Kontrolloni dhe rregulloni ingranazhet e marsheve
Për të siguruar funksionimin korrekt të ingranazheve të pjerrët të marsheve kryesore, është e domosdoshme që lëvizja aksiale e ingranazheve kur transmetohet çift rrotullimi përmes tyre është minimal, prandaj ngarkimi i prarjes së kushinetave të ngushtë është i parapërgatitur. Ndërsa rritet çiftimi i transmetuar, ngushtësia e kushinetave me tapered zvogëlohet, por në vlerat e çift rrotullimit afër maksimumit, ingranazhet marrin zhvendosjen minimale boshtore, duke rezultuar në një rënie në veshin e tyre.
Megjithatë, preloadimi i tepruar mund të zvogëlojë dramatikisht jetën e mbartur.
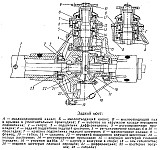
Fig. Mekanizmi i drejtimit të boshtit të drejtuar nga mekanizmi
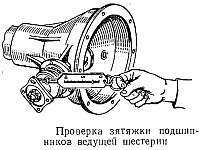
Korrektësia e përshtatjes së kush përcaktohet nga sasia e çift rrotullues që duhet të zbatohet në boshtet e montuara në kushinetat për t'i kthyer ato. Momenti matet me një mjet çift rrotullues. Preloadimi i kushinetave 16 të boshtit kryesor të vozitjes rregullohet duke ndryshuar trashësinë e rondelave midis unazave të brendshme të kushinetave. Në këtë rast, unazat e brendshme lëvizin në mënyrë aksidentale në lidhje me unazat e jashtme të kushinetave dhe distanca ndërmjet sipërfaqes konike të unazës së brendshme dhe sipërfaqes konike të unazës së jashtme të secilës prej kushinetave ndryshon; Shkalla e shtrëngimit të rrotullave të ngushtë midis unazave gjithashtu ndryshon. Në mënyrë të ngjashme, janë përshtatur kushinetat me rrotullë të marsheve 13 të shtytur. Rregullimi i kushinetave me rrotull të konstruksionit diferencial bëhet nga kthimi i arrave rregulluese, e cila siguron lëvizjen boshtore të unazave të jashtme të kushinetave në krahasim me ato të brendshme.
Pas rregullimit, preload e kushinetave me rrotullë të rregulluar rregullojnë angazhimin e ingranazhit të pjerrët nga vendi i kontaktit të dhëmbit, për të cilin një shtresë e hollë e bojës zbatohet në dhëmbët e ingranazhit drejtues dhe pastaj ingranazhet janë kthyer. Me përshtatjen e duhur të ingranazheve, patchja e kontaktit në ingranazhin e shtresës së përkulur është rreth 2/3 e gjatësisë së dhëmbit dhe ndryshon pak në pjesën e ngushtë të saj, duke u vendosur në mes të lartësisë së dhëmbit.
Varësisht nga vendndodhja e fushës së kontaktit, rregulloni pozicionin e ingranazhet në përputhje me udhëzimet e udhëzimeve të fabrikës.
Pozicioni i marsheve kryesor pjerrët 14 kontrollohet duke ndryshuar numrin e shims ndërmjet strehim të mbajtur 16 dhe fllanxhes 18, strehim final drejtimit dhe pozicionit te marshit drejtuar panelit 13 - nëpërmjet ndarësit ndërmjet trup-rresht duke rul tapered dhe anësor crankcase fllanxhes 18 te transferimit kryesor. Arritja e pozicionit të kërkuar të fushës së kontaktit në dhëmbët e ingranazës së pjerrët të lëvizur, kontrolloni zhdoganimin anësorë midis dhëmbëve të ingranazheve të ngasjes dhe shtytjes së shtyllës, e cila mesatarisht është 0.15 ... 0.3 mm.
Rregullimi i ingranazhit të çiftit të ingranazheve është bërë nga lëvizja gjatësore e gota 5, 10, 25, e cila kryhet duke ndryshuar trashësinë e guarnicioneve 6, 14 dhe duke e kthyer gojën e rrumbullakët.
Rregullimi i ingranazhit të ingranazheve të pjerrët bëhet duke i lëvizur ato përgjatë boshteve të tyre me fiksimin pasues të rrotave në pozicionin e kërkuar.
Rregullimi i marsheve të ingranazhit mund të bëhet duke zhvendosur copë litari nën një mbulesë të poshtme të karterit nën tjetrin. Me rregullimin e përshtatshëm të marsheve, lëvizja e fllanxhës së boshtit rreth rrethit të një rrezeje prej 40 mm duhet të jetë ndërmjet 0 2 - 0 6 mm.
Nuk rekomandohet rregullimi i ingranazhit të ingranazheve për të zvogëluar zmadhimin anësor ndërmjet dhëmbëve kur ata janë të veshur, pasi kjo do të shkaktojë një shkelje të pozicionit relativ të sipërfaqeve të drejtimit të dhëmbëve dhe mund të shkaktojë prishjen e tyre. Kur zëvendëson ingranazhet e konsumuara me ato të reja, është e nevojshme të rregulloni pozicionin e tyre të përbashkët me ndihmën e shimëve. Në këtë rast, duhet së pari të rregulloni kushinetat.
Rregullimi i ingranazheve të ingranazhit gjatë montimit në fabrikë nuk prodhon, meqë ingranazhet e duhur të ingranazheve sigurojnë tolerancat e duhura në pjesët e çiftëzimit. Gjatë rishikimit për të kompensuar veshin e kushinetave, kontrolloni korrektësinë e tufës së ingranazhit në bojë. Rregullimi është bërë duke hequr një pjesë të gaskets nga nën fllanxhë të strehimit mbajtëse të bosht vinçi drive. Zvarritja anësore mes aubyamit duhet të jetë brenda 0 1 - 0 4 mm, e cila korrespondon me zhvendosjen këndore të fllanxhës së kardanit në rreze të vrimave me 0 25 - 0 9 mm. Paketa standarde përfshin gaskets me një trashësi prej 0 100 - 0 085; 0 25 - 0 23 dhe 0 80 - 0 75 mm.
Rregullimi i ingranazheve të pjerrët të marsheve kryesore përshtatet me lëvizje boshtore të boshteve të tyre. Masa e vogël e shtresës së pjerrët lëviz, duke ndryshuar numrin e rrotullimeve të rregullimit të instaluar në mes të strehimit bosht të një veshjeje të vogël të pjerrët dhe të marsheve kryesore të karikimit. Paketa standarde përfshin gaskets me një trashësi prej 0 05; 0 1; 0 2; 0 5; 1 0 mm. Gaskets 0 1 dhe 0 5 mm vendosur në kërkesë.
Rregullimi i ingranazheve të pjerrët të marsheve kryesore përshtatet me lëvizje boshtore të boshteve të tyre. Masa e vogël e shtresës së pjerrët lëviz, duke ndryshuar numrin e rrotullimeve të rregullimit të instaluar në mes të strehimit bosht të një veshjeje të vogël të pjerrët dhe të marsheve kryesore të karikimit.
Rregullimi i ingranazhit në bojë sipas natyrës së patch-it të kontaktit bëhet si më poshtë.
Rregullimi i ingranazhit në bojë sipas natyrës së patch-it të kontaktit bëhet si më poshtë. Dhëmbët e një rrotë janë ngjyrosur me bojë dhe të dy rrotat, pas aderimit të tyre, kontrollohen për dy ose tre rrotullime. Si rezultat, gjurmë shfaqet në dhëmbët e rrotave, jo të lyera me bojë, me të cilën cilësohet cilësia e ingranazhit. Siç është thënë tashmë, është konsideruar gjurma më e favorshme, kur rrota pa përpjekje për transferimin e ngarkesës nga një pjesë e hollë e dhëmbit (shih FIG.
| Kuvendet e kuvendit të kuvendit të qarkut të kontrollit Llojet e printimeve të bojrave me ingranazhet e pjerrta të çarçafëve të gabuar. |
Rregullimi i angazhimit sipas natyrës së patch-it të kontaktit bëhet si më poshtë.
Rregullimi i ingranazhit të ingranazheve të pjerrët të marsheve kryesore kryhet pas instalimit të marsheve të drejtuar në karakteri dhe kontrollimi i kushinetave. Instalimi i ingranazheve me rrota të shtyrë të prodhuara në varësi të dizajnit të boshtit të pasëm. Para se të instaloni atë nga makina M-20, para-montoni mbulesën e karterit dhe boshtet e boshtit me kushineta dhe vulat. Unazat e jashtme të kushinetave me rul të ngushtë janë instaluar në vrimat e kapakut të karikimit deri sa të ndalet në fund. Dy gjëndra janë shtypur në shtresën e jashtme të boshtit të boshtit, sipërfaqja e tyre e punës është ngjyrosur me yndyrat.
Angazhimi normal i ingranazheve me rrota i mbron ato nga veshin e parakohshëm dhe thyerje dhe zvogëlon fërkimin në dhëmbë. Një angazhim i tillë i ingranazheve të pjerrëta është i saktë kur akset e tyre qëndrojnë në të njëjtin plan, pingul me njëri-tjetrin, dhe majat e konëve përputhen. Për ta bërë këtë, ingranazhet e pjerrët duhet të vendosen në një pozitë të caktuar në strehimin e boshtit të pasmë.
Si rezultat i konsumit të pjesëve, angazhimi i ingranazhit mund të prishet. Me veshin e konsiderueshme të kushinetave dhe vendeve të tyre në rritje, pjerrësia e akseve të marsheve është prishur ose boshtet mund të mos jenë në të njëjtin plan; kur dhëmbët zhduken, zhdukja anësore midis ingranazheve rritet dhe sipërfaqja e kontaktit lëviz përgjatë lartësisë së dhëmbit.
Në rastin e parë, është e nevojshme të zëvendësohen kushinetat. Për të rivendosur pozicionin origjinal të ingranazhet duke i zhvendosur në drejtimin axial. Kompensimi i veshjes së dhëmbëve të ingranazhit nga lëvizja e tyre shtesë nuk lejohet, pasi kur një pastrim normal midis dhëmbëve të veshur, këshilla e kone nuk do të përputhet.
Gjatë montimit të boshtit të pasmë, mekanizmi i rrotës së gjilpërës 28 (shih diagramin e boshtit të pasmë të traktorit "Bjellorusi") është vendosur në mënyrë që distanca midis fundit të saj të pasmë dhe boshtit gjeometrik të diferencialit të jetë 130 ± 0\u003e 15 mm. Kjo arrihet duke hedhur nën fllanxhin e qelqit të mbajtjes së përparme të boshtit kryesor të kutisë së shpejtësisë. Zbritja anësore në dhëmbët e ingranazhit në rangun prej 0.25 - 0.50 mm rregullohet nga guarnicionet 22 nën fllanxhat e syzeve të djathtas dhe të majtë të kushinetave të boshtit diferencial. Korrektësia e ingranazheve të marsheve kontrollon për bojë: dhëmbët e mbulesës së ingranazhit të rrotës me një shtresë të hollë bojë dhe kthen rrotat e drejtuara një kthesë.
Një angazhim konsiderohet i saktë nëse gjurmët e bojës janë të vendosura jo më pak se 80% të gjatësisë së dhëmbit të marsheve të shtyrë dhe në mes të shtypjes nuk ka zhvendosje të madhe drejt bazës ose majës së dhëmbit.
Shuma e pastrimit anësor përcaktohet nga një pllakë plumbi i mbështjellë midis dhëmbëve në bazën e mjeteve të mëdha ose me një tregues.
Korrektësia e ingranazhit dhe sasia e zhdoganimit anësor të ingranazheve që janë në veprim kontrollohen gjatë riparimeve rutinë të traktorit ose kur ndodhin shenja të funksionimit jonormal të ingranazhit të pjerrësisë. Në rastin e fundit, është e nevojshme të kontrollohet nëse nuk ka patate të skuqura, prerje dhe keqfunksionime të tjera në ingranazhet, nëse kurora e ingranazhit të drejtuar në shpërndarës ose në pjesën e majtë të boshtit diferencial është dobësuar.
Për të përshtatur ingranazhin e ingranazhet e punës duhet të jetë vetëm në rastin kur boshti i pasëm i çmontuar ose nëse hendeku në dhëmbë tejkalon 1.2 mm. Rendi i rregullimit të tillë është si më poshtë: shkëputni shufrën e frenave dhe hiqni kapakët e kupave; vidhosja e dy bulonave në vrimat e montimit të fllanxhës, shtypni kupën e duhur në mënyrë që të hiqni gaskets 22; në të njëjtën mënyrë shtypni kupën e majtë sipas madhësisë së hendekut midis dhëmbëve të marsheve; Duke përdorur gaskets, instaloni një zmadhim në rritje duke marrë parasysh veshin e dhëmbëve dhe kontrolloni korrektësinë e shtrirjes gear gearing nga natyra e shtypura; pas kësaj, mbushni kushinetën e boshtit diferencial me yndyrat dhe vendosni kapakët e kupave në mënyrë që grouan në to të përkojnë me vrimat e furnizimit me vaj në gota.
Kushinetat, pastrimi anësor dhe kontaktet në ingranazhet e marsheve të pajisjes kryesore të UAZ-452 fillimisht përshtaten në fabrikë. Gjatë operacionit, si rregull, ata nuk kanë nevojë të rregullohen. Rregullimi i tyre është i nevojshëm vetëm kur zëvendëson ndonjë pjesë, kushineta ose kur pastrimi aksial në kushineta.
Zvogëlimi më i madh ndërmjet dhëmbëve të marsheve të marsheve kryesore, që shfaqet për shkak të konsumit të tyre, nuk mund të zvogëlohet me anë të rregullimit, sepse në këtë rast do të shqetësohet pozicioni relativ i marsheve të drejtimit, gjë që do të çojë në një rritje të zhurmës, ndoshta edhe thyerje të dhëmbëve.
Pastrimi aksial në kushinetat me rrip të ngushtë, i cili u shfaq gjatë operacionit, duhet të eliminohet pa e shqetësuar pozicionin e marsheve drejtuese të pajisjes kryesore. Zhdogani dhe ingranazhi në dhëmbë të ingranazhet kryesore rregullojnë vetëm kur ato zëvendësohen.
Kur shfaqet pastrimi i boshtit të marsheve të drejtuar, kontrollohet përmes vrimës së mbushjes së vajit në boshtet e largëta, është e nevojshme të shtoni shims të të njëjtit trashësi në anët e djathtë dhe të majtë të kutisë satelitore, duke siguruar që pajisja e shtyrë të kthehet me një përpjekje të vogël.
Kushineta diferenciale pas zëvendësimit të pjesëve përshtaten si më poshtë:
1. Shtypni unazat e brendshme të kushinetave diferenciale në ditarët e kutisë së diferencimit në mënyrë që të ketë një hendek midis skajeve të tyre dhe skajeve të kutisë së satelitit brenda 3.0-3.5 mm.
2. Instaloni kuvendin e diferencialit në karakteri, vendosni copë litari në lidhësin e folesë për të marrë parasysh trashësinë e tij kur përshtateni dhe pastaj instaloni kapakun dhe me kujdes ta ktheni në të dy drejtimet, rrokullisni kushinetat në mënyrë që rrotulluesit të marrin pozicionin e duhur. Akset e strehimit në këtë rast duhet të jenë në një pozicion vertikal. Pastaj, pa e shqetësuar rrotullimin e kushinetave, lidheni në mënyrë të barabartë mbulesën me kolonën e punës me bulona dhe arra.
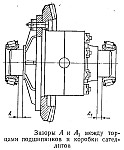
3. Hiqni arrat dhe bulonat dhe hiqni kapakun. Hiqni me kujdes diferencën nga karakteri dhe matni me saktësi përmasat A dhe A1 midis skajeve të kutisë së satelitit dhe unazave të brendshme të mbajtjes duke përdorur një matës të ndijimit.
4. Për të zgjedhur një paketë gaskets me një trashësi të barabartë me shumën e dimensioneve të matura A + A1. Për të siguruar preload në kushineta diferenciale të këtyre guarnicioneve shtoni një copë litari me një trashësi prej 0.2 mm. Kështu, trashësia e përgjithshme e paketës së përzgjedhur të shimëve duhet më në fund të jetë e barabartë me A + A1 + 0.2 mm.
5. Hiqni unazat e brendshme të kushinetave diferenciale nga qafat e kutisë satelitore. Ndani paketën e përzgjedhur të gaskets afërsisht në gjysmë. Në anën e porosisë, trashësia e gaskets duhet të jetë 0.3-0.4 mm më e madhe se trashësia e gaskets në anën e mbuluar. Kjo është e nevojshme për të parandaluar më tej angazhimin anësor kur rregullon zhdoganimin anësorë në dhëmbët e mjeteve lëvizëse dhe të shtytura.
6. Instaloni gaskets në qafën e kutisë satelitore dhe shtypni unazat e brendshme të mbajtjes mbi to derisa të ndalen në skajet e kutisë.
Nuk lejohet lëvizja boshtore e rrotës së rrotës. Zbritja aksiale në mbajtjen e dyfishtë konike dhe dobësimi i shtrëngimit të saj shkelë angazhimin e saktë të dhëmbëve të ingranazheve të marsheve kryesore, shkakton që unaza e brendshme të kthehet nga anën e gjëndrës, duke rezultuar me konsumimin e fytyrës së fllanxhave, skajet e unazës së vajit, unazën e distancës dhe shkatërrimin e shimëve. E gjithë kjo shkakton veshin e parakohshme të dhëmbëve të ingranazheve dhe shkatërrimin e kushinetave të marsheve.
Rregullimi i mbajtjes së dyfishtë tapered kontrollohet duke e rrokullitur fllanën me dorë. Nëse ju ndjeni ngritjen e rrotullës në mbajtëse, duhet ta shtrëngoni arrë. Nëse arra është e shtrënguar në tërësi dhe lëvizja boshtore nuk eliminohet, atëherë duke zvogëluar trashësinë e paketës së shimëve dhe duke e shtrënguar arrë në dështim, rregulloni mbajtjen e dyfishtë, duke siguruar atë me preload, vlera e së cilës kontrollohet me një dinamometër pranverë.
Në të njëjtën kohë është e nevojshme të hiqni kapakun e karikimit të kamionit për të hequr diferencën nga montimi i marsheve. Kur rregulluar siç duhet, dinamometri i pranverës duhet të tregojë një forcë prej 1.5-3 kgf kur e kthen veshje për vrima në fllanxhë. Në procesin e shtrëngimit të arrë në dështim është e nevojshme të prodhohet një rrotullim i mbajtjes në mënyrë që rrotulluesit të marrin pozicionin e duhur.
Pasi të rregullohen kushinetat e rrotës dhe kushinetave diferenciale, vazhdoni të rregulloni zhdoganimin anësor dhe ingranazhin e dhëmbëve të marsheve kryesore. Kur rregulloni zmadhimin anësor dhe pozicionin e ingranazheve të ingranazhit kryesor nën rrotullën e kushinetës së ngushtë vendosni unazën e rregullimit. Trashësia e këtij unazë duhet të jetë e barabartë me 1.43 mm.
Mbështetja e rregulluar me dy konikë me montimin e ingranazhit të mjetit është shtypur në mbajtësin e karrocës deri në ndalesë. Për të shmangur dëmtimin e garave dhe rrotulluesve, forca shtypëse duhet të transmetohet përmes unazës së saj të jashtme. Pastaj vendosni unazën e vajit dhe mbulesën e mbajtjes së dyfishtë me konike, e cila është paksa e lidhur në mënyrë të barabartë me bulona në mënyrë që të mos shkaktojë deformimin e saj.
Pas instalimit të fllanxhës dhe rondelave, ata e shtrëngojnë arrë dhe rrokulliset në rrotull, duke e kthyer fllanën. Në kutinë e karikimit vendosni kuvendin diferencial me marshe të shtyrë. Duke instaluar në aeroplanin e lidhësit të rrymës së makinës një rondelë me të cilën janë rregulluar kushinetat diferenciale, lidhni kapakun me karrocat me bulona dhe arra. Kur të bëhet një para-montim i tillë, kontrolloni zhurmën anësore në angazhim në katër pika nëpërmjet çdo revolucioni të ingranazhit të rrotës.
Për ta bërë këtë, me ndihmën e gjysmë-boshteve, gear i shtyrë duhet të ngadalësohet, dhe gear gear duhet të kthehet në të dy drejtimet derisa dhëmbët prek. Hendeku i anës midis dhëmbëve të marsheve të reja të pajisjes kryesore duhet të jetë në diapazonin prej 0.1-0.3 mm. Ky boshllëk korrespondon me një vlerë 0.2-0.6 mm, të matur me lëvizjen këndore të fllanxhës përgjatë harkut të rrezeve të vrimës.

Pastrimi anësor rregullon permutimin e gaskets nga një anë e kutisë satelitore në tjetrën. Nëse heqni copë litari nga ana e mbulesës, hendeku në rrjetë rritet, por nëse shtoni - hendeku zvogëlohet. Gaskets mund të riorganizohen nga njëra anë në tjetrën, por as nuk mund të reduktohen as të shtohen, pasi kjo do të thyejë ngarkesën e rregulluar të kushinetave diferenciale.
Pas rregullimit të pastrimit anësor, kontrollohet ingranimi i ingranazhet kryesore. Për ta bërë këtë, bojës bojë e një qëndrueshmëri të caktuar në dhëmbët e gear shtyrë. Bojëra lëngshme përhapet dhe njollat sipërfaqen e dhëmbëve, duke e bërë të vështirë për të përcaktuar vendndodhjen aktuale të patch kontaktit, bojë shumë i trashë nuk është shtrydhur nga boshllëqet midis dhëmbëve.
Me ndihmën e gjysmë-boshteve, është e nevojshme të ngadalësoni pajisjen e shtyrë dhe të çoni drejtuesin në të dy drejtimet derisa të tregohet një patch i qartë i kontaktit. Pas marrjes së kontaktit të saktë të njollës së dhëmbëve, kontrolloni instalimin e mbarimit të ingranazheve dhe skajeve të hapjes së anës. Në vijim janë ngjyrat tipike të kontaktit në dhëmbët e ingranazhet e drejtuara të marsheve kryesore të boshtit të pasmë dhe mënyrat për të arritur ingranazhin e duhur të ingranazhet duke lëvizur ingranazhet e vozitjes dhe të shtytjes.
Kontrollimi i korrektësisë së ingranazheve të ingranazhet kryesore të boshtit të pasmë të UAZ-452 në sipërfaqen e kontaktit.

Zhvendosja e ingranazhit të vozitjes mund të arrihet duke ndryshuar trashësinë e unazës së rregullimit për të zhvendosur ingranazhin e drejtimit larg nga një motor i shtyrë, unaza e rregullimit duhet të vendoset në një trashësi më të madhe dhe anasjelltas, për të lëvizur pajisjen e drejtimit drejt një të drejtuar, unaza e rregullimit duhet të vendoset më e vogël.
Lëvizja e ingranazhit të drejtuar sigurohet në të njëjtën mënyrë si kur rregullon zhdoganimin anësor - duke zhvendosur distancën e diferencimit. Pas rregullimit është përfunduar, asambleja e saj përfundimtare.
Transmetimi mekanik, duke punuar në parimin e angazhimit, mund të jetë dhëmbëzuar dhe krimbi.
Ingranazhet, nga ana tjetër, ndahen në cilindrik dhe konik. Por kjo nuk është klasifikimi i fundit i marsheve.
Varësisht nga vendndodhja e dhëmbëve në krahasim me aksin e rrotave cilindrike ka:
- ingranazhet cilindrike të shtyllave, dizajni më i thjeshtë dhe, në përputhje me rrethanat, në prodhim, ato nuk krijojnë ngarkesa aksiale në boshtet, prandaj nuk kanë nevojë për kushineta të veçanta, që thjeshtësojnë në masë të madhe montimin. Mjete të tilla përdoren në mekanizma me një shpejtësi të vogël të punës të rrotullimit të boshtit. Disavantazhi i zinxhirëve nxitës është shumë zhurmë gjatë funksionimit të mekanizmit, veçanërisht nëse rrotat e transmisionit nuk përpunohen saktë;
- ingranazhet cilindrike spirale, dhëmbët e tyre janë të vendosura përgjatë linjave spirale në cilindër ndarës. Meqenëse dhëmbët e ingranazheve të tilla angazhohen normalisht, gradualisht, niveli i zhurmës zvogëlohet dhe rritet kapaciteti i ngarkesës. Megjithatë, për shkak të vendosjes së prirur të dhëmbëve, forca aksiale tenton të lëvizë timonin me boshtin përgjatë boshtit, prandaj, kur monton ingranazhet spirale, kërkohet fiksimi aksial i boshtit;
- veshje cilindrike e çizme është një rrota, kurora e së cilës përbëhet nga seksionet e alternuara të dhëmbëve të majtë dhe të djathtë. Me një marrëveshje të tillë, nuk ka forcë aksiale, e cila siguron transferimin e fuqive shumë të mëdha;
- ingranazhi i brendshëm i transmisionit cilindrik. Sipërfaqet e ingranazhet e kësaj veshjeje janë të vendosura njëra brenda tjetrës dhe rrotat rrotullohen në një drejtim.
Para instalimit të rrotave të ingranazheve cilindrike kontrolloni rrahjen e tyre, domethënë koncentricitetin e profilit të dhëmbëve në krahasim me diametrin e forcës. Për ta bërë këtë, rrota e ingranazhit është ngritur në një mandrinë të montuar fort, midis dhëmbëve vendosur një kalibër cilindrik, në të cilën është vendosur këmbët tregues, dhe regjistrojnë leximet e saj. Kthejeni shufrën, zhvendosni matësin me dy ose tre dhëmbë dhe regjistroni leximet, vazhdoni në këtë mënyrë deri në rrotullimin e plotë të mandrinë, pastaj nga të gjitha leximet zgjidhni më të mëdhenjtë dhe më të vegjlit. Nëse devijimet e marra nuk tejkalojnë kufijtë e lejuar (sipas të dhënave teknike për një mekanizëm të caktuar), atëherë rrota lejohet të montohet.
Grumbullimi i ingranazheve të shtyllave përbëhet nga operimet teknologjike të mëposhtme:
- përgatitjen dhe verifikimin e njësive të grumbulluara. Ingranazhet e unazave duhet të përpunohen, të kontrollohen për rrahje, të lahen, të thahen, ato nuk duhet të jenë defekte në formën e kallams, bërrylave, bishteve;
- montimi i rrotave të mjeteve, natyrisht, nëse rrotat janë të palosshme. Ata zakonisht përbëhen nga një qendër, e cila është bërë prej çeliku ose gize, dhe një kurorë dhëmbësh (çeliku me cilësi të lartë ose textolite). Kurora shtypet në diskun e shpërndarës dhe fiksohet ose me saldim ose me ndihmën e pengesave, të cilat janë të dehur në vrima të posaçme të shpuara me një fije në kurorën dhe diskun e shpërndarëses;
- montimi dhe montimi i rrotave të ingranazheve në boshte. Ingranazhet vendosen në bosht dhe pozicioni i tyre është i fiksuar me çelësa, spline ose bulona;
- instalimi i boshteve me rrota gear në kushineta strehimi;
- Rregullimi i angazhimit të dhëmbëve në një çift të veçantë të rrotave dhe në transmetimin në tërësi. Për të rregulluar kontrolloni cilësinë e ingranazhit në bojë. Dhëmbët e një diametri të vogël të rrotave janë të mbuluara me një shtresë të hollë bojë dhe lëvizni disa ingranazhe një kthesë dhe mbrapa. Me lidhjen e duhur, pikat e bojës në rrotë binjake duhet të vendosen në pjesën e mesme të sipërfaqes anësore të dhëmbëve dhe të zënë të paktën 50-60% të sipërfaqes së dhëmbit në lartësi dhe të paktën 70-90% në gjatësi. Nëse njollat janë zhvendosur përgjatë gjatësisë së sipërfaqes, atëherë akset e boshteve janë të shtrembëruara. Zhvendosja e spoteve në lartësi më afër kërcellit të dhëmbëve tregon një rënie në distancën qendrore-qendrore të boshteve, dhe më afër kokës së dhëmbëve, një rritje në distancën qendrore-qendrore.
Ingranazhet me rrota janë pjesë integrale e ingranazheve në të cilat boshtet e boshteve ndërpriten në një kënd të caktuar (më të shpeshtat janë 90 °). Forma e dhëmbëve të ingranazheve të pjerrët mund të jetë e drejtë, e zhdrejtë dhe e rrumbullakët. Rrotat me dhëmbë të zhdrejtë dhe të rrumbullakët përdoren në ingranazhe që përjetojnë ngarkesa të rënda dhe shpejtësi të lartë të boshtit (për shembull, kur transmetohet rotacioni nga kutia e shpejtësisë në boshtin e pasëm të një veture).
Teknikat për instalimin dhe sigurimin e rrotave në ingranazhet e pjerrët janë të ngjashme me ato për instalimin dhe sigurimin e ingranazheve cilindrike. Por, kur grumbullohen ingranazhet e pjerrët, duhet të mbahet mend se ingranimi i rrotave është i saktë kur të dy rrotat janë vendosur në atë mënyrë që konstituentët e konave fillestare (I-I dhe II-II) përputhen dhe qendrat e llogaritura të koneave (O dhe O1) përputhen Fig. 63).
Fig. 63. Rrokullisje gear.
Para instalimit të boshteve me rrota konike, kontrolloni saktësinë e pozicionit relative të boshteve të ulëseve të tyre, për të cilat vendosen dy mandrela që janë të përqëndruara në vrima: nëse sonda hyn lirshëm në hapësirën midis tyre, rregullimi i akseve është i saktë.
Funksionimi normal i ingranazhit të pjerrët është i mundur vetëm nëse ka një hendek anësor midis dhëmbëve të rrotave të çiftëzimit.
Madhësia e hendekut është e ndryshme për çdo lloj mekanizmi dhe është në rangun prej 0.08-0.20 mm. Matni sasinë e pastrimit anësor mund të provoj, nëse rrota ka qasje të lirë. Por kontrolli me ndihmën e pllakave të plumbit është më e zakonshme: një pllakë plumbi kalon në mes të dhëmbëve të rrotave të çiftëzimit dhe rrotat janë kthyer. Përsëriteni operacionin në disa vende të shpërndara në mënyrë të barabartë rreth rrethit, çdo herë duke përdorur një pllakë të re.
Një mikrometër (shih Fig. 1, b) mat trashësinë e secilës prej pllakave të deformuara; madhësia e hendekut përcaktohet si mesatarja aritmetike e matjeve të fituara.
Në mospërputhje hendeku aktual kërkohet vlera e tij është rregulluar, për të cilën një prej rrotave është lëvizur ose në drejtim të lartë të parashikuar të kon për të zvogëluar hendekun, ose nga ajo për të zgjeruar atë. Dhe për të rregulluar pozicionin e ri të ingranazheve të pjerrët, gaskets janë instaluar nën sipërfaqet e tyre mbajtëse.
Mbledhura kontrolloni gear të panelit mbi cilësinë e angazhimit (kontrolluar për bojë të ngjashme me të kontrolluar gear cilindrike), nivelet e zhurmës, fërkime (nëse lubrifikant nuk shpejt, kështu që fërkimi pairings normal) (në transmetimin e saj më të lartë të nivelit të lëmuar në një mënyrë të ngadaltë).
Mjetet e krimbave përdoren nëse boshtet gjeometrike të boshteve ndërpriten me njëri-tjetrin, zakonisht në një kënd prej 90 °.
Mjetet e krimbave përbëhen nga një krimb dhe një rrotull i krimbave. Kështu krimb mund të jetë i drejtë - cilindrike (në angazhimin me to janë njëkohësisht 1-2 dhëmb i timonit rra) - ose GLOBOID - konkave (këtu njëkohësisht meshing dhëmbët është 5-6, ku ata janë në mënyrë të konsiderueshme bëj më mirë transmetimi cilindrike krimb në fuqinë transmetojë dhe efikasitetin). Kur grumbullohen ingranazhet e krimbave, para së gjithash, kushinetat janë instaluar në mekanizmin e mekanizmave dhe tashmë në to - boshtet në të cilat janë montuar krimbi dhe rrotulli i krimbave.
Para fiksim kontrollit të transmetimit angazhim përfundimtar saktë dhëmbit në bojë: në këtë rast një shtresë e hollë e bojës veshura sipërfaqen e vidë krimb, atëherë ajo është rrotulluar ngadalë (Figura 64.).
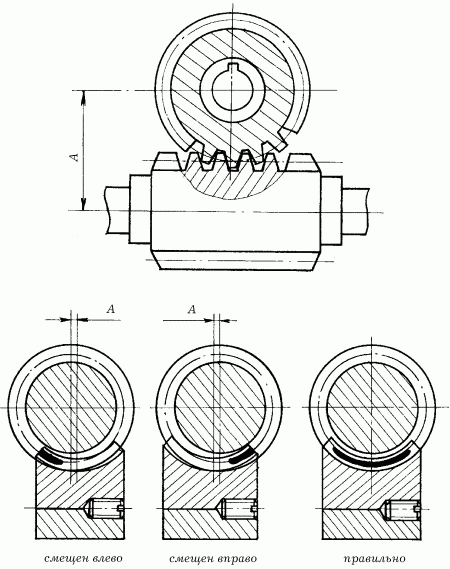
Fig. 64. Kontrollimi i korrektësisë së marsheve të marsheve.
Me angazhimin e duhur, bojë duhet të mbulojë sipërfaqen anësore të dhëmbëve të rrotave me gjatësi dhe lartësi prej të paktën 50-60% (në pjesën e mesme).
Ju mund të rregulloni shpejtësinë e marsheve duke zgjedhur trashësinë e duhur të dorezës së djathtë ose të majtë nën fllanën e rrotave të krimbave (për lehtësi, ato bëhen në formë gjysmë-unaza, kështu që instalimi i tyre nuk kërkon asfaltimin e montimit, vetëm lirojni vidhat e vendosura). Në shumë programe të këtij lloji që mban gota, të cilat janë instaluar në worms, filetuara, kështu që rregullimi angazhimi mund të bëhet duke u kthyer arrë duke lëvizur ato së bashku me marshin përgjatë boshtit.
Nga libri: Korshever N. G. Punon në metal