Preverite in nastavite prestavne zobnike
Da bi zagotovili pravilno delovanje stožčastih zobnikov glavnega orodja, je potrebno, da je osno premikanje zobnikov pri prenosu navora skozi njih minimalno, zato je prednapetost stožčastih ležajev prednapetost. Z naraščanjem prenesenega navora se zmanjša tesnost zoženih ležajev, pri vrednostih navora blizu maksimalnega pa prestavi dosežejo najmanjši aksialni premik, kar povzroči zmanjšanje obrabe.
Prekomerno prednapenjanje lahko bistveno zmanjša življenjsko dobo ležajev.
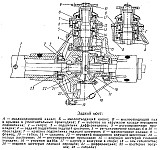
Sl. Pogonska pogonska pogonska os
Pravilnost nastavitve ležajev je odvisna od količine vrtilnega momenta, ki jo je treba uporabiti za gredi, ki so nameščene na ležajih, da jih lahko obrnete. Trenutek se meri z orodjem navora. Prednapenjanje stožčastih ležajev 16 glavne pogonske gredi se prilagodi s spreminjanjem debeline podložk med notranjimi obroči ležajev. V tem primeru se notranji obroči gibljejo aksialno glede na zunanje obroče ležajev, razdalja med konično površino notranjega obroča in konično površino zunanjega obroča vsakega od ležajev pa se spreminja; Tudi stopnja vpetja stožčastih valjev med obroči se spreminja. Podobno so nastavljeni valjčasti stožčasti ležaji gonilnega zobniškega prenosnika 13. Prilagoditev valjčastih stožčastih ležajev diferencialnega ohišja je izvedena z obračanjem nastavnih matic, ki zagotavljajo osno premikanje zunanjih obročev ležajev glede na notranje.
Po nastavitvi prednapetost valjčastega koničastega ležaja regulira vpenjanje stožčastega zobnika s kontaktno točko zoba, za katero se nanese tanek sloj barve na zobe vodilnega zobnika, nato pa se zobniki obrnejo. Z ustreznim prestavljanjem zobnikov je kontaktna naležna površina na pogonskem gonilu približno 2/3 dolžine zoba in se rahlo premakne na njen ožji del, ki se nahaja na sredini višine zoba.
Odvisno od lokacije kontaktne nalepke, nastavite položaj prestav v skladu z navodili v tovarniških navodilih.
Položaj pogonske stožčaste zobnike 14 je krmiljen s spreminjanjem števila podložnih plošč med ležajnim ohišjem 16 in prirobnico glavnega gonila 18 in položajem gonjene stožčaste zobnike 13 s pomočjo distančnikov med dvorednim stožčastim ohišjem valjčnega ležaja in stransko prirobnico glavnega ohišja gonila 18. Doseganje zahtevanega položaja kontaktne nalepke na zobih pogonskega stožca omogoča kontrolo stranske zračnosti med zobmi voznih in pogonskih stožčastih zobnikov, ki v povprečju znaša 0,15 ... 0,3 mm.
Nastavitev zobnika para stožčastih zobnikov poteka z vzdolžnim premikanjem skodelic 5, 10, 25, ki se izvede s spreminjanjem debeline tesnil 6, 14 in obračanjem okroglih matic.
Nastavitev gonila stožčastih zobnikov poteka s premikanjem vzdolž osi s poznejšim pritrjevanjem koles v želeni položaj.
Nastavitev zobnikov se lahko izvede s premikom tesnila pod enim pokrovom ohišja ročične gredi pod drugim. Pri pravilni nastavitvi gonila mora biti gibanje prirobnice stebla po obodu polmera 40 mm med 0,2 in 6 mm.
Priporoča se, da se prestavna gonila ne prilagajajo, da se zmanjša stranski odmik med zobmi, ko se obrabijo, saj bi to povzročilo kršitev relativnega položaja površine za utekanje zob in lahko povzročilo njihovo okvaro. Pri zamenjavi obrabljenih zobnikov z novimi je potrebno s pomočjo podložnih ploščic prilagoditi njihov medsebojni položaj. V tem primeru morate ležaje najprej nastaviti.
Prilagoditev zobnikov med montažo v tovarni ne nastane, saj ustrezni zobniki zagotavljajo ustrezna odstopanja pri parih delih. Pri remontu za izravnavo obrabe ležajev preverite pravilnost sklopke na barvi. Nastavitev se izvede z odstranitvijo dela tesnil pod prirobnico ohišja ležaja pogonske gredi. Bočna razdalja med aubyami mora biti v območju 0 1 - 0 4 mm, kar ustreza kotnemu premiku kardanske prirobnice na polmer lukenj za 0 25 - 0 9 mm. Standardni paket vključuje tesnila debeline 0 100 - 0 085; 0 25 - 0 23 in 0 80 - 0 75 mm.
Zobnik stožčastih zobnikov glavnega orodja se prilagodi z aksialnimi premiki njihovih gredi. Premaknite majhno stožčasto gonilo, spremenite število nastavitvenih podložk, nameščenih med ohišjem gredi majhnega stožčastih zobnikov in glavne gonilne sile ročične gredi. Standardni paket vključuje tesnila debeline 0.05; 0 1; 0 2; 0 5; 10 mm. Tesnila 0 1 in 0 5 mm nastavljena na zahtevo.
Zobnik stožčastih zobnikov glavnega orodja se prilagodi z aksialnimi premiki njihovih gredi. Premaknite majhno stožčasto gonilo, spremenite število nastavitvenih podložk, nameščenih med ohišjem gredi majhnega stožčastih zobnikov in glavne gonilne sile ročične gredi.
Nastavitev prestav na barvo glede na naravo kontaktne nalepke se izvede na naslednji način.
Nastavitev prestav na barvo glede na naravo kontaktne nalepke se izvede na naslednji način. Zobje enega kolesa so premazani z barvo, oba kolesa pa se po lepljenju preverijo za dva ali tri obrte, zato se na zobih kolesa pojavijo odtisi, ki niso premazani z barvo, s čimer se ocenjuje kakovost gonila. Kot smo že omenili, se upošteva najugodnejši odtis, ko kolesa brez napora prenesejo težo s tankim delom zoba (glej sl.
| Komplet zobnika za montažo krmilnega kroga. | Vrste barvnih odtisov z nepravilno zaprtimi zobnimi zobniki. |
Prilagoditev vpetja glede na naravo kontaktne nalepke se izvede na naslednji način.
Nastavitev gonila stožčastih zobnikov glavnega orodja se izvede po namestitvi gonilnega gonila v okrov ročične gredi in preverjanju ležajev. Namestitev pogonskih stožčastih zobnikov glede na izvedbo zadnje osi. Pred vgradnjo iz avtomobila M-20 predhodno sestavite pokrov ohišja motorja in ohišja osi z ležaji in tesnili. Zunanji obroči stožčastih valjčnih ležajev so nameščeni v odprtine pokrova ohišja motorja, dokler se ne ustavijo na koncu. V ohišje osne gredi sta stisnjeni dve uvodnici, njihova delovna površina je namazana z mastjo.
Običajno delovanje stožčastih zobnikov jih varuje pred prezgodnjo obrabo in zlomom ter zmanjšuje trenje v zobih. Takšno vpetje stožčastih zobnikov je pravilno, če njihove osi ležijo v isti ravnini, pravokotno ena na drugo, vrhovi stožcev pa se ujemajo. V ta namen morajo biti stožčasti zobniki nameščeni v določenem položaju v ohišju zadnje osi.
Zaradi obrabe delov se lahko prestavi zobnik. Pri znatni obrabi ležajev in njihovih pritrdilnih sedežih je navpičnost osi zobnikov lomljena ali osi ne smejo biti v isti ravnini; ko se zob izteče, se stranska razdalja med prestavami poveča in kontaktna površina se premakne vzdolž višine zoba.
V prvem primeru je potrebno zamenjati ležaje. Za povrnitev prvotnega položaja prestav, tako da jih premaknete v aksialni smeri. Kompenzacija obrabe zob z dodatnim premikanjem ni dovoljena, saj se med obrabljenimi zobmi doseže normalna razdalja, zato se konice stožcev ne ujemajo.
Pri sestavljanju zadnje osi je gonilo 28 (glejte shemo zadnje osi "Belarus" traktorja) nastavljeno tako, da je razdalja med zadnjim koncem in geometrijsko osjo diferenciala 130 ± 0\u003e 15 mm. To se doseže s polaganjem pod prirobnico stekla sprednjega ležaja primarne gredi gonila. Stranski odmik v zobih zobnikov v razponu od 0,25 do 0,50 mm se regulira s tesnili 22 pod prirobnicami desnega in levega stekla ležajev diferencialne osi. Pravilnost prestavnih gonil preverite za barvo: zobje zobnika zobnika z tankim slojem barve in obrnjeno gonilo zavrtite za en obrat.
Udeležba se šteje za pravilno, če se odtis črnila nahaja najmanj 80% dolžine zoba gnanega orodja in sredina odtisa nima velikega premika proti bazi ali vrhu zoba.
Količina bočne razdalje se določi s svinčeno ploščo, ki se prevrne med zobmi na velikem drogu zobnika ali z indikatorjem.
Pravilnost prestav in količina bočnega odmika prestav, ki delujejo, se preverjata med rednim popravilom traktorja ali ob pojavu znakov nenormalnega delovanja stožčastega gonila. V slednjem primeru je treba preveriti, ali na zobnikih ni čipov, zarez in drugih napak, ali je krona pogona na pestu ali levem ležišču na diferencialni osi oslabljena.
Če želite prilagoditi prestavljanje delovnega orodja, naj bo le v primeru, ko je zadnja os razstavljena ali če je razmik v zobih večji od 1,2 mm. Vrstni red nastavitve je naslednji: odklopite zavorno palico in odstranite pokrove skodelic; privijte oba vijaka v pritrdilne odprtine prirobnice, iztisnite desno skodelico tako, da lahko odstranite tesnila 22; na enak način pritisnite levo skodelico na velikost reže med zobmi zobnika; Z uporabo tesnil namestite večji odmik, pri čemer upoštevajte obrabo zob in preverite pravilnost poravnave zobniškega gonila glede na naravo tiska; Nato ležaje diferenčne osi napolnite z mazivom in položite pokrove skodelic tako, da utori v njih sovpadajo z odprtinami za olje v posodah.
Ležaji, stranski odmik in stik v zobatih zobnikih glavnega orodja UAZ-452 so prvotno nastavljeni v tovarni. Med delovanjem praviloma ni treba prilagajati. Prilagoditev je potrebna le pri zamenjavi delov, ležajev ali pri osnih zračnostih ležajev.
Povečana stranska razdalja med zobmi glavnega gonila, ki se je pojavila zaradi njihove obrabe, ni mogoče zmanjšati z nastavitvijo, saj bo v tem primeru moten relativni položaj podvozja, kar bo povzročilo povečanje hrupa, kar lahko povzroči tudi zlom.
Osno razdaljo pri stožčastih valjčnih ležajih, ki so se pojavili med delovanjem, je treba odpraviti, ne da bi pri tem motili položaj podvozja glavnega orodja. Stranska razdalja in prestavljanje v zobih glavnih zobnikov se uravnavata le, ko sta zamenjana.
Ko se pojavi odmik osi pogonskega orodja, se preveri skozi odprtino za polnjenje olja na oddaljenih osi, zato je treba na desno in levo stran satelitske omarice dodati ploščice enake debeline, pri tem pa zagotoviti, da se gonilna naprava z majhnim naporom obrne.
Diferencialni ležaji po zamenjavi delov se nastavljajo na naslednji način:
1. Notranji obročki diferencialnih ležajev potisnite na reže diferencialnega ohišja tako, da je med njihovimi konci in konci satelitske omarice razmak med 3,0-3,5 mm.
2. Namestite sklop diferencialov v ohišje ročične gredi, položite tesnilo v priključek ohišja motorja, da upoštevate njegovo debelino pri nastavljanju, nato pa namestite pokrov in ga previdno obrnite v obe smeri, ležaje zavrtite tako, da bodo valjčki v pravilnem položaju. Osi ohišja v tem primeru morajo biti v navpičnem položaju. Nato ne da bi motili valjanje ležajev, pokrov enakomerno povežite z ohišjem ročične gredi z vijaki in maticami.
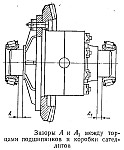
3. Odvijte matice in vijake ter odstranite pokrov. Previdno odstranite diferencial iz ohišja ročične gredi in natančno izmerite dimenzije A in A1 med koncema satelitske omarice in notranjimi obroči ležajev z merilnikom tlaka.
4. Izbrati paket tesnil z debelino, ki je enaka vsoti izmerjenih dimenzij A + A1. Za zagotovitev prednapetosti v diferencialnih ležajih na ta tesnila dodajte še eno tesnilo debeline 0,2 mm. Tako mora biti skupna debelina izbranega paketa podložk končno enaka A + A1 + 0,2 mm.
5. Odstranite notranje obroče diferencialnih ležajev z vratov satelita. Izbrano pakiranje tesnil razdelite približno na polovico. Na strani bloka motorja mora biti debelina tesnil 0,3-0,4 mm večja od debeline tesnil na strani pokrova. To je potrebno za nadaljnje preprečevanje bočnega vpetja pri prilagajanju stranske zračnosti v zobih pogonskih in pogonskih zobnikov.
6. Namestite tesnila na vrat satelitske omarice in pritisnite notranje ležajne obroče na njih, dokler se ne ustavijo na koncih škatle.
Aksialno premikanje zobnika ni dovoljeno. Aksialni odmik v dvojnem koničnem ležišču in oslabitev njegovega zategovanja kršita pravilno vpetje zob zobnikov glavnega orodja, povzroči, da se notranji obroč zavrti s strani žleza, zaradi česar se obraba prirobnice, konci oljnega obroča, distančni obroč in uničenje podložk. Vse to povzroča prezgodnjo obrabo zob zobnikov in uničenje ležajev zobnika.
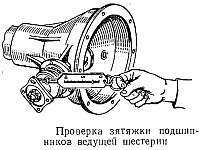
Nastavitev dvojnega stožčastega ležaja se preveri z ročno rokovanje prirobnice. Če čutite nagibanje zobnika v ležaj, morate zategniti matico. Če je matica zategnjena do konca, in aksialno gibanje ni odpravljeno, potem z zmanjšanjem debeline paketa podložk in zategovanjem matice do odpovedi nastavite dvojno stožčasto lego, ki mu zagotavlja prednapetost, katere vrednost se preveri z dinamometrom.
Hkrati je potrebno odstraniti pokrov ohišja ročične gredi, da se odstrani diferencial iz gonila. Pri pravilnem nastavljanju mora vzmetni dinamometer pokazati silo 1,5–3 kgf pri obračanju orodja za luknjo na prirobnici. Pri zategovanju matice do odpovedi je potrebno izdelati valjar ležaja tako, da se valji zavzamejo v pravilnem položaju.
Po nastavitvi zobnika in diferencialnih ležajev, nastavite stransko zračnost in zobnike glavnih zobnikov. Pri prilagajanju bočne razdalje in položaju prestav glavnega orodja pod stožčastim ležajem nastavite obroč za nastavitev. Debelina tega obroča mora biti enaka 1,43 mm.
Prilagojen dvojni stožčasti ležaj s sklopom pogonskega gonila se potisne v okrov ročične gredi do naslona. Da bi se izognili poškodbam dirkalnega pasu in valjev, morate silo stiskanja prenesti skozi njen zunanji obroč. Nato namestite oljni obroč in pokrov dvojnega koničnega ležaja, ki je nekoliko enakomerno pritrjen z vijaki, da ne bi povzročil njegove deformacije.
Ko namestite prirobnico in podložke, zategnejo matico in jo zavrtite v valje, obračajte prirobnico. V okrovu ročične gredi je nameščena diferencialna sklopka s pogonsko prestavo. Ko je v ravnino priključka ohišja ročične gredi nameščeno tesnilo, s katerim so bili nastavljeni diferencialni ležaji, se pokrov ohišja motorja poveže z vijaki in maticami. Ko je takšna pred montaža izvedena, preverite stransko zračnost pri vprijemu na štirih točkah skozi vsak vrtljaj zobnika.
V ta namen je treba s pomočjo pol-osi upočasnjeno gonilo upočasniti in pogonsko gonilo obrniti v obe smeri, dokler se zobje ne dotaknejo. Stranska reža med zobmi novih zobnikov glavnega orodja mora biti v območju 0,1-0,3 mm. Ta vrzel ustreza vrednosti 0,2-0,6 mm, merjeno s kotnim gibanjem prirobnice vzdolž loka polmera izvrtine.

Stranska zaščita uravnava permutacijo tesnil z ene strani satelitskega polja na drugo. Če odstranite tesnilo s strani pokrova, se razlika v mrežnem očesu poveča, če pa dodate - se razlika zmanjša. Tesnila se lahko preuredijo le od ene strani do druge, vendar jih ni mogoče niti zmanjšati niti dodati, saj se s tem razbije nastavljena prednapetost diferencialnih ležajev.
Po nastavitvi bočne razdalje se preveri gonilo glavnih zobnikov. Da bi to naredili, barve barve določene konsistence na zobe gnane opreme. Tekoča barva se razprostira in obarva površino zob, zaradi česar je težko določiti dejansko lokacijo kontaktne površine, preveč debela barva se ne iztisne iz vrzeli med zobmi.
S pomočjo polosov je treba upočasnjeno gonilo upočasniti in voditi glavno gonilo v obe smeri, dokler ni označena jasna kontaktna nalepka. Po prejemu pravilnega stika z zobmi preverite, ali se konča prestavna in stranska očesa. V nadaljevanju so opisani tipični kontakti na zobih pogonskega zobnika glavne preme zadnje osi in načini, kako doseči pravilno prestavljanje zobnikov s premikanjem pogonskih in pogonskih zobnikov.
Preverjanje pravilnosti prestav glavnega gonila zadnje osi UAZ-452 na kontaktni ploskvi.

Premikanje pogonskega orodja se lahko doseže s spremembo debeline prilagoditvenega obroča, da se pogonsko gonilo premakne iz pogonskega, nastavitveni obroč mora biti nastavljen na večjo debelino in obratno, da se gonilni pogon premakne na pogonsko gonilo, nastavitveni obroč pa mora biti manjši.
Gibanje gonilnega gonila je zagotovljeno na enak način kot pri prilagajanju bočne razdalje - s premikanjem distančnikov ležaja diferenciala. Po končani nastavitvi se dokončno sestavi.
Mehanski prenos, ki deluje na principu delovanja, se lahko zobati in črvati.
Zobniki so nato razdeljeni na cilindrične in stožčaste. Toda to ni zadnja klasifikacija orodij.
Glede na lokacijo zob glede na os valjastih koles so:
- cilindrične čelne zobnike, ki so najenostavnejši v konstrukciji in zato v proizvodnji ne ustvarjajo osnih obremenitev na gredi, zato ne potrebujejo posebnih aksialnih ležajev, kar močno poenostavi montažo. Takšni zobniki se uporabljajo v mehanizmih z majhno delovno hitrostjo vrtenja gredi. Pomanjkljivost čelnih zobnikov je med delovanjem mehanizma veliko hrupa, še posebej, če menjalna kolesa niso natančno obdelana;
- cilindrični spiralni zobniki, njihovi zobje so nameščeni vzdolž spiralnih linij na ločilnem valju. Ker zobje takšnih zobnikov potekajo gladko, se stopnja hrupa postopoma zmanjšuje, obremenitev pa se povečuje. Aksialna sila zaradi nagibne razporeditve zob nagiba k premikanju kolesa z gredjo vzdolž osi, zato je pri sestavljanju spiralnih zob potreben aksialni pritrditev gredi;
- cilindrična zobnik je kolo, katerega krošnja je sestavljena iz izmeničnih odsekov levega in desnega zoba. S takšno razporeditvijo ni prisotna aksialna sila, kar zagotavlja prenos zelo velikih moči;
- cilindrično prestavno notranjo prestavo. Površine prestav tega orodja so nameščene ena v drugi, kolesa pa se vrtijo v eno smer.
Pred nameščanjem koles valjastih zobnikov preverite njihovo pretepanje, to je koncentričnost profila zob glede na premer izvrtine. Če želite to narediti, je zobnik nameščen na togo nameščen trn, med zobmi nastavite cilindrični kalibar, na katerega je položena indikatorska noga, in zabeležite svoje odčitke. Obrnite trn, premaknite merilnik skozi dva ali tri zobe in ponovno zabeležite odčitke, nadaljujte na ta način do popolnega vrtenja trna, nato pa iz vseh odčitkov izberite največjo in najmanjšo. Če prejeta odstopanja ne presegajo dovoljenega (glede na tehnične podatke za določen mehanizem), se kolo lahko sestavi.
Sestavljanje čelnih zobnikov sestavljajo naslednje tehnološke operacije:
- priprava in preverjanje zbranih enot. Gear obroči orodja je treba obdelati, preveriti za pretepanje, oprati, posušiti, ne smejo biti napake v obliki zarez, zabojev, burrs;
- montaža zobnikov, seveda, če so kolesa zložljiva. Običajno so sestavljeni iz pesta, ki je izdelan iz jekla ali litega železa, in krone zob (visoko kakovostnega jekla ali tekstolita). Krono stisnemo na disk pesta in jo pritrdimo bodisi z varjenjem ali s pomočjo zamaškov, ki jih privijemo v posebej izvrtane luknje z navojem na krošnji in disku pesta;
- namestitev in pritrditev zobnikov na gredi. Zobniki so nameščeni na gredi, njihov položaj pa je pritrjen s ključi, zatičmi ali vijaki;
- vgradnja gredi z zobniki v ležajih ohišja;
- nastavitev vpetja zob v ločen par koles in v celotnem prenosu. Za prilagoditev preverite kakovost zobnikov na barvi. Zobje manjšega premera kolesa so prekriti s tanko plastjo barve in se premaknejo za nekaj zobnikov na en obrat in nazaj. Pri pravilnem spenjanju morajo biti madeži na dvojnem kolesu nameščeni na srednjem delu bočne površine zob in zasedajo vsaj 50–60% višine zobne površine in vsaj 70–90% dolžine. Če so pike premaknjene po dolžini površine, so osi gredi poševne. Premik madežev v višino, ki je bližje steblu zob, kaže na zmanjšanje srednje razdalje jaškov in bližje glavi zob, povečanje sredinske razdalje.
Stožčasti zobniki so sestavni del zobnikov, v katerih se osi jaškov sekajo pod določenim kotom (najpogostejši so 90 °). Oblika zob koničnih zobnikov je lahko ravna, poševna in okrogla. Kolesa s poševnimi in okroglimi zobmi se uporabljajo v prestavah, ki imajo velike obremenitve in visoke hitrosti gredi (npr. Pri prenosu vrtenja od menjalnika do zadnje osi avtomobila).
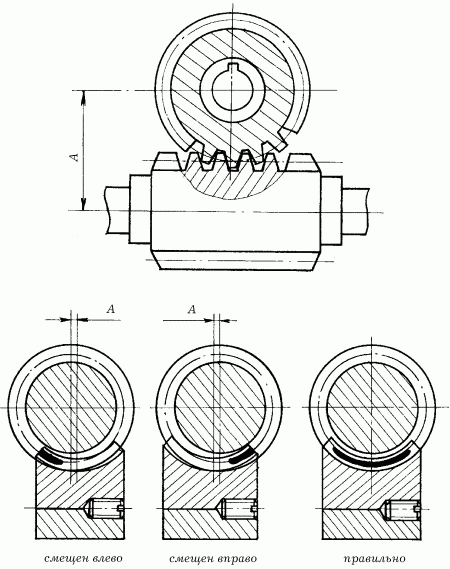
Tehnike za vgradnjo in pritrditev koles v stožčastih zobnikih so podobne tistim za vgradnjo in pritrditev cilindričnih zobnikov. Toda pri sestavljanju stožčastih zobnikov je treba upoštevati, da je prestavljanje koles pravilno, če sta obe kolesi nastavljeni tako, da se sestavni deli začetnih stožcev (I - I in II - II) ujemajo, in ocenjena središča stožcev (O in O1) sovpadata ( Sl. 63).
Sl. 63. Stožčasti zobnik.
Pred nameščanjem gredi s koničnimi kolesi, preverite pravilnost relativnega položaja osi njihovih sedežev, za katere sta na sedeže nameščena dva trna, ki sta centrirana v odprtinah: če sonda prosto vstopi v režo med njima, je razporeditev osi pravilna.
Običajno delovanje stožčastega gonila je možno le, če je med zobmi koles, ki se spajajo, stranska reža.
Velikost reže je različna za vsak tip mehanizma in je v območju 0,08–0,20 mm. Izmerite količino stranske zračnosti, če je kolesa prosto dostopna. Vendar pa je krmiljenje s pomočjo svinčenih plošč pogostejše: med zobmi parnih koles prehaja svinčena plošča, kolesa pa so obrnjena. Postopek ponovite na več mestih, enakomerno razporejenih po obodu, vsakič z novo ploščo.
Mikrometer (glej sl. 1, b) meri debelino vsake deformirane plošče; velikost vrzeli je opredeljena kot aritmetično povprečje dobljenih meritev.
Če dejanski odmik ne ustreza zahtevani vrednosti, se njegova velikost prilagodi, pri čemer se eno od koles premakne bodisi proti predvidenemu vrhu stožca, da se zmanjša razdalja, ali pa se od nje poveča. Za pritrditev novega položaja stožčastih zobnikov so tesnila nameščena pod nosilnimi površinami.
Preverjeno je, ali je sestavljeno zobato stožčasto gonilo za kakovost gonila (preverjanje barve je podobno preverjanju za cilindrične zobnike), za raven hrupa (na visoki ravni prenosa, ki so izgoreli v počasnem načinu), za trenje (če se mazivo ne pregreje, je trenje vmesnikov normalno).
Polžna orodja se uporabljajo, če se geometrijske osi gredi sekajo med seboj, običajno pod kotom 90 °.
Polžasto gonilo je sestavljeno iz črva in polžnega kolesa. Istočasno je črv lahko pravokoten (1-2 zobje črva se istočasno ukvarjajo z njim) - ali globoid - konkavna (tu se istočasno vklopi 5-6 zob, zaradi česar so znatno pred cilindričnimi polžastimi zobniki). in učinkovitosti). Pri sestavljanju polžnih zobnikov najprej namestimo ležaje v ohišje mehanizma in že v njih - gredi, na katere sta pritrjena črv in polžasto kolo.
Pred zadnjim pritrjevanjem gonila preverite pravilnost pritrjevanja zob na barvo: v tem primeru pokrijte površino vijaka črva s tanko plastjo barve, nato jo počasi obrnite (Sl. 64).
Sl. 64. Nadzor pravilnosti gonila polžnega gonila.
Pri pravilni uporabi mora barva pokrivati stransko površino zob polžastih koles po dolžini in višini najmanj 50–60% (v srednjem delu).
Zobnik polžnega orodja lahko prilagodite tako, da izberete ustrezno debelino desnega ali levega tesnila pod prirobnico polžnega kolesa (zaradi udobja so narejeni v obliki polobročev, zato jih ne potrebujete za demontažo, temveč popustite vijake). V številnih tovrstnih zobnikih so navojne skodelice, v katere so vstavljene črve, navojne, tako da se nastavitev zobnikov lahko izvede z vrtenjem matice, ki jih premika skupaj z zobniki vzdolž osi.
Iz knjige: Korshever N. G. Dela na kovini