेगळ्या जोडीमध्ये आणि संपूर्ण संप्रेषणामध्ये दात गुंतवणूकीचे समायोजन. पेंटवर गियरिंगची गुणवत्ता तपासण्यासाठी समायोजित करणे. लहान चाक व्यासाचे दात पेंटच्या पातळ थराने झाकलेले असतात आणि दोन गिअर स्क्रोल आणि परत स्क्रोल करतात. योग्य हुकिंगसह, दुहेरी चाकांवर पेंट स्पॉट्स दातल्या बाजूच्या पृष्ठभागाच्या मध्यभागी स्थित असावेत आणि दातल्या किमान 50-60% दात आणि किमान 70-9 0% लांबीच्या व्यापारात ठेवावे. जर स्पॉट्स पृष्ठभागाच्या लांबीने विस्थापित केले गेले तर शाफ्टचे कुंडळे तिरपे होतात. दांडाच्या दांडाच्या उंचीच्या जवळ असलेल्या स्पॉट्सचे विस्थापन शाफ्टच्या मध्य-ते-मध्य अंतरामध्ये घट आणि दांतांच्या डोक्याजवळ, मध्य-ते-मध्य अंतरामध्ये वाढ दर्शवते.
बेव्हल गियर हे गियरचे अविभाज्य भाग आहेत ज्यामध्ये शाफ्टचे अक्ष एक निश्चित कोनात (सर्वात सामान्य 9 0 °) असतात. बेवेल गियर्सच्या दातांचे आकार सरळ, तिरपे आणि गोल असू शकते. जोरदार भार आणि उच्च शाफ्ट गतीचा अनुभव घेणार्या गियरमध्ये तिरपे आणि गोल दात असलेल्या व्हीलचा वापर केला जातो (उदाहरणार्थ, गॅरबॉक्समधील रोटेशनला गाडीच्या मागील धुरापर्यंत ट्रान्समिट करतेवेळी).
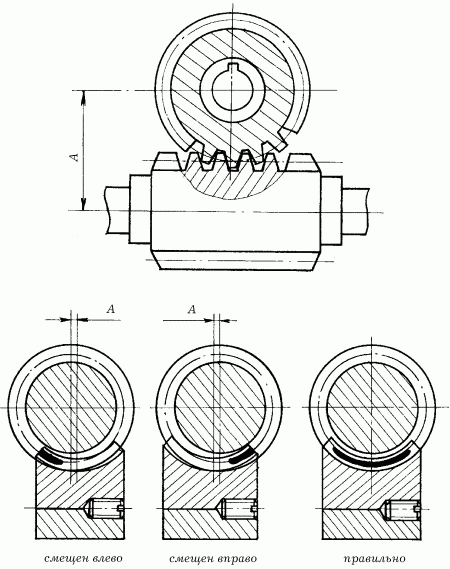
बेवेल गियरमध्ये चाके स्थापित करण्यासाठी आणि सुरक्षित करण्यासाठी तंत्र बेलनील गिअर्स स्थापित आणि सुरक्षित करण्यासाठी समान असतात. पण बीव्हल गियर एकत्र करताना, हे लक्षात ठेवावे की चाकांचा वापर करणे बरोबर आहे जेव्हा दोन्ही चाके अशा प्रकारे सेट केल्या जातात की प्रारंभिक शंकांचे (आय -1 आणि 2 - II) जुळणारे घटक आणि शंकांचे अनुमानित केंद्र (ओ आणि ओ 1) एकत्र होतात ( आकृती 63).
अंजीर 63. बेवेल गियर.
शंकूच्या चाकांबरोबर शाफ्ट स्थापित करण्यापूर्वी, त्यांच्या सीट्सच्या अक्षांची संबंधित स्थितीची शुद्धता तपासा, ज्यासाठी छिद्रांमध्ये केंद्रीत दोन मंडळे सीटवर बसवले जातात: जर प्रोब स्वतंत्रपणे त्यांच्यामधील अंतर प्रवेश करते तर अक्षांची व्यवस्था योग्य आहे.
विवाहाच्या चाकांच्या दातांमध्ये पार्श्वगामी असल्यास केवळ बीव्हल गिअरचे सामान्य ऑपरेशन शक्य आहे.
प्रत्येक प्रकारच्या यंत्रणासाठी अंतराचा आकार भिन्न आहे आणि 0.08-0.20 मिमीच्या श्रेणीमध्ये आहे. जर चाकांवर मोफत प्रवेश असेल तर साइड क्लिअरन्सची रक्कम मोजता येईल. परंतु लीड प्लेट्सच्या मदतीने नियंत्रण अधिक सामान्य आहे: विवाहाच्या चाकांच्या दातांमध्ये लीड प्लेट पास केली जाते आणि चाके वळविली जातात. प्रत्येक वेळी नवीन प्लेट वापरताना, परिघाच्या सभोवतालच्या अंतराने अनेक ठिकाणी ऑपरेशन पुन्हा करा.
मायक्रोमिटर (Fig. 1, बी पहा) प्रत्येक विकृत प्लेट्सची जाडी मोजते; अंतर आकार आकार प्राप्त माप च्या अंकगणित सरासरी म्हणून परिभाषित केले आहे.
जर वास्तविक क्लिअरन्स आवश्यक मूल्याशी जुळत नसेल तर त्याचे आकार समायोजित केले जाते, ज्यासाठी एक चाक एकतर कोंबच्या इच्छेच्या शीर्षस्थानी हलविला जातो किंवा त्यातून ती वाढवता येते. आणि बीव्हल गियरची नवीन स्थिती निश्चित करण्यासाठी, त्यांच्या असणार्या पृष्ठभागाखाली गिस्केट स्थापित केले जातात.
घनता (जर लूब्रिकंट अधिक गरम होत नसेल तर इंटरफेसमधील घर्षण सामान्य आहे), आवाज पातळीसाठी (आवाजाच्या उच्च पातळीच्या पातळीवर ते मंद मोडमध्ये बर्न केले जाते), गायरिंगच्या गुणवत्तेसाठी (एकत्रित रंगाचे पेंटिंग तपासण्यासारखेच असते जेणेकरून पेंटिंग तपासण्यासारखेच असते.)
शाफ्टचे भौमितीक अक्ष एक-दुसऱ्यासह, सामान्यतः 9 0 डिग्रीच्या कोपर्यात विरघळतात तर वर्म्स गीअर्स वापरले जातात.
कीड गियरमध्ये कीटक आणि कीड चाक असते. त्याच वेळी, कीटक थेट-बेलनाकार (एक कीटक चाकाच्या 1-2 दांत त्याच्यासोबत व्यस्त) असू शकतात - किंवा ग्लोबॉइड - अवतल (5-6 दांत एकाच वेळी येथे गुंतलेले असतात, ज्याच्या परिणामस्वरूप ते नलिका कृमि गियर्स आणि कार्यक्षमता). कीटक गियर एकत्र करताना, सर्वप्रथम, यंत्रणा गृहनिर्माण आणि आधीच त्यांच्यामध्ये बियरिंग्ज स्थापित केले जातात - शेफ ज्यामुळे कीड आणि कीड चाक आरोहित होतात.
गिअर युनिटच्या अंतिम विस्तारापूर्वी, पेंटवर हुकिंग करणार्या दातांची शुद्धता तपासा: या प्रकरणात, कीटकांच्या पिसांच्या पृष्ठभागावर पातळ थराने झाकून ठेवा आणि त्यानंतर हळूहळू (आकृती 64) चालू करा.
अंजीर 64. कीड गियरच्या गियरिंगची शुद्धता नियंत्रित करणे.
योग्य प्रतिबद्धतेसह, पेंट कमीतकमी 50-60% (मध्यभागी) लांबी आणि उंचीच्या वर्म व्हील दांड्सच्या पृष्ठभागावर आच्छादित करावा.
आपण कीम व्हील फ्लेजच्या खाली उजव्या किंवा डाव्या गॅस्केटची योग्य जाडी निवडून (की ते अर्ध्या-रिंगांच्या आकारात बनविले जातात, म्हणून त्यांना स्थापित करणे आवश्यक आहे, केवळ सेट स्क्रू सोडविणे आवश्यक नाही). या प्रकारच्या बर्याच गियरमध्ये, ज्या कपड्यांमध्ये माशा चढवल्या जातात त्या कपड्यांना थ्रेड केले जातात, म्हणून ते नट बदलून, धुरीच्या गियर चाकांबरोबर हलवून, गायन समायोजन करता येते.
पुस्तक पासून: कॉर्शिअर एन जी वर्क्स ऑन मेटल