ගාංචු ගියර් ගාස් පරික්ෂා කරන්න
ප්රධාන ආම්පන්නයේ හරස් එන්ජින් වල නිවැරදි ක්රියාකාරීත්වය සහතික කිරීම සඳහා, එ්වා හරහා චක්රය සම්ප්රේෂණය කරන විට ඒවායේ අක්ෂීය චලනය අවම වන අතර, එබැවින්, රැවුලේ රඳවනයන් සඳහා පූර්ව බර පැටවීම පූර්ව ප්රවාහනය වේ. සම්ප්රේෂිත ව්යවර්ථය වැඩි වන විට, රැහැන් රහිත පාදක වල තදතාවය අඩු වුවද, උපරිම මට්ටම්වලට ආසන්න මට්ටම් වලදී, අවම වශයෙන් අක්ෂීය විස්ථාපනය ලබා ගත හැකි වන අතර ඒවායේ අරුචිය අඩු වේ.
කෙසේවෙතත්, අධික ලෙස පූර්ව බරක් දරා ගත හැකිය.
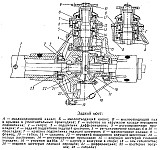
Fig. රියදුරු යාන්තම් ධාවනය කරන ලද අඟුල
ලීරින් සැකැස්මේ නිවැරදි භාවය තීරණය කරනුයේ ඒවායේ පිහිටීම මත යන්තම් මත රැඳවූ යතුරු මත පැටවූ යතුරු ප්රමාණය අනුව ය. මොළය මනින්න මෙවලමක් මගින් මනිනු ලැබේ. ප්ලාස්ටික් ෙබයාරා 16 පධාන ප්ලාස්ටික් පතුවළ ෙපොෙරොෙර්ජ් ෙබයාරිං වල ඇතුළත වළලු අතර ඝණකම වෙනස් කිරීම මගින් සකස් කරනු ලැෙබ්. මෙම අවස්ථාවේ දී අභ්යන්තරයේ මුදු වල ඇති බාහිර වළල්ලට සාපේක්ෂව අක්ෂ්යාංශයේ ප්රත්යාවර්තව හා බාහිර වළල්ලේ කේතුකාකාර පෘෂ්ඨය අතර වෙනස එකිනෙකට වෙනස් වේ; මුදු අතර තිරිඟු රෝලර් ඔසවා තැබීමේ වේගය ද වෙනස් වේ. ඒ හා සමානව, යතුරු පැදියේ බෑග් 13 කින් යුත් රෝලර් රේකියර් ෙබයාරිං සකස් කර ඇති අතර, වෙනස් කරන ලද නිවාසයේ රෝලර් රේඩියර් ෙබයාරිං සකස් කරනු ලැබේ.
ගැලපුම් කිරීමෙන් පසුව, රෝලර් රේඩියර් ෙඩෙරේජ් ෙබයාරිං ෙරෝටර් ෙසෙරේජ් ෙබයාරිං මගින් දත් ස්පර්ශක ෙසොයාෙත මගින් නියාමනය කරනු ලබන අතර, තීන්ත ආෙල්පන තුනී ස්ථරයක් ෙඩිනම් ෙරෝටර් ෙරෝද සඳහා ෙයොදා ගන්නා අතර ඉන් පසුව ඒවා ස්පන්දනය කර ඇත. රථය නිසි ලෙස පිරිමැසීමෙන්, ධාවන රේඛාවේදී ස්පර්ශ පැල්ලම් දත් දළ දිගකින් 2/3 පමණ වන අතර, දත් මුදුනේ මධ්යයේ පිහිටා ඇති අතර එහි පටු කොටස තරමක් වෙනස් වේ.
සම්බන්ධක පෙදෙස පිහිටි ස්ථානය අනුව, කර්මාන්තශාලා වල උපදෙස් වලට අනුව අනුවර්තීගේ පිහිටීම වෙනස් කරන්න.
පුරුක ෙරෝධක ගියර 14 හි පිහිටීම පාලනය කරනු ලබන්නේ ලී රාමුව 16 හා ප්රධාන වළල්ලේ නඩත්තු 18 අතර ඇති අතර, පේලි දෙකේ රැඳවුම් රෝලර් ලෝඩර් සිරුරේ සහ පැතිම් හැඩයේ 18 වන කොටසෙහි පැතිරක ආධාරක ආධාරක ආධාරක ආධාරක ආධාරයෙන් ය. යතුරු පැදියේ ඇති දත් මත දත් ස්පර්ශ පැල්ලම් වල අවශ්යතාවය සපුරා ගැනීම, සාමාන්යයෙන් 0.15 ... 0.3 mm සාමාන්යයෙන් රියදුරු සහ ධාවන නැමියාවන් අතර ඇති පැත්ත අතර ඇති පැති සවි කිරීම පාලනය කළ යුතුය.
නූල් භ්රමක පෙරණ යුගලය පිරිමැසීමේ හැඩ ගැසීම 6, 14 ගෑස්වල ඝණකම වෙනස් කිරීම මගින් වටා ඇති කෝප්ප 5, 10, 25 ක කප්පි වලින් සිදු කරන අතර එය වටා ගෙඩි දමනවා.
අත්වැසුම් ආම්පන්න සකස් කිරීම සඳහා අවශ්ය වන ස්ථානයේ රෝද ගැළවීමත් සමඟ ඒවායේ අක්ෂවල දිගේ ගමන් කිරීම සිදු කරනු ලැබේ.
අනෙක් කොටස යටතේ එක් කාන්ඩර්ස් ආවරණයක් යටින් ගින්දර මාරු කිරීමෙන් ආම්පන්න ආවරණ සකස් කළ හැකිය. ආම්පන්න නිසි පරිදි ගැලපීමත් සමග මි.මී. 40 ක අරය වටා වටා වටා පරිපථයේ හැඩය 0 0 - 0 6 mm අතර විය යුතුය.
දත් දමන විට දත් අතර සෘණ ආරෝහණ අඩු කර ගැනීම සඳහා දර්පණ රඳවා තබා ගැනීම නිර්දේශ කරනු නොලැබේ. මෙමගින් දත් වල ධාවනය වන මතුපිටවල සාපේක්ෂ පිහිටීම උල්ලංඝනය කිරීම හා ඒවායේ බිඳවැටීමට හේතු විය හැක. නවීන පන්නයේ ඇඳන් ආදේශ කරගන්නා විට, ඒවායේ අන්යෝන්ය තත්වයන් වෙනස් කිරීම අවශ්ය වේ. මෙම නඩුවේදී, ඔබ පළමුව ඇඟිලි ගැසීම් සකස් කළ යුතුය.
කර්මාන්තශාලාවේදී එකලස් කිරීමේදී පොරොප්ප උපකරණයන් සකස් කර නොතිබීම, නිවැරදි ආම්පන්න ගාහක පැටවුන්ගේ කොටස් මත සුදුසු ඉවහල් ලබා දෙන ලදී. ෙබයාරිං ඇඳුම් ගලවා ගැනීම සඳහා පතිස්ථාපනය කරන විට තීන්ත ආම්පන්න ක්ලච් වල නිවැරදිභාවය පරීක්ෂා කරන්න. මෙම හැඩ ගැසීම කර ඇත්තේ ධාවකයන්ගේ නියපොතු කම්බි වල පාදයේ යටි පැත්ත යට සිට ගෑස්කට් කොටසක් ඉවත් කිරීමෙනි. 0 0 - 0 4 මි.මී. ඔස්සේ කුහරවල අර්ධ ධ්වනිය මත කාන්ඩන් පටියෙහි කෝණික විස්ථාපනය 0 සිට 0 - 4 ත් අතර විය යුතුය. සම්මත ඇසුරුම 0 100 - 0 085 ඝණකම සහිත ගෑස්කට් ඇතුළත් වේ. 0 25 - 0 23 සහ 0 80 - 0 75 mm.
ප්රධාන ආම්පන්නයේ බුවර් ගියර යොදා ගනිමින් ඒවායේ අක්ෂයන්හි අක්ෂීය චලනයන් මගින් සකස් කරනු ලැබේ. කුඩා නැවතුම් ආම්පන්නයේ යතුරු පැදියක් සහ කම්බ්කාස් ප්රධාන ආම්පන්නය අතරේ පිහිටන ලද කොළ සැකසීමේ ප්රමාණය වෙනස් කිරීම සඳහා කුඩා තලයක් රැගෙන යාම. සම්මත පැකේජය 0.05 ට ඝණකම සහිත ගෑස්කට්; 0 1; 0 2; 0 5; 1 0 මි.මී. ගෑස් මත 0 1 සහ 0 5 මි.මී.
ප්රධාන ආම්පන්නයේ බුවර් ගියර යොදා ගනිමින් ඒවායේ අක්ෂයන්හි අක්ෂීය චලනයන් මගින් සකස් කරනු ලැබේ. කුඩා නැවතුම් ආම්පන්නයේ යතුරු පැදියක් සහ කම්බ්කාස් ප්රධාන ආම්පන්නය අතරේ පිහිටන ලද කොළ සැකසීමේ ප්රමාණය වෙනස් කිරීම සඳහා කුඩා තලයක් රැගෙන යාම.
ස්පර්ශ පැල්ලම් ස්වභාවය අනුව තීන්ත ආම්පන්න සකස් කිරීම පහත පරිදි වේ.
ස්පර්ශ පැල්ලම් ස්වභාවය අනුව තීන්ත ආම්පන්න සකස් කිරීම පහත පරිදි වේ. එක් රෝදයේ දත් පැහැය හා රෝද දෙකේ ආලේප කර ඇති අතර ඒවායේ බන්ධනය දෙවරක් හෝ තුනක් සඳහා පරික්ෂා කර ඇති අතර, ප්රතිඵලයක් වශයෙන්, තීන්ත ආලේප නොකළ තීන්ත ආලේපන දර්පණ මත දිස්වේ. දැනටමත් සඳහන් කර ඇති පරිදි, වඩාත් හිතකර මුද්රණය සැලකෙන්නේ, දත් තුනී කොටසක් මගින් බඩු හුවමාරු කිරීමේ උත්සාහයන් නොමැතිව රෝද (FIG.
| පාලක චිකිත්සක එකලස් කිරීම නොගැලපෙන තීන්ත ආලේපන ආකාරයේ තීන්ත මුද්රණ ඉරුම් පටි. |
ස්පර්ශක පැල්ලම් ස්වභාවය අනුව සම්බන්ධතාවය සකස් කර පහත පරිදි වේ.
ප්රධාන ආම්පන්නයේ බුවර් ගාස් පිරිමැසීමේ කාර්යය නියාමනය කිරීම සඳහා රැහැන් රඳවන යන්ත්රය ස්ථාපනය කිරීමෙන් පසුව සහ කරකැවිල්ල පරීක්ෂා කිරීම සිදු කරනු ලැබේ. පිටුපස ඇක්සෙල් නිර්මාණය මත පදනම්ව නිපදවන ලද බැවිනි ගියර් සවි කිරීම. මෝටර් රථය සිට එය ස්ථාපනය කිරීමට පෙර M-20 පෙර රැඳවුම් ආවරණ සහ ඇක්සල් ෂවුස් බෙයර්ස් සහ සීල් සමඟ එකට එකතු කර ගන්න. අවසානයේ රැඳී සිටින තුරු රැඳවුම් රෝලර් ෙබයර්ස් පිටත මුදු කම්බිකස් ආවරණවල සිදුරු සවි කර ඇත. ග්රීස් ග්රෑම් දෙකකින් යුත් ග්රන්ථි ඇක්සල් පතුවළට ආවරණය කර ඇති අතර එහි වැඩ කරන පෘෂ්ඨය ග්රීස් සමග ආලේප කර ඇත.
නැමියැම් ගියර් සාමාන්යයෙන් මැඩපැවැත්වීම වළක්වා ගැනීමෙන් වළක්වා ඇති අතර ඒවායේ ඝර්ෂණය අඩු කරයි. මෙම අත්වැසුම් එන්ජිමට එකිනෙකට සමාන්තරව සමාන වන අතර ඒවායේ පරිපූරක සමතලා වේ. මෙය කිරීම සඳහා පිටුපස ඇක්සල් නිවාසයේ යම් ස්ථානයක ඉරුම් ගොඩනඟා තිබිය යුතුය.
කොටස්වල ඇඳුම් ඇඳීම හා කඳුලැටි නිසා, ගියර්ගේ ක්රියාව කැඩී බිඳී යා හැකිය. සැලකිය යුතු බරකින් යුක්ත වන අතර ඒවායේ ආසන වල ඇති අක්ෂි කැඩී බිඳී යාම හෝ අක්ෂි පුවරුව එකම යානය තුළ නොතිබිය හැකිය. දත් දිරා යන විට දිලිසෙන අතර පැති පැත්තද වැඩි වේ.
පළමුවන අවස්ථාවෙහිදී, බෙයාරිං වෙනුවට ආදේශ කිරීම අවශ්ය වේ. අක්ෂීය දිශාව ඔස්සේ ගමන් කිරීම මගින් ඒවායේ මුල් ස්ථානය නැවත ස්ථාපනය කිරීම. නූල් දත් අතර සාමාන්ය නිශ්කාෂණ ස්ථාපනය කරන විට, අමතර කොටස් මගින් අමතර කොටස් මගින් දත් දත් ඇඳීම සඳහා ඉඩ ලබා නොදේ.
පසුපස අක්ෂය එකතු කරන විට, දර්පණ ආම්පන්නය 28 (බෙලාරුස් ට්රැක්ටරයේ පිටුපස අක්ෂයේ රූපය බලන්න) එහි පසුපස අග සහ දුරේක්ෂයේ ජ්යාමිතික අක්ෂය අතර පරතරය 130 ± 0\u003e 15 මි.මී. මෙය මනිනු ලබන්නේ ප්රාථමික යක්කය ඉදිරිපස ඇති වීදුරුවක හැඩය යටට තැබීමෙනි. 0.25 - 0.50 මි.මී. පරාසයක ඇති නැනෝ මුදුනේ පැති පැත්ත දාමය අක්ෂයේ පාදයේ දකුණු හා වම් වීදුරු වල එල්ලුම් ඇණ යටට ගෑස්කට් 22 මගින් පාලනය වේ. තීන්ත සඳහා ආම්පන්න ආවරණ ගාහක පිරික්සුම්: තීන්ත සිහින් ආවරණ තීන්ත ආලේප කරගැනීමේ දත් දිරවන ලද එම්.පී.
ආම්පන්න මුද්රණයෙන් ලබාගත් ආම්පන්නයේ දත දිගින් 80% ට වඩා අඩු නොවිය යුතු අතර, මුද්රණය මැද කොටසෙහි හෝ දත් මුදුනට විශාල විස්ථාපනයක් නොමැත.
පාර්ශ්වික නිෂ්කාශය ප්රමාණය තීරණය වන්නේ, විශාල ගියර් පදනමේ දත් අතර දත් අතර දර්ශනයක් හෝ දර්ශකයක් තුලිනි.
ධාවනෙය් නිවැරදි කම සහ කියාත්මක වන කියාකාරිෙය් ඇති පසුබිමක ඝණත්වය ෙතරම ට්රැක්ටරෙය් ෙද්පල අළුත්වැඩියා කිරීෙම්දී ෙහෝ ෙරෝද රථෙය් අසාමාන්ය කියාකාරිත්වෙය් සංඥා සිදුවන අවස්ථාවලදී පරීක්ෂා කරනු ලැෙබ්. අන්තිම අවස්ථාවෙහිදී, කේන්ද්රයේ ධාවනය වූ ගියර්ගේ ඔටුන්න හෝ අන්තරාල අක්ෂය මත වම් පාදය මත දුර්වල වී තිබේ නම්, චිප්ස්, නික්ස් සහ වෙනත් අත්වැසුම් නොමැති නම් පරීක්ෂා කිරීම අවශ්ය වේ.
වැඩ කරන ගියරර වල උපකරණය සකස් කිරීම සඳහා පසුපස අත්වාරය විසුරුවා හැරීම හෝ දත් තුළ ඇති පරතරය 1.2 mm ඉක්මවීම සිදුවිය යුතුය. එබඳු ගැලපීම් අනුපිළිවෙල පහත පරිදි වේ. ටෙන්ඩරය විසන්ධි කර කෝප්ප පහන් ඉවත් කරන්න; කපන ලද කුහරවල දෙපැත්තේ කපන ලද දෙපැත්තටම කපා ඉවත් කර දකුණු ගිනි අවුළුවලින් ඉවත් කළ හැකිය. එකම ආකාරයෙන්, දත්වල දත් අතර ඇති පරතරය අනුව වම් කෝප්පය පිට තබන්න; ගෑස්කට් භාවිතා කිරීම, දත් ඇදීම සම්බන්ධව වැඩි වැඩියෙන් නිශ්කාෂණ ස්ථාපනය කර මුද්රණය කිරීමේ ස්වභාවය අනුව ආම්පන්න ආම්පන්න පැකැට්ටුව පරීක්ෂා කිරීම; පසුව, ග්රීස් සමග ආන්තරික අක්ෂයේ ෙබයාරිං සහ කුසලාන පියනේ පියනේ තබන්න. එමඟින් ඒවායේ කප් කණු වල තෙල් සැපයුම් සිදුරු සමඟ සමපාත වනවා.
UAZ-452 ප්රධාන ආම්පන්නයේ එම්ජිමර්ස්, පැති පැත්ත සහ සම්බන්ධතා වල මුලින්ම සකස් කරන ලද කර්මාන්තශාලාවේදී සකස් කරනු ලැබේ. රීතියක් ලෙස, මෙහෙයුම් වලදී ඒවා සකස් කිරීම අවශ්ය නොවේ. ඒවා සකස් කිරීම අවශ්ය වන්නේ යම් කොටස්, ෙබයාරිං, ෙහෝ ෙබයාරිං වල ආවරණෙය් නිශ්චය කිරීෙම්දී පමනි.
මෙම ආම්පන්නය නිසා ඒවායේ පෙනුම හේතුවෙන් පෙනෙන ප්රධාන ආම්පන්න කට්ටලයේ දත් දත් අතර පැතිරුණු දත් වැඩිවීම අඩු කර ගත නොහැකිය. මෙම නඩුවේදී ධාවනය වන ධාවකයන්ගේ සාපේක්ෂ පිහිටීම අවුල් වී ඇති අතර, ශබ්දය වැඩි වීමක් ඇතිවිය හැකිය.
ප්රධාන නෞකාවේ ක්රියාකාරීත්වයේ ක්රියාකාරීත්වයට බාධා නොකරන අතර, මෙහෙයුමේදී පෙනී සිටි පේලි රෝලර් ෙබයාරිං හි ආංශික නිෂ්කාශය ඉවත් කළ යුතුය. ප්රධාන ආවරණවල දත් වලදී පාර්ශ්වික ඉවත් කිරීම සහ ඒවායේ ආම්පන්න වෙනුවට ඒවා ප්රතිස්ථාපනය කළ විට පමණි.
යතුරුපැදිකරුගේ ඇක්සල් අවකාශය දිස්වන විට එය දුරස්ථ අක්ෂයන්හි දී තෙල් පිරවුම් හලය හරහා පරික්ෂා කරනු ලැබේ. එය ධාවනය කරන ලද ගියර් කුඩා ප්රයත්නයක් මඟින් සහතික කර ඇති අතර එය චන්ද්රිකා පෙට්ටියේ දකුණු හා වම් පැත්තේ එකම ඝණකම සවි කිරීමට අවශ්ය වේ.
කොටස් විස්ථාපනය කිරීමෙන් පසුව වෙනස් වූ බෙයාරීන් පහත පරිදි සකස් කර ඇත:
1. විස්ථාපන ෙබයාරිංවල විෙශේෂ ෙල්ඛන මත අවකල ප්ලාස්ටික් සඟරාවලට 3.0-3.5 මි.මී. ඇතුළත චන්ද්රිකා පෙට්ටිය සහ ඒවායේ අන්තිම අතර ඇති පරතරයක් ඇතිවීම.
2. කෙන්චේනයේ ඇති අවකල්යමය එකලස්කිරීම්, කොන්ක්රීට් ස්පර්ශකය තුළට සකස් කර ඇති ගැඹුර සකස් කර, ආවරණ සවි කිරීම සහ එය දෙකම දිශාව දෙසට හරවන පරිදි, රිලේන් නිසි ස්ථානය ලබා ගත යුතුය. මෙම නඩුවේ හූසිං අක්ෂය සිරස් ස්ථානයේ තිබිය යුතුය. පසුව, රැහැන් රෙනින්ට බාධා නොකොට, කපන සහ ඇටම් සමග කන්කුලය සමඟ ආවරණ සම්බන්ධ කරන්න.
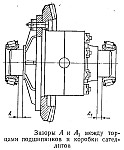
3. ගෙත්තම් සහ බූට්ස් ඉවත් කරන්න සහ ආවරණය ඉවත් කරන්න. ප්රවේශමෙන් කෙන්චේන් එකේ අවකලනය ඉවත් කරන්න. චන්ද්රිකා පෙට්ටියේ සීමාවන් හා ආංශික තලවලින් භාවිතා කරන අභ්යන්තර ලී රවුම් අතර මායිම් A හා A1 මැනිය හැකිය.
4. මනින ලද මායිම්වල A + A1 එකතුවට සමාන ඝණකම සහිත ගෑස්කට්ටුවක් තෝරා ගැනීමට. මෙම ගෑස්කට් වලට විවේචනාත්මක ලීකැටුම්වල පූර්ග්රැ කිරිම සඳහා මිලි මීටර් 0.2 ක ඝනකමකින් යුත් තවත් ගෑස් එක් කරන්න. මේ අනුව, තෝරාගත් පැකේජයේ සම්පූර්ණ ඝණකම අවසානයේ A + A1 + 0.2 mm සමාන විය යුතුය.
5. සැටලයිට් පෙට්ටියක බෙල්ලෙන් බෙදීම් වල ඇති අභ්යන්තරයේ මුදු ඉවත් කරන්න. තෝරාගත් පැකේජය ආසන්න වශයෙන් අඩක් පමණ වෙන් කරන්න. කාන්ඩර්ස් පැත්ත මත, ආවරණයේ පැත්තෙහි ගෑස්කට් ඝණකම ඝනත්වය 0.3-0.4 mm විය යුතුය. රිය පැදවීම සහ රිය පැදවීමේ දත්වල ඇති පැති පැත්තේ හැඩ ගැසීමෙන් පසුව පාර්ශ්වික බැඳීම වැළැක්වීම සඳහා මෙය අවශ්ය වේ.
6. සැටලයිට් පෙට්ටියෙහි ගෙල මත ගෑස්කට් සවි කරන්න. කොටුවෙහි කෙළවරේ නතර වන තෙක් ඒවායේ ඇති ලී රවුම් තල්ලු මත තබන්න.
නියපොතු කට්ටලවල අක්ෂීය චලනය තහනම් කර නැත. ද්විත්ව කොපර් ලෝඩයෙහි දී ආක්ෂීය ඝණත්වය සහ එහි තදින් දුර්වල වීම ප්රධාන ආම්පන්නයේ ගියර්ගේ දත් මැහුම් උදුරා ගැනීම උල්ලංඝනය කරයි. අභ්යන්තරයේ වළල්ලට පැටලෙන පැත්තෙන් හැරෙන අතර, ප්රතිරෝධක මුහුණත, තෙල් වළල්ලේ කෙළවරේ, විස්තාරණය කරන ලද මුදු සහ කබාය විනාශ කිරීම සිදු කරයි. මේ සියල්ලට පෙර ගැටුම්වල දත් පැහැර හැරීම් හා නියපොතු කට්ටලවල රදා ඇත.
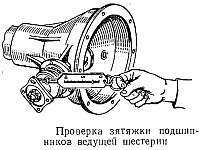
ද්විත්ව ඉස්කුරුප්පු ලෝඩය සකස් කිරීම මගින් අත්ලාන්තික් තල්ලු කිරීම මඟින් පරීක්ෂා කරනු ලැබේ. ඔබ ස්නායුවේ දිශාවට චලනය දැනෙනවා නම්, ඔබ නූල තද කළ යුතුය. පෝරමය සම්පූර්ණයෙන්ම තද කර ඇත්නම් සහ අක්ෂි චලනය ඉවත් නොකෙරේ නම්, අසම්පූර්ණ පැකට්ටුවක ඝනකම හා අසමත්වීමට නියඟය තද කිරීම මගින්, දෙවරක් කොපර් රෝදය ගෙන ඒම පූර්ව ප්රෝටනය සහිතව ලබා දෙයි. එය සවිකර ඇති ප්ලාස්ටික් ඩීසෝමීටරය සමඟ පරීක්ෂා කරනු ලැබේ.
ඒ සමඟම, එටිසලාට් එන්ජින් සංචලනය වෙතින් අවකලනය ඉවත් කිරීම සඳහා කම්බිගේ කටුව ඉවත් කිරීම අවශ්ය වේ. නිසි පරිදි ගැලපෙන විට, පතුලේ ඇති කුහරය සඳහා ගියර්ව 1.5-3 kgf ක බලය පෙන්විය යුතු ය. අසමත් කිරීමට නියඟය තද කිරීමේ ක්රියාවලියේදී රෝලර් නිවැරදි ස්ථානයට ගෙන ඒම රෝදනය නිපදවීමට අවශ්ය වේ.
නියපොතු සහ අවකල්ය ෙබයාරිං සැකසීමෙන් අනතුරුව පැත්තේ සිස්ථානයේ සහ ප්රධාන දර්පණවල දත් සකස් කිරීම සඳහා ඉදිරියට යන්න. පැතලි රැවුල කකුලේ යටි පැත්තක සවිශක්තියට අනුව සහ ප්රධාන ආම්පන්නයේ මුහුණත වෙනස් කිරීම සඳහා සැකසීමේ මුදු සකසා ගන්න. මෙම මුදු ඝණකම 1.43 මි.මී.
ධාවන ගියර කට්ටලයක් සහිත ද්විත්ව රැළි සහිත වාහක ගැලපුම් ගාංචුව වෙත නතර කර ඇත. ධාවන පථයට හා රෝලර්වලට හානි වීම වැළැක්වීම සඳහා, පීඩන බලය එහි බාහිර වළල්ල හරහා සම්ප්රේෂණය කළ යුතුය. ඉන්පසු තෙල් වළල්ල සහ ද්විත්ව කොපරිස්කුලයේ ආවරණ සවි කරන්න. එහි විරූපයන් නොසළකා හරිනු ඇත.
ෆලැන්ග් සහ රෙදි සෝදන යන්ත්ර සවිකිරීමෙන් අනතුරුව, ඒවායේ රාමු වල නූල් සහ රෝල් තද කරති. කම්බිගේ චලනය තුළ, භෞතිකව එකලස් කර ඇති එම්ආවරණ යන්ත්රය සමඟ සැකසීමට. කෙන්චාස් ස්පන්දකයේ තට්ටුවේ සවි කරන ලද අවකලක ලේයරයන් සකස් කරන ලද වායුවක්, පොම්පය සහ ඇට වර්ගය සමඟ කම්බ්කාය වෙත සම්බන්ධ කරන්න. එවන් පූර්ව රැස්වීමක් සිදු කරන විට, යන්තම් ගියර්ගේ එක් එක් විප්ලවය හරහා හතරේ ස්ථානගත කර ඇති පැති පැත්තක් පරීක්ෂා කරන්න.
මේ සඳහා, අර්ධ මාදිලියේ ආධාරයෙන්, ධාවන යන්ත්රය අඩුවීමට සිදුවිය යුතු අතර, දත් දර්පණ ස්පර්ශ වන තුරු දිශාව දෙකම දෙසට හරවා ගත යුතුය. ප්රධාන ආම්පන්නයේ නව දිලිසෙන දත් අතර ඇති පැති පරතරය 0.1-0.3 මි.මී. මෙම පරතරය 0.2-0.6 මි.මී. අගයට අනුරූප වන අතර, කුහරයේ අරය තුළ චාපයේ කෝණික චලනය සමග මනිනු ලැබේ.

පැති පැකට්ටුව අනෙක් පැත්තට එක් පැත්තකින් ගෑස්ට් වෙනස් කිරීම. ඔබ ආවරණයේ පැත්තෙන් ගෑස් ඉවත් කළහොත්, දැලෙහි ඇති පරතරය වැඩි වුවද, ඔබ එකතු කළහොත් - පරතරය අඩු වේ. ගෑස්කට් එක පැත්තකින් අනෙක් පැත්තට පමණක් වෙනස් කළ හැකි නමුත්, ඒවා වෙනස් නොකළ හැකි හෝ එකතු කළ නොහැකිය. මෙමගින් අවකල්යයේ බෙහෙත් සැකසූ පූර්ව පටලැවීම කැඩී යයි.
පැත්ත සිලින්ඩරය සැකසීමෙන් පසුව, ප්රධාන එන්ජින් පිරිමැසීම පරීක්ෂා කරනු ලැබේ. මෙය සිදු කිරීම සඳහා, රියදුරාගේ දත් වල දත් මත යම් ස්ථාවරත්වයක් ඇති තීන්ත තීන්ත ආලේප කරන්න. දියර පින්තාරුව පැතිර හා දත් මතුපිට පැල්ලම් කරන අතර, ස්පර්ශක පත්රයේ නියම ස්ථානය හඳුනා ගැනීමට අපහසු වීම, දත් අතර තීරු අතර පරතරය මිරිකන්නේ නැත.
අර්ධ අක්ෂයන්හි ආධාරයෙන්, ධාවනය වන ගියර් සෙටින් කිරීම මන්දගාමී වන අතර, පැහැදිලි සම්බන්ධක පැකට්ටුව සලකුණු වන තුරු දෙපස දෙපසම ඇති ප්රධාන දෙසට ධාවනය වේ. නිවැරදිව පැල්ලම් සම්බන්ධතා ලැබීමෙන් පසු, පැදවීම් සහ පැති සවිශා සවි කිරීමක් පරීක්ෂා කර බලන්න. පහත දැක්වෙන්නේ පසුපස අක්ෂයේ ප්රධාන ආම්පන්නයේ ධාවකයන්ගේ දත් අතර සාමාන්ය ස්පර්ශ පැල්ලම් සහ රිය පැදවීමේ හා රියර් යාත්රා මගින් ගමන් කරන රථයේ නිසි මගපෙන්වීම ලබා ගැනීමයි.
UAZ-452 හි පිටුපස ඇක්සල්හි ප්රධාන ඉරියව්වල ගැටුම්වල නිවැරදි බව පරීක්ෂා කරන්න.

රියැදුරු ආම්පන්න සංචලනය කරගත හැකි යගෝටැරුම් යන්ත්රයෙන් එහා මෙහා ගෙන යා හැකි උපකරණයෙන් ඝණකම වෙනස් කරගත හැකි අතර, පාලක මුද්ද වඩාත් විශාල ඝණකම සකස් කළ යුතු අතර, අනෙක් පැත්තෙන් රිය පැදවීම රියැදුරු උපාංගය වෙත ගෙනයාම සඳහා, සැකසීමේ නල කුඩා විය යුතුය.
භ්රමක නිෂ්කාශය සකස් කිරීමේදී දිලීර ගෙන ගිය ආම්පන්නයේ චලනය සහතික කරනු ලැබේ. ගැලපීම් අවසන් වූ පසු, එහි අවසන් එකමුතුව.
යාන්ත්රික සම්ප්රේෂණය, බැඳීමේ මූලධර්මය මත වැඩ කළ හැකි අතර, පණුවාට හා පණුවන්ට ද හැකි ය.
Gears, සිලින්ඩරාකාර සහ කේතුකා ලෙස බෙදී ඇත. නමුත් මේවාගේ අවසාන වර්ගීකරණය නොවෙයි.
සිලින්ඩරාකාර රෝදවල අක්ෂයට සාපේක්ෂව දත් පිහිටා ඇති ස්ථානය අනුව:
- සිලින්ඩරාකාර ස්පර් යානා, සරලතම සැලසුම් සහ, ඒ අනුව, නිෂ්පාදන ක්රියාවලියේදී, ඒවායේ අක්ෂීය පඩි මත නිර්මාණය නොකරයි. එබැවින්, විශේෂයෙන් කාවැද්දීම සඳහා විශේෂිත තෙරපුම් පාදක අවශ්ය නොවේ. මෙම යානාවල යන්තයේ භ්රමණය වන කුඩා ක්රියාකාරී වේගය සහිත යාන්ත්රණ සඳහා යොදා ගනී. යාන්ත්රනයේ ක්රියාකාරීත්වය අතරතුර ස්පර් ගියර්වල අවාසි, විශේෂයෙන් සම්ප්රේෂණය කරන රෝද නිවැරදිව සකසා නැති නම්, ශබ්දය බොහෝය.
- සිලින්ඩරාකාර හෙලිකල් ගියර්, ඔවුන්ගේ දත් වෙන්වීමේ සිලින්ඩරයේ හෙලිකල් රේඛා ඔස්සේ පිහිටා ඇත. එවැනි එම්ආවරණවල දත් ක්රමයෙන් ක්රියා කරන අතර, ක්රමයෙන් ශබ්ද ශබ්ද මට්ටම අඩු වන අතර බර වැඩිවන ප්රමාණය වැඩිවේ. කෙසේ වෙතත්, දත් නැඹුරුව හේතුවෙන්, අක්ෂීය බලය අක්ෂය ඔස්සේ රෝද ගෙනයාම නිසා, හෙලිකල් එන්ජින් එකලස් කිරීමේදී අතුවල අක්ෂීය සවි කිරීම අවශ්ය වේ;
- සිලින්ඩරාකාර හැව්රර ආම්පන්නය යනු රෝදයක් වන අතර, වම් සහ දකුණු දත් වල වෙනස් වන කොටස් වලින් සමන්විත ඔටුන්නකි. එවැනි විධිවිධානයක් යටතේ, ඉතා විශාල බලවතුන්ව මාරු කිරීම මඟින් අක්ෂීය බලය නොපවතී;
සිලින්ඩරාකාර සම්ප්රේෂණය අභ්යන්තර ආම්පන්න. මෙම ආම්පන්නයේ භ්රමණය එකිනෙකට ඇතුලත පිහිටා ඇති අතර රෝදය එක් දිශාවකින් භ්රමණය වේ.
සිලින්ඩරාකාර රේඩාර් සවිකිරීමට පෙර ඒවායේ විදින පරීක්ෂා කිරීම, එනම් ද්රව විෂ්කම්භයට සාපේක්ෂව දත් පිළිබඳ පැතිකඩයේ සංකේන්ද්රිතය පරීක්ෂා කරන්න. මෙය සිදු කිරීම සඳහා, ගියර් රෝදය දැඩි ලෙස සවිකර ඇති ඔඩෙල් මත සවිකර ඇති අතර, දත් අතර සිලින්ඩරාකාර චලනය වන අතර, එය දර්ශකයේ පාදය තබා ඇති අතර එහි කියවීම් සටහන් කර ඇත. දෙවරක් හෝ තුනක් හරහා දෝර දෙසට මාරු කිරීම සහ නැවත කියවීම, නැවත නැවත වාර්තා කිරීම, මෙම ඔලුව සම්පූර්ණයෙන්ම භ්රමණය වන තුරු, සියලු කියවීම් වලින් විශාලතම හා කුඩාමය තෝරන්න. ලැබුණු බැහැරවීම්වලට ඉඩ ලබා නොදෙනුයේ (යම් යාන්ත්රණයක් සඳහා තාක්ෂණික දත්ත වලට අනුව) නම්, රෝදය එකට එකතු කර ගැනීමට අවසර ලැබේ.
පහත සඳහන් තාක්ෂණික ක්රියාකාරිත්වයන් මගින් ස්පර් ගියර්ස් එකලස් කිරීම සමන්විත වේ.
එකතු කරන ලද ඒකක සැකසීම හා තහවුරු කිරීම. මයිකල් මුදු අල්ලා ගත යුතු ය. ඒවාට පීරීම, සෝදා, වියළීම, පරීක්ෂා කිරීම, නූල්, බුරුල්, බුරුසු ආකෘති වල වැරදි විය යුතුය.
- රෝද පුටුව කඩා වැටෙයි නම්, දර්පණ රෝද සවි කිරීම. ඒවා සාමාන්යයෙන් වානේ හෝ යකඩ වලින් සෑදූ කේන්ද්රස්ථානයක් වන අතර, දත් ඔටුන්න (ඉහළ ශ්රේණියේ වානේ හෝ ටෙක්සැලියට්). ඔටුන්න තැටියේ තැටිය මත තැටිය මතට ප්ලාස්ටික් මගින් හෝ ප්ලාස්ටික් ආධාරක මගින් සවිකර ඇති අතර ඒවායේ කේතු සහ තැටිය මත පොටෑක් සහිත විශේෂයෙන් කැණූ ඇති සිදුරුවලට සවි කර ඇත.
- යන්ත මත යානවාහන රෝද සවිකිරීම සහ සවි කිරීම. Gears යතුරු මත තබා, ඔවුන්ගේ ස්ථානය යතුරු, ඉස්කුරුප්පු හෝ බොත්තම් වලින් සවි කර ඇත;
- නිවාස ෙබයාරිංවල ෙරසින් රෝද සහිත යන්ත ස්ථාපනය කිරීම;
- රෝද එකිනෙකට සම්බන්ධ වූ දත් හා මුළු සම්ප්රේෂණයෙහි දත් දිරවා ගැනීම. තීන්ත ආලේපනයේ ගුණාත්මකභාවය පරීක්ෂා කිරීම. කුඩා රෝදයේ විෂ්කම්භය දත් තුනී ස්ථරයක් ආවරණය කර ඇති අතර එක පැත්තකට ආපසු හැරී ආපසු හැරවිය යුතුය. නිසි ලෙස කම්බි දැම්මත්, දත් රෝදය මත තීන්ත පැල්ලම් දත් වල පැත්තේ මතුපිට මැද පිහිටා ඇති අතර අවම වශයෙන් අවම වශයෙන් 70-90% පමණ දත් මතුපිටින් අවම වශයෙන් 50-60% ක් පමණ අල්ලා ගත යුතුය. පැතලි පෘෂ්ඨයේ අවතැන් වූවා නම්, පතුවළ අක්ෂයන්හි පක්ෂපාතීත්වයක් ඇත. දත් කුට්ටියකට සමීපව පිහිටි ස්ථානවල විස්ථාපන ස්ථාන දකිනුයේ මධ්යයේ මධ්යයේ දුර ප්රමාණය සහ දත් හිසට සමීපව සිට මධ්යයේ මධ්යගත දුර ප්රමාණය වැඩි වීම පෙන්නුම් කරයි.
පතුලේ ඇති අක්ෂයන්හි යම් යම් කෝණයක සන්ධිස්තලය (එනම් බහුලව 90 °) තීරයේ අක්ෂ දෙපාවල ඇති කොටසෙහි භේතින ග්රීව්ස් වේ. හරස්ආවරණ ආවරණවල හැඩය කෙළින්ම, අනියම් සහ රවුම් විය හැකිය. බර හා දත් සහිත ත්රිරෝද රථ හා රෝද සහිත දත් බර බර පැටවීම් හා ඉහළ මිටර් වේගයන් අත්විඳීම සඳහා යොදා ගනී (නිදසුනක් ලෙස, ගියර් මාරු කිරීම මෝටර් රථයේ පසුපස තල්ලට).
ෙගොඩබෑණ යන්තවල ෙරෝදවල සවිකිරීම සහ රඳවා ගැනීම සඳහා වූ තාක්ෂණය සිලින්ඩරාකාර කියාකාරක සවිකිරීම සහ සවි කිරීම සඳහා සමාන ෙව්. එහෙත් බයිනර් එන්ජින් එකලස් කිරීමේදී, රෝද දෙක සකස් කර ඇති අතර, ආරම්භක කේතුවල (I - I සහ II - II) තරඟකාරී සමස්ථානිකයන් සහ කොන් (O හා O1) වල ඇස්තමේන්තු මධ්යස්ථාන සමපාත වන විට එය (රෝද) අල්ලා ගැනීම නිවැරදි වේ. රූපය 63).
Fig. 63. බැව්වල ගියර.
කුළුණු රෝද සහිත යන්ත ස්ථාපනය කිරීමට පෙර, ඔවුන්ගේ ආසනවල අක්ෂයන්ගේ සාපේක්ෂ පිහිටුම පරීක්ෂා කර බැලීමට පෙර, කුහරවල කේන්ද්රගතව ඇති මැන්ඩල් දෙකක් ආසන මත සවිකර තිබේ: පරීක්ෂණයකින් ඔවුන් අතර ඇති පරතරය නිදහසේට ඇතුල් වුවහොත්, අක්ෂයේ සැකැස්මේ නිවැරදි වේ.
නූල් රෝදයේ සාමාන්ය ක්රියාවලිය සිදුවිය හැක්කේ කූරු රෝදවල දත් අතර සෘජු පරතරය තිබේ නම් පමණි.
පරතරය විශාලත්වය සෑම වර්ගයකම යාන්ත්රණයක් සඳහා වෙනස් වේ. එය 0.08-0.20 මි.මී. රෝදවලට නිදහස් ප්රවේශය ලබා ගත හැකි නම් පැත්තේ නිෂ්කාශයක් මැන ගත හැකිය. නමුත් ඊයම් තහඩු ආධාරයෙන් පාලනය කිරීම වඩාත් සුලබ ය: කදම්බ රෝදවල දත් අතර යතුරු ප්ලාස්ට් යනාදියට ගමන් කරන අතර රෝද හැර දමනු ලැබේ. නව තහඩුවක් භාවිතා කරන සෑම වාරයකම ඒකාකාරව චලනය වටා විවිධ ස්ථානවල ක්රියාන්විතය නැවත ක්රියාත්මක කරන්න.
මයික්රොමීටරයක් (රූපය 1, b බලන්න බලන්න) එක් එක් විකෘති තහඩු වල ඝණකම මැනිය; පරතරය විශාලත්වය ගණනය කරන ලද මිනුම්වල ගණිත සාමාන්යය ලෙස අර්ථ දැක්වේ.
නියම නිශ්කාෂණය අවශ්ය ප්රමාණයට අනුරූපී නොවේ නම්, එහි විශාලත්වය සකස් කර ඇති අතර, සිමෙන්ති අපේක්ෂිත අග්රය දෙසට චලනය කිරීම සඳහා එක්කෝ චලනය කිරීම හෝ එය වැඩි කිරීම සඳහා සිටුවීම සිදු කරයි. තවද, බුවල් ගියර්වල නව ස්ථානය සකස් කිරීම සඳහා, ගෑස්කට් ඒවායේ රඳවනයන් මතුපිටට සවි කර ඇත.
එකලස් කරන ලද නූල් පිරිසේ ඇති උපකරණ සඳහා පරීක්ෂා කර ඇති අතර (ඝනත්වය සඳහා සිලින්ඩරාකාර නියාමනයන්ට සමාලෝචනය කිරීම සඳහා සමාලෝචනය කිරීම), ඝර්ෂණය සඳහා (අධික ඉහළ සම්ප්රේෂිත මට්ටමක දී ඒවා දහනය කරන ලද), ඝර්ෂණය සඳහා (ලිහිසි තෙල් වාෂ්ප නොවේ නම්, පසුව මුහුණතෙහි ඝර්ෂණය සාමාන්ය වේ).
පතුල්වල ජ්යාමිතික අක්ෂය එකිනෙකට වෙනස් වන විට, සාමාන්යයෙන් 90 ° කෝණයක දී ප්ලේයර් භාවිතා කරයි.
පණුවා ආම්පන්නය පණුවා සහ පණුවා රෝදයක් ඇත. ඒ සමගම, පණුවා සෘජු විය හැකි සිලින්ඩරාකාරය (එය සමාලෝචනය කිරීම සඳහා පෝඩ් රෝද දෙකේ 1-2 දත්) - නැතහොත් globoid - concave (5-6 දත් එකිනෙකට සම්බන්ධ වී ඇත, මෙහි ප්රතිඵලයක් වශයෙන් ඒවා සිලින්ඩරාකාර පෝඩ් සහ කාර්යක්ෂමතාව). පණුවාගේ ග්රහණය එකතු කිරීමේදී, පළමුවෙන්ම, රැහැන් පද්ධතියේ යාන්ත්රික නිවාසයේ ස්ථාපනය කර ඇති අතර, දැනටමත් ඒවා තුළ - පණුවා සහ පණුවා රෝදය සවි කර ඇති ය.
ගියර් ඒකකයේ අවසන් ඇමිණුම් තීන්තය මත දත් දිරා යාමේ දෝංකාරය පරීක්ෂා කරන්න: මෙම නඩුවේ, තීන්ත සිහින් මතුපිටක් සහිත පණුවාගේ ආවරණ පෘෂ්ඨය ආවරණය කරයි, ඉන්පසු එය සෙමින් හැරිය (රූපය 64).
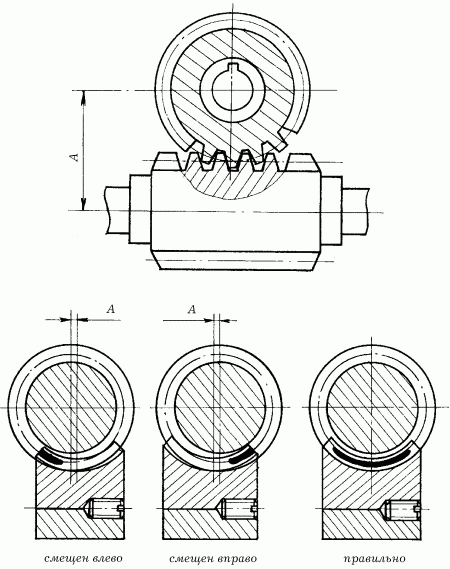
Fig. 64. පණුවා ආම්පන්නය පිරිමැසුම් කිරීම නිවැරදිව පාලනය කිරීම.
නිසි ලෙස මැදිහත් වීමකින් යුතු තීන්ත ආලේපනයකින් අවම වශයෙන් 50-60% ක් පමණ දිග (මධ්යම මැද කොටසෙහි) දිග සහ උෂ්ණත්වය සහිත පෝඩ් රෝදයේ පැත්තේ මතුපිට ආවරණය කළ යුතුය.
පෝඩ් පිරවුම් හලක් යටින් දකුණු හෝ වම සවිකිරීම සඳහා සුදුසු ඝණකම තෝරා ගැනීමෙන් පෝරමය වළලුවලින් සෑදී ඇති අතර, ඒවා ස්ථාපනය කිරීම විසින් එකලස් කිරීම නොකළ යුතු අතර, සාදන ලද ඉස්කුරුප්පු ද ලිහිල් කිරීමට අවශ්ය වේ. මෙම වර්ගයේ බොහොමයක ගියර වල, පණුවන් සවි කර ඇති පොකුරු කෝප්ප නූල් කර ඇත, එබැවින් අක්ෂය ඔස්සේ යතුරු රෝද සහිතව නූල් හැරවීම මගින්, නියාම ගැලපුම සිදු කළ හැකිය.
පොතේ සිට: Korshever එන් ජී ලෝහ මත වැඩ