Semak dan sesuaikan roda gear gear
Untuk memastikan operasi gear gear seragam yang betul dari gear utama, adalah perlu bahawa pergerakan paksi gear semasa transmisi tork melalui mereka adalah minimum, oleh itu preload galas tirus diprapang. Apabila tork yang dipancarkan bertambah, ketat galas tirus berkurangan, tetapi pada nilai tork yang hampir dengan maksimum, gear mendapatkan anjakan paksi minimum, yang mengakibatkan penurunan keausan mereka.
Bagaimanapun, preload yang berlebihan dapat mengurangkan kehidupan bantalan secara mendadak.
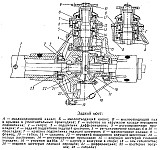
Rajah. Memandu mekanisme pemanduan memandu gandar
Ketepatan pelarasan galas ditentukan oleh jumlah tork yang mesti digunakan pada aci yang dipasang pada galas untuk mengubahnya. Momen ini diukur oleh alat tork. Pramuat galas tirus 16 dari aci pemacu utama diselaraskan dengan memvariasikan ketebalan mesin cuci antara cincin dalam galas. Dalam kes ini, cincin batin bergerak secara aksial berbanding dengan cincin luar galas, dan jarak antara permukaan kerucut cincin batin dan permukaan kerucut cincin luar setiap perubahan galas; Tahap penjepit penggelek tirus di antara cincin juga berubah. Begitu juga, galas roller tirus dari gear serong yang digerakkan 13 diselaraskan. Pelarasan galas tirus roller perumahan berbeza dibuat dengan mengubah suai penyesuaian, yang memberikan pergerakan paksi cincin luar galas berbanding dengan yang dalam.
Selepas pelarasan, pramuat galas roller meretas mengawal penglibatan gear serong oleh titik sentuhan gigi, di mana lapisan nipis cat digunakan pada gigi gear serong utama dan kemudian roda gigi bertukar. Dengan gear gear yang betul, patch sentuhan pada gear serong yang digerakkan adalah kira-kira 2/3 daripada panjang gigi dan beralih sedikit ke bahagian yang sempit, terletak di tengah-tengah ketinggian gigi.
Bergantung pada lokasi patch kenalan, laraskan kedudukan gear mengikut arahan arahan kilang.
Kedudukan gear serong pemacu 14 dikawal dengan mengubah bilangan shims antara perumahan galas 16 dan flange kes gear utama 18, dan kedudukan gear serong yang dipandu 13 dengan bantuan spacers antara dua galas berliku rol dua baris dan perumahan gear utama 18. Mencapai kedudukan yang diperlukan bagi patch kenalan pada gigi gear serong yang dikendalikan, mengawal pelepasan sampingan antara gigi gear roda dan memandu, yang purata 0.15 ... 0.3 mm.
Pelarasan gearing pasangan gear serong dibuat oleh pergerakan membujur 5, 10, 25, yang dilakukan dengan mengubah ketebalan gasket 6, 14 dan memutar kacang bulat.
Pelarasan gearing gear serong dibuat dengan menggerakkannya di sepanjang paksi dengan penekanan roda seterusnya dalam kedudukan yang diperlukan.
Pelarasan gear gearing boleh dibuat dengan mengalihkan gasket dari bawah satu penutup peti mati di bawah yang lain. Dengan penyesuaian gearing yang betul, pergerakan bebibir shank di sekitar lilitan jejari 40 mm hendaklah antara 0 2 - 0 6 mm.
Ia tidak disyorkan untuk menyesuaikan gear gear untuk mengurangkan kelepasan sisi antara gigi apabila ia dipakai, kerana ini akan menyebabkan pelanggaran kedudukan relatif permukaan larian gigi dan boleh menyebabkan pecahnya. Apabila menggantikan gear yang dipakai dengan yang baru, perlu menyesuaikan kedudukan bersama mereka dengan bantuan shims. Dalam kes ini, anda mesti terlebih dahulu melaraskan galas.
Penyesuaian gear gear semasa pemasangan di kilang tidak menghasilkan, kerana gear gear yang betul menyediakan toleransi yang sesuai pada bahagian perkaterian. Apabila membaikpulih untuk mengimbangi haus galas, periksa ketepatan klac gearing pada cat. Pelarasan dibuat dengan mengeluarkan sebahagian daripada gasket dari bawah flange perumahan galas batang pinion pemacu. Pelepasan sisi antara aubyami harus berada dalam 0 1 - 0 4 mm, yang sepadan dengan anjakan sudut flange kardan pada jejari lubang oleh 0 25 - 0 9 mm. Pakej standard termasuk gasket dengan ketebalan 0 100 - 0 085; 0 25 - 0 23 dan 0 80 - 0 75 mm.
Gear gear serong gear utama diselaraskan oleh pergerakan paksi aci mereka. Gerak gerudi kecil bergerak, mengubah bilangan syampu penyesuaian yang dipasang di antara perumahan aci gear serong kecil dan gear utama engkol. Pakej standard termasuk gasket dengan ketebalan 0 05; 0 1; 0 2; 0 5; 1 0 mm. Gasket 0 1 dan 0 5 mm ditetapkan mengikut permintaan.
Gear gear serong gear utama diselaraskan oleh pergerakan paksi aci mereka. Gerak gerudi kecil bergerak, mengubah bilangan syampu penyesuaian yang dipasang di antara perumahan aci gear serong kecil dan gear utama engkol.
Melaraskan gear pada cat mengikut sifat patch kenalan dibuat seperti berikut.
Melaraskan gear pada cat mengikut sifat patch kenalan dibuat seperti berikut. Gigi dari satu roda dihiasi dengan cat dan kedua-dua roda, selepas lekatnya, diperiksa untuk dua atau tiga pusingan. Akibatnya, cetakan muncul di gigi roda, tidak dihiasi dengan cat, di mana kualiti gearing dinilai. Seperti yang telah disebutkan, jejak yang paling baik dipertimbangkan, apabila roda tanpa usaha pemindahan beban oleh bahagian tipis gigi (lihat FIG.
| Kawalan litar kawalan pemasangan gear serong Jenis cetakan cat dengan roda gigi bersambung yang tidak betul. |
Pelarasan penglibatan mengikut sifat patch kontak dibuat seperti berikut.
Pelarasan gear gear roda gear utama dibuat selepas memasang gear didorong di dalam kotak engkol dan memeriksa galas. Pemasangan gear serong yang dihasilkan bergantung kepada reka bentuk gandar belakang. Sebelum memasangnya dari kereta M-20 pra-memasang penutup kotak dan gorden gandar dengan galas dan anjing laut. Cincin luar galas roller tirus dipasang di lubang penutup peti mati sehingga ia berhenti pada akhir. Dua kelenjar ditekan ke dalam selongsong aci gandar, permukaan kerja mereka lancar dengan gris.
Penglibatan normal gear serong melindungi mereka daripada haus dan pecah pramatang dan mengurangkan geseran pada gigi. Penglibatan seperti gear serong adalah betul apabila paksi mereka terletak pada satah yang sama, serenjang dengan satu sama lain, dan puncak serong bertepatan. Untuk melakukan ini, gear serong mesti dipasang di kedudukan tertentu di perumahan gandar belakang.
Hasil daripada haus dan lusuh bahagian, penglibatan gear boleh dipecahkan. Dengan memakai galas yang ketara dan kerusi pelekap mereka, tegak gandar roda gigi dipecahkan atau gandar tidak boleh berada dalam satah yang sama; apabila gigi haus, pelepasan sampingan antara gear meningkat dan permukaan sentuhan bergeser sepanjang ketinggian gigi.
Dalam kes pertama, adalah perlu untuk menggantikan galas. Untuk memulihkan kedudukan asal gear dengan memindahkannya ke arah paksi. Pampasan memakai gigi gear dengan pergerakan tambahan mereka tidak dibenarkan, kerana apabila pelepasan biasa dibuat antara gigi yang dipakai, ujung-ujung kon tidak akan bertepatan.
Apabila memasang gandar belakang, gear pinion 28 (lihat gambarajah gandar belakang traktor "Belarus") ditetapkan supaya jarak di antara hujung belakangnya dan paksi geometri bagi pembezaan adalah 130 ± 0\u003e 15 mm. Ini dicapai dengan meletakkan di bawah bebibir kaca galas depan aci utama kotak gear. Pembersihan sampingan gigi gigi dalam julat 0.25 - 0.50 mm dikawal oleh gasket 22 di bawah bebibir gelas kanan dan kiri galas paksi berbeza. Ketepatan gear gear yang diperiksa untuk cat: gigi gear roda gigi dengan lapisan nipis cat dan putar gear yang digerakkan satu giliran.
Penglibatan dianggap betul jika jejak dakwat terletak tidak kurang dari 80% dari gigi gear yang didorong dan tengah jejak tidak mempunyai anjakan besar ke arah pangkalan atau bahagian atas gigi.
Jumlah pelepasan sisi ditentukan oleh plat plumbum yang dilancarkan di antara gigi di pangkalan gear besar, atau oleh penunjuk.
Ketepatan gearing dan jumlah kelonggaran sisi gear yang beroperasi diperiksa semasa pembaikan rutin traktor atau apabila tanda-tanda operasi tidak normal gear serong terjadi. Dalam kes yang kedua, adalah perlu untuk memeriksa sama ada tidak ada kerepek, nicks dan kerosakan lain pada gear, sama ada mahkota gear yang didorong di hub atau galas kiri pada paksi berbeza telah lemah.
Untuk menyesuaikan gear gear persediaan haruslah hanya dalam kes apabila gandar belakang disassembled atau jika jurang di gigi melebihi 1.2 mm. Urutan pelarasan sedemikian adalah seperti berikut: putuskan sambungan batang brek dan keluarkan penutup cawan; menanggalkan dua bolt ke lubang pemasangan bebibir, tekan cawan kanan supaya anda boleh mengeluarkan gasket 22; dengan cara yang sama, tekan cawan kiri dengan saiz jurang antara gigi gear; Menggunakan gasket, memasang pelepasan yang lebih tinggi dengan mengambil kira haus gigi dan periksa ketepatan gearing penjajaran gear dengan sifat cetakan; selepas itu, isi galas pembezaan galas dengan gris dan letakkan penutup cawan supaya alur di dalamnya bertepatan dengan lubang bekalan minyak dalam cawan.
Galas, pelepasan sisi dan sentuhan dalam gear meshing gear utama UAZ-452 pada mulanya diselaraskan di kilang. Semasa operasi, sebagai peraturan, mereka tidak perlu diselaraskan. Melaraskannya hanya perlu apabila menggantikan mana-mana bahagian, galas, atau apabila pelepasan paksi di dalam galas.
Peningkatan pelepasan sisi di antara gigi gear gear utama, yang muncul disebabkan oleh pakaian mereka, tidak dapat dikurangkan dengan pelarasan, kerana dalam hal ini kedudukan relatif gear berlatih akan terganggu, yang akan menyebabkan peningkatan bunyi bising, mungkin juga memecahkan gigi.
Pelepasan paksi dalam galas roller tirus, yang muncul semasa operasi, harus dihapuskan tanpa mengganggu kedudukan menggerakkan gigi gear utama. Pelepasan margin dan gearing di gigi gigi utama mengawal hanya apabila ia diganti.
Apabila pelepasan gandar gear yang digerakkan muncul, ia diperiksa melalui pembukaan minyak pengisi dengan semiaxes dikeluarkan.
Galas pembezaan selepas penggantian bahagian diselaraskan seperti berikut:
1. Tekan cincin dalaman bantalan berbeza ke dalam jurnal kotak pembezaan supaya terdapat jurang antara hujung dan hujung kotak satelit dalam lingkungan 3.0-3.5 mm.
2. Pasang pemasangan kebezaan di dalam kotak engkol, letakkan gasket di dalam penyangkut kotak untuk mengambil kira ketebalannya semasa menyesuaikan diri, dan kemudian pasangkan penutupnya, dan gantikannya dengan baik dalam kedua-dua arah, gulungkan galas supaya penggelek mengambil kedudukan yang betul. Perumahan paksi dalam kes ini hendaklah berada dalam kedudukan menegak. Kemudian, tanpa mengganggu galas bebola, sekata sambungkan penutup dengan kotak engkol dengan bolt dan kacang.
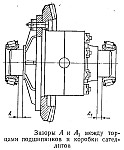
3. Tanggalkan kacang dan bolt dan keluarkan penutup. Berhati-hati mengeluarkan perbezaan dari kotak engkol dan dengan tepat mengukur dimensi A dan A1 antara hujung kotak satelit dan cincin galas batin menggunakan tolok feeler.
4. Untuk memilih pakej gasket dengan ketebalan yang sama dengan jumlah dimensi yang diukur A + A1. Untuk menyediakan pramuat dalam bantalan berlainan kepada gasket ini menambah gasket lain dengan ketebalan 0.2 mm. Oleh itu, ketebalan keseluruhan pakej shims yang dipilih mestilah sama dengan A + A1 + 0.2 mm.
5. Keluarkan cincin batin bebola bantalan dari leher kotak satelit. Bahagikan pakej gasket yang dipilih kira-kira separuh. Di bahagian kotak engkol, ketebalan gasket hendaklah 0.3-0.4 mm lebih besar daripada ketebalan gasket di sebelah sampulnya. Ini adalah perlu bagi mengelakkan penglibatan lateral apabila menyesuaikan pelepasan sampingan dalam gigi gear memandu dan didorong.
6. Pasang gasket pada leher kotak satelit dan tekan cincin galas dalam ke atasnya sehingga mereka berhenti di hujung kotak.
Gerak paksi gigi pinion tidak dibenarkan. Pelepasan paksi pada galas tirus berganda dan kelemahan pengetatannya melanggar perlambatan gigi gear yang betul, menyebabkan cincin dalam berpaling dari sisi kelenjar, mengakibatkan memakai muka flange, ujung cincin minyak, cincin spacer dan pemusnahan cermin. Semua ini menyebabkan haus pramatang gigi gear dan pemusnahan galas gigi pinion.
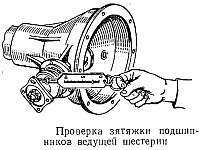
Pelarasan galas tirus berganda diperiksa dengan menggoyang bebibir dengan tangan. Sekiranya anda merasakan pukulan pinion di dalam galas, anda perlu mengetatkan kacang. Jika kacang diperketatkan sepenuhnya, dan pergerakan paksi tidak dihapuskan, maka dengan mengurangkan ketebalan pakej shims dan mengetatkan kacang ke kegagalan, laraskan galas tirus berganda, memberikannya dengan pramuat, nilai yang diperiksa dengan dynamometer musim bunga.
Pada masa yang sama, perlu membersihkan penutup kotak engkol untuk membuang perbezaan dari pemasangan gear yang didorong. Apabila diselaraskan dengan betul, dynamometer musim bunga hendaklah menunjukkan daya 1.5-3 kgf apabila menghidupkan gear untuk lubang di flange. Dalam proses mengetatkan kacang ke kegagalan, ia perlu menghasilkan rolling galas supaya penggelek mengambil kedudukan yang betul.
Selepas pinion dan bantalan pembezaan diselaraskan, teruskan untuk menyesuaikan pelepasan sisi dan gear gigi gigi utama. Apabila melaraskan pelepasan sampingan dan kedudukan gear gear utama di bawah pinion galas tirus menetapkan cincin penyesuaian. Ketebalan cincin ini hendaklah bersamaan dengan 1.43 mm.
Gantian tirus berganda yang diselaraskan dengan pemasangan gear pemacu ditekan ke dalam kotak engkol sehingga berhenti. Untuk mengelakkan kerosakan pada raceway dan penggelek, daya menekan mesti dihantar melalui cincin luarnya. Kemudian pasang cincin minyak dan penutup galas tirus berganda, yang sedikit sama rata dengan bolt supaya tidak menyebabkan ubah bentuknya.
Selepas memasang flange dan pencuci, mereka mengetatkan kacang dan roll di penggelek, menghidupkan bebibir. Dalam kotak engkol tetapkan pemasangan perbezaan dengan gear yang didorong. Setelah dipasang di dalam kapal penyangga kotak engkol, gasket dengan bantalan bantal diselaraskan, sambungkan penutup ke kotak engkol dengan bolt dan kacang. Apabila pra-pemasangan sedemikian dibuat, periksa pelepasan sampingan dalam pertunangan pada empat mata melalui setiap revolusi gear pinion.
Untuk melakukan ini, dengan bantuan separa gandar, gear yang digerudi perlu diperlahankan, dan gear pemacu harus dihidupkan dua arah sehingga gigi menyentuh. Jurang sampingan antara gigi gear baru gear utama harus berada dalam jarak 0.1-0.3 mm. Jurang ini sepadan dengan nilai 0.2-0.6 mm, diukur dengan pergerakan sudut bebibir di sepanjang arka jejari lubang.

Permukaan sampingan mengawal selia gasket dari satu sisi kotak satelit ke yang lain. Jika anda mengeluarkan gasket dari sisi penutup, jurang dalam mesh meningkat, tetapi jika anda menambah - jurang berkurang. Gasket hanya boleh disusun semula dari satu sisi ke yang lain, tetapi mereka tidak boleh dikurangkan atau ditambah, kerana ini akan memecah preload diselaraskan dari bantalan pembezaan.
Selepas menyesuaikan pelepasan sampingan, gear gear utama diperiksa. Untuk melakukan ini, cat cat dengan konsistensi tertentu pada gigi gear yang didorong. Cat cecair merebak dan mengotorkan permukaan gigi, sehingga sukar untuk menentukan lokasi sebenar patch kontak, cat yang terlalu tebal tidak diperah keluar dari jurang antara gigi.
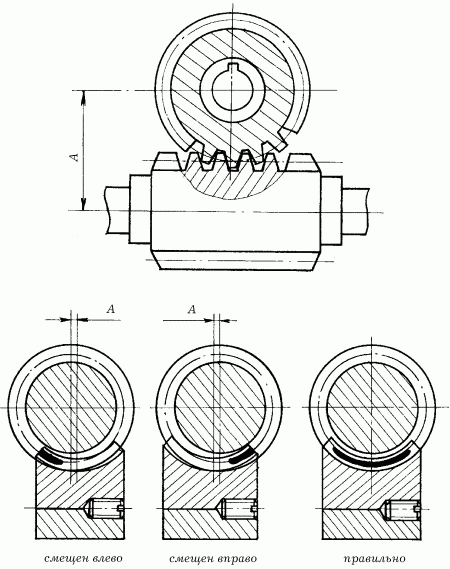
Dengan bantuan separa paksi, perlulah perlulah memperlahankan gear yang digerakkan, dan memandu arah utama di kedua-dua arah sehingga patch kenalan yang jelas ditunjukkan. Setelah menerima sentuhan noda yang betul dari gigi, periksa pemasangan gear dan jejaring pembersihan sampingan berakhir. Berikut adalah patch hubungan biasa pada gigi gear yang didorong gear utama gandar belakang dan cara-cara untuk mencapai gearing gear yang betul dengan menggerakkan gear memandu dan didorong.
Memeriksa ketepatan gear gear utama gandar belakang UAZ-452 pada patch kenalan.

Memindahkan gear pemacu dapat dicapai dengan mengubah ketebalan cincin penyesuaian untuk menggerakkan gear pemacu dari arah yang didorong, cincin penyesuaian perlu ditetapkan pada ketebalan yang lebih besar, dan sebaliknya, untuk memindahkan gear memandu ke arah yang didorong, cincin penyesuaian perlu ditetapkan lebih kecil.
Pergerakan gear yang didorong dipastikan dengan cara yang sama seperti apabila menyesuaikan pelepasan sampingan - dengan memindahkan spacers galas perbezaannya. Selepas pelarasan selesai, perhimpunan terakhirnya.
Transmisi mekanikal, bekerja pada prinsip pertunangan, boleh bergigi dan cacing.
Gear, pada gilirannya, dibahagikan kepada silinder dan kon. Tetapi ini bukan klasifikasi terakhir gear.
Bergantung pada lokasi gigi relatif kepada paksi roda silinder terdapat:
- gear gelang silinder, yang paling mudah dalam reka bentuk dan, dengan itu, dalam pembuatan, mereka tidak membuat beban paksi pada batang, oleh itu, tidak memerlukan galas tujahan khas, yang sangat memudahkan perhimpunan. Gear sedemikian digunakan dalam mekanisme dengan kelajuan kerja kecil putaran aci. Kelemahan roda gigi adalah banyak bunyi semasa operasi mekanisme, terutama jika roda transmisi tidak diproses dengan tepat;
- gear helikal silinder, gigi mereka terletak di sepanjang garis helical pada silinder berpisah. Memandangkan gigi gear tersebut lancar, secara beransur-ansur, paras hingar berkurangan dan kapasiti beban meningkat. Walau bagaimanapun, disebabkan susunan gigi yang cenderung, daya paksi cenderung untuk menggerakkan roda dengan aci sepanjang paksi, oleh itu, apabila memasang gear heliks, peneguhan paksi aci diperlukan;
- gear chevron silinder adalah roda, mahkota yang terdiri daripada bahagian bergantian gigi kiri dan kanan. Dengan susunan sedemikian, daya paksi tidak hadir, yang memastikan pemindahan kuasa yang sangat besar;
- pemalitan dalaman silinder. Permukaan gear gear ini terletak satu di dalam yang lain, dan roda berputar dalam satu arah.
Sebelum memasang roda roda silinder memeriksa pemukulan mereka, yakni, konsentrisik profil gigi berbanding dengan diameter lubang. Untuk melakukan ini, roda gear dipasang pada mandrel yang dipasang secara tegar, di antara gigi menetapkan berkaliber silinder, di mana diletakkan kaki penunjuk, dan merekod bacaannya. Putar mandrel, alihkan tolok melalui dua atau tiga gigi dan rekod semula bacaan, teruskan dengan cara ini sehingga pusingan penuh mandrel, kemudian dari semua pembacaan memilih yang terbesar dan terkecil. Jika penyimpangan yang diterima tidak melebihi yang dibenarkan (mengikut data teknikal untuk mekanisme tertentu), maka roda dibenarkan dipasang.
Perhimpunan merangsang gear terdiri daripada operasi teknologi berikut:
- penyediaan dan pengesahan unit yang dikumpulkan. Gear cincin gear harus diproses, diperiksa untuk memukul, dibasuh, dikeringkan, mereka tidak boleh cacat dalam bentuk nicks, burrs, burrs;
- pemasangan gear roda, tentu saja, jika roda boleh dilipat. Mereka biasanya terdiri daripada hab, yang diperbuat daripada keluli atau besi tuang, dan mahkota gigi (keluli gred tinggi atau textolit). Mahkota ditekan ke cakera hab dan tetap sama ada dengan kimpalan atau dengan bantuan penghenti, yang diskrukan ke dalam lubang yang digerudi khusus dengan benang pada mahkota dan cakera hub;
- pemasangan dan pemasangan roda gear pada aci. Gears diletakkan pada aci, dan kedudukan mereka tetap dengan kunci, splines atau baut;
- pemasangan aci dengan roda gear di galas perumahan;
- pelarasan penglibatan gigi dalam sepasang roda yang berasingan dan dalam penghantaran secara keseluruhan. Untuk menyesuaikan periksa kualiti gear pada cat. Gigi diameter roda yang lebih kecil ditutup dengan lapisan cat nipis dan tatal beberapa gear satu putaran dan belakang. Dengan pengait yang betul, tempat cat pada roda kembar hendaklah terletak di bahagian tengah permukaan sampingan gigi dan menduduki sekurang-kurangnya 50-60% permukaan gigi tinggi dan sekurang-kurangnya 70-90% panjang. Sekiranya bintik-bintik itu dipindahkan sepanjang panjang permukaan, maka paksi-lubang poros itu miring. Anjakan bintik-bintik dalam ketinggian lebih dekat dengan tangkai gigi menunjukkan penurunan jarak pusat ke pusat aci, dan dekat dengan kepala gigi, peningkatan jarak pusat ke pusat.
Gear bevel adalah bahagian yang tidak terpisahkan dari gear di mana paksi aci berpotongan pada sudut tertentu (yang paling biasa ialah 90 °). Bentuk gigi gigi serong boleh lurus, serong dan bulat. Roda dengan gigi serong dan bulat digunakan dalam gear yang mengalami beban berat dan kelajuan aci tinggi (contohnya, apabila menghantar putaran dari kotak gear ke gandar belakang kereta).
Teknik untuk memasang dan mengunci roda dalam gear serong adalah sama dengan yang dipasang dan mengunci gear silinder. Tetapi apabila memasang gear serong, perlu diingatkan bahawa gearing roda adalah betul apabila kedua-dua roda telah ditetapkan sedemikian rupa sehingga konstituen kon yang awal (I-I dan II-II) dipadankan, dan pusat dianggarkan kon (O dan O1) Rajah 63).
Rajah. 63. Peralatan bersulam.
Sebelum memasang aci dengan roda conical, periksa ketepatan kedudukan relatif paksi kerusi mereka, yang mana dua mandrel yang berpusat di lubang dipasang di tempat duduk: jika siasatan memasuki jurang di antara mereka secara bebas, susunan paksi adalah betul.
Operasi biasa gear serong mungkin hanya jika terdapat jurang sisi antara gigi roda kawin.
Saiz jurang adalah berbeza untuk setiap jenis mekanisme dan berada dalam julat 0.08-0.20 mm. Ukur jumlah pelepasan sampingan yang boleh diuji, jika roda mempunyai akses percuma. Tetapi kawalan dengan bantuan plat plumbum adalah lebih biasa: plat plumbum dilalui di antara gigi roda kawin dan roda-roda dihidupkan. Ulangi operasi di beberapa tempat secara merata di sekeliling lilitan, setiap kali menggunakan plat baru.
Mikrometer (lihat Rajah 1, b) mengukur ketebalan setiap plat cacat; saiz jurang didefinisikan sebagai purata aritmetik bagi ukuran yang diperoleh.
Sekiranya pelepasan sebenar tidak bersesuaian dengan nilai yang diperlukan, saiznya diselaraskan, di mana salah satu roda dipindahkan sama ada ke arah puncak kon yang dimaksudkan untuk mengurangkan pelepasan, atau daripadanya untuk meningkatkannya. Dan bagi menetapkan kedudukan baru gear serong, gasket dipasang di bawah permukaan galasnya.
Gear yang bergigi bergigi bergigi diperiksa untuk kualiti gearing (memeriksa cat serupa dengan memeriksa gear silinder), untuk tahap bunyi (pada paras transmisi tinggi mereka dibakar dalam mod perlahan), untuk geseran (jika pelincir tidak terlalu panas, maka geseran di antara muka adalah normal).
Gear cacing digunakan jika paksi geometri aci bersilang antara satu sama lain, biasanya pada sudut 90 °.
Gear cacing terdiri daripada cacing dan roda cacing. Pada masa yang sama, cacing boleh lurus - silinder (1-2 gigi roda cacing secara serentak terlibat dengannya) - atau globoid - cekung (5-6 gigi pada masa yang sama terlibat di sini, hasilnya jauh di hadapan cacing silinder gigi dan kecekapan). Apabila memasang gear cacing, pertama sekali, galas dipasang dalam mekanisme perumahan, dan sudah ada di dalamnya - aci di mana cacing dan roda cacing dipasang.
Sebelum tudung akhir unit gear, periksa ketepatan gigi yang tersambung pada cat: dalam kes ini, tutup permukaan skru cacing dengan lapisan nipis cat, kemudian putar perlahan-lahan (Rajah 64).
Rajah. 64. Kawalan ketepatan gearing gear cacing.
Dengan penglibatan yang betul, cat harus menutup permukaan sampingan gigi roda cacing dalam panjang dan ketinggian sekurang-kurangnya 50-60% (di bahagian tengah).
Anda boleh menyesuaikan pemacu gear cacing dengan memilih ketebalan yang sesuai dari gasket kanan atau kiri di bawah flange cacing roda (untuk kemudahan, ia dibuat dalam bentuk cincin separuh, jadi memasangnya tidak memerlukan pembongkaran pemasangan, hanya melonggarkan skru set). Di dalam banyak gear jenis ini, cawan galas di mana cacing dipasang diikat, jadi penyesuaian gearing dapat dilakukan dengan memutar kacang-kacangan, menggerakkannya bersama roda gigi sepanjang paksi.
Dari buku ini: Korshever N. G. Bekerja pada logam