Informacion i përgjithshëm dhe klasifikimi i ingranazheve. ingranazhet
ingranazhet
dizajni
Ndërrimi dhe riparimi i ingranazheve
Metodat me ingranazhet e riparimit të kores
ingranazhet
Mbërthyer dhe riparuar ingranazhet
referencat
1. SHENJAT
1.1 Ndërtimet
Ingranazhet përdoren pothuajse në të gjitha mekanizmat me të cilat janë të pajisura punishte metalurgjike (vinça dhe ashensorë, tavolina rul, pajisje për çikrik, mulli, etj)
Pjesët kryesore të ingranazheve janë rrota (ingranazhet). Ata shërbejnë për të transferuar rotacionin nga një bosht në tjetrin kur boshtet nuk janë në të njëjtin aks.
Në varësi të pozicionit relative të boshteve përdoren ingranazhet: cilindrike, konike dhe spirale.
Një makinë cilindrike e pajisjes shërben për të transferuar rotacionin nga një në një bosht paralel (Figura 1, a).
Transmisioni i ingranazhit me shkallë shërben për të transferuar rrotullimin nga boshti në bosht, i vendosur me kryqëzimin e akseve (Fig.1,6).
Rryma spirale përdoret për të transferuar rrotullimin nga boshti në bosht, të vendosura me aks ndërthurës, por jo ndërprerës (Figura 1, c).
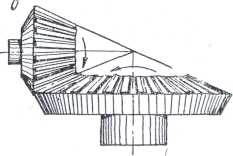
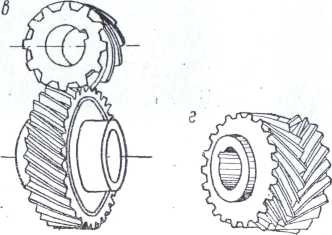
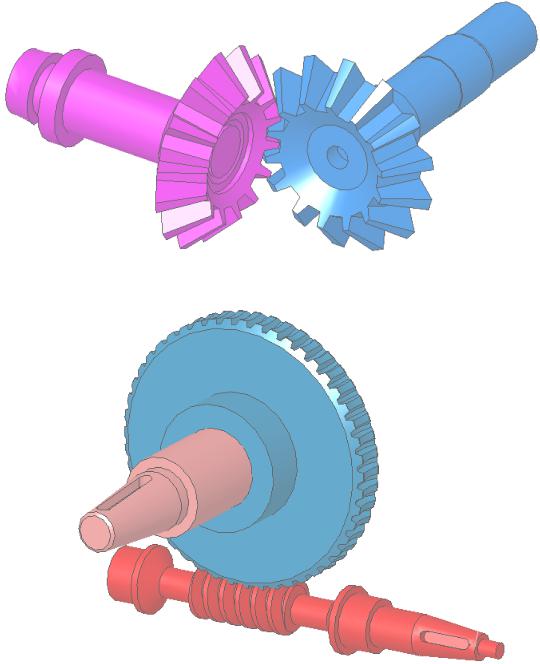
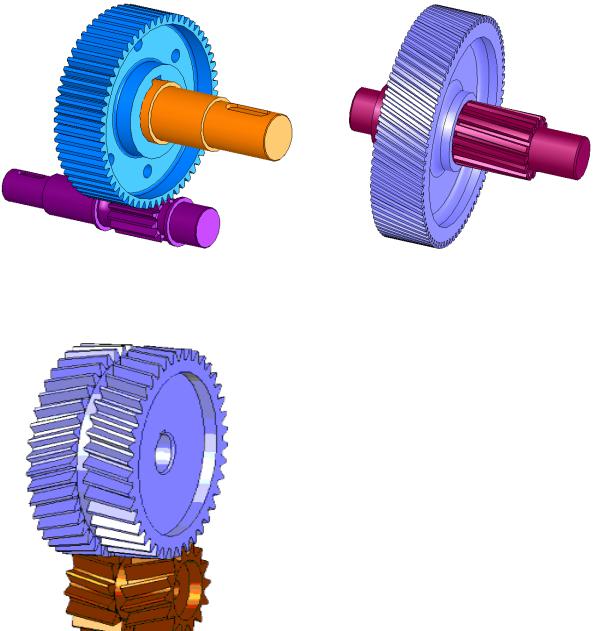
Fig. 1. Ingranazhet: a - cilindrike: b - pjerrësi: në - vidhosje: gear g-chevron.
Rrota e ingranazhit dhe rakia përdoren për të kthyer lëvizjen rrotulluese në kthimin progresiv
Dhëmbët e rrotave cilindrike mund të jenë të drejta (Fig. 1, a dhe b), i zhdrejtë dhe grykë (Krishtlindje) - Fig. 1 g
Pajisja Chevron përbëhet nga dy ingranazhe me dhëmbë të zhdrejtë të lidhur së bashku.
Kur rrotat e ingranazhit me dhëmbë të drejtë janë të angazhuar, një ose dy dhëmbë janë të angazhuar njëkohësisht, si rezultat i së cilës puna e transferimit shoqërohet me disa rrëshqitje.
Një operacion i duhur i ingranazhit arrihet duke përdorur dhëmbët e zhdrejtë ose të zhytur, pasi numri i dhëmbëve të përfshirë në angazhimin rritet.
Rrotat gear janë bërë nga forgings çelikut, aktrime çeliku dhe produkteve të mbështjellë ose nga aktrime hekuri. Për ingranazhet kritike (për shembull, makinat e ngritjes), përdorimi i ingranazheve të hedhura nuk është i lejuar.
Klasifikimi i ingranazheve. Në varësi të qëllimit të pajisjes, llojit të dhëmbit dhe shpejtësisë së rrotullimit, ingranazhet ndahen në katër klasa të saktësisë së ingranazheve sipas tolerancave për prodhimin dhe montimin (Tabela 119).
Tabela 1 Klasifikimi i ingranazheve
|
i lejueshëm |
||||
|
Lloji i marshit |
shpejtësinë e qarkut |
vërejtje |
||
|
rritja, m / s |
||||
|
cilindrik |
Apliko ku saktësia |
|||
|
dhe smoothness nuk kanë |
||||
|
vlerat si dhe në |
||||
|
konik |
manual dhe jo të ngarkuar |
|||
|
e transferimit të informacionit |
||||
|
cilindrik |
||||
|
konik |
||||
|
Cilindrike " |
||||
|
konik |
||||
|
cilindrik |
1 Me kërkesat e mëdha |
|||
|
1 transmetim të butë |
||||
|
konik |
qoftë si dhe në numërim |
|||
|
mekanizmi qeveritar |
Ingranazhet bëhen të hapura, gjysmë të hapura dhe të mbyllura.
Transferimi i thirrur i hapur, i cili nuk ka një shtresë (tank) për banjën e naftës; ingranazhe të tilla lubrifikohen periodikisht me yndyrat. Zakonisht këto ingranazhe janë me shpejtësi të ulët dhe përdoren kryesisht në makina dhe mekanizma të thjeshtë.
Ingranazhet gjysmë të hapura ndryshojnë nga ato të hapura nga prania e një tank për një dush të lëngët të naftës.
Transmetimi i thirrjeve të mbyllura, të cilat së bashku me kushinetat janë montuar në strehime të veçanta.
Gearbox ingranazhet janë lubrifikuar në mënyra të ndryshme:
1) me shpejtësi rrethuese të ingranazheve mbi metodën 12--14 m / sec-jet me furnizimin e një mjeti në zonën e fillimit të ingranazhit të rrotave të mjeteve;
2) me shpejtësi periferike të ingranazheve nën 12 m / s - duke zhytur.
Kur lubrifikoni me zhytje, duhet të merren parasysh këto:
a) ingranazhi më i madh i palës duhet të zhytet në vaj dy deri në tre herë lartësinë e dhëmbit;
b) nëse kutia e shpejtësisë ka disa faza, niveli i vajit përcaktohet duke marrë parasysh shpejtësinë e transmetimit.
Në rastin e fundit, niveli b (fig.2) lejohet kur rrota e shpejtësisë së shpejtësisë rrotullohet me shpejtësi të ulët. Në kutitë e marsheve me të mesme dhe të mëdha
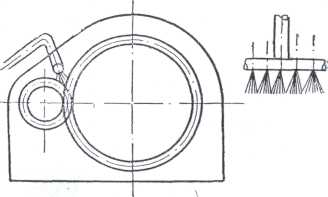
Fig. 2. Ingranazhet e yndyrës së ujit.
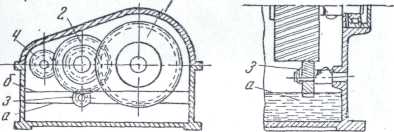
Fig. 3. Inçizimi i lubrifikimit të skemës.
shpejtësia e rrotave të ulëta, këto të fundit janë të zhytur në dy deri në tre herë lartësinë e dhëmbit të rrotave më të mëdha dhe vaji derdhet në nivelin a. vajosja e fazës së parë vendos një rrotë ndihmëse 3 me një dhëmb të ngushtë, i cili furnizon lubrifikuesin me helikë.
Viskoziteti i vajit të derdhur në kutinë e shpejtësisë zgjidhet në varësi të shpejtësisë dhe ngarkesës - zakonisht nga 4 në 12 ° E në një temperaturë për përcaktimin e viskozitetit të 50 ° C. Kushtet e temperaturës në të cilat funksionon njësia gjithashtu merren në konsideratë; në temperatura të larta, përdoret një vaj me viskozitet më të lartë, në ulje, një viskozitet më të ulët.
Ingranazhet e hapura zakonisht lubrifikohen me yndyrë (yndyrat, konstantin, etj).
Paketimi i vulave të siguruara (vizatimet) në kushinetat dhe përgjatë vijës së kutisë së kutisë së shpejtësisë duhet të bëhet me shumë kujdes për të shmangur rrjedhjen e vajit dhe pluhurin në kutinë e transmetimit.
Mbërthyer dhe riparuar ingranazhet
Ingranazhet dështojnë për dy arsye kryesore: veshin e dhëmbëve dhe prishjet e tyre.
Veshja zakonisht është rezultat i: 1) ngjitjes jo të plotë dhe 2) rritjes së fërkimit (veshin gradual).
Veshja në rastin e parë është kryesisht rezultat i instalimit të dobët dhe me montimin e duhur (respektimi i rreptë i pastrimit radial) zakonisht mungon. Megjithatë, një ndryshim në pastrimin radial mund të jetë gjithashtu pasojë e zhvillimit të predhave mbajtëse, dhe si rezultat i zhvillimit të kushinetave, mund të ketë ose një rritje në pastrimin radial ose një ulje në të (operacion).
Nëse ngarkesa në linja është transmetuar në anët, në të kundërt me bashkimin në procesin e punës ashtu siç janë zhvilluar linjat, rritja e zhurmës radiale është e mundur.
Nëse ngarkesa në linja është transferuar në anën e kordonit (për shembull, në ingranazhet e rrëshqitësve të vinçave, në procesin e punës si astar është zhvilluar (në këtë shembull të linjës së rrëshqitësit), zhdoganimi radial mund të reduktohet.
Në të dyja rastet, pas ndryshimit të linjës, zhdoganimi radial restaurohet.
Veshja graduale nga fërkimi i rritur varet nga një numër kushtesh, duke përfshirë fortësinë e materialit nga i cili bëhet ingranazhi, trajtimi i nxehtësisë, përzgjedhja e saktë e lubrifikantit, pastërtia e pamjaftueshme e vajit dhe ndryshimi i parakohshëm, mbingarkesa e transferimit etj.
Instalimi i duhur dhe mbikëqyrja e mirë gjatë operimit janë kushtet kryesore për operimin e gjatë dhe të pandërprerë të pajisjes.
Breakages dhëmbëve të dhëmbëzorëve të ndodhë për arsyet e mëposhtme: ingranazhet mbingarkesë, të njëanshme (një dhëmb fund) load pres dhëmb çara padukshëm në materialin e detalit dhe microcracks si rezultat i trajtimit të kryer keq të ngrohjes, rezistenca e dobët metalike të shokut (në veçanti, si pasojë e dështimit për të kryer aktrime Pjekja dhe forgings), tronditje të rritur, goditur në mes të dhëmbëve të objekteve të ngurta, etj
2.1 Zëvendësimi dhe riparimi i ingranazheve.

Fig. 4. Riparimi i dhëmbëve me ndihmën e kaçavidave pasuar nga saldimi
Si rregull, ingranazhet me dhëmbë të veshur dhe të thyer nuk duhet të riparohen, por të zëvendësohen, dhe rekomandohet që të zëvendësohen të dy rrotat në të njëjtën kohë. Sidoqoftë, kur një rrotë e madhe në ingranazh është shumë herë më e madhe se ajo e vogël, është e nevojshme që të zëvendësohet rrota e vogël në kohën e duhur, e cila del më shpejt se ajo e madhe me rreth një raport të shpejtësisë. Zëvendësimi në kohë i timonit të vogël do të mbrojë timonin e madh nga veshin.
Veshja e dhëmbëve të ingranazhit nuk duhet të kalojë 10-20%: trashësia e dhëmbit, duke numëruar përgjatë harkut të rrethit fillestar. Në marshin malootvetstvennyh veshin dhëmbi është e lejuar deri në 30% të trashësisë dhëmbit, mekanizmat e një ingranazh përgjegjës në mënyrë të konsiderueshme më të ulëta (p.sh., për ngritjen e mekanizmave veshin mallrash nuk duhet të tejkalojë 15%: dhëmb trashësi - dhe në mekanizmat e rrotave veshje vinç heqjen transportimin e lëngshme dhe metalike të nxehtë - deri në 10% ")
gear çimentuar me dhëmbë duhet të zëvendësohet kur i veshur shtresa carburizing 1 mbi 80% të trashësisë së saj, si dhe plasaritje, chipping ose shtresa otluschivanii çimentuar.
Në rast të thyerje e dhëmbëve, por jo më shumë se dy të njëpasnjëshme nuk është veçanërisht transmetimet kritike (p.sh., mekanizmat e vinça të lëvizjes) është e lejuar shërimin e tyre, e cila është prodhuar nga metoda e mëposhtme: dhëmbë të thyer janë prerë poshtë në tokë, nga gjerësia e dhëmbëve shpuar dy ose tre vrima dhe prerë temat në to, prodhojnë studs dhe tyre vidë-shtrënguar në vrimë përgatitur, kurvar është ngjitur me një rrotë gear dhe electrofusion bashkoj metali, duke i dhënë formën e një dhëmbi për uljen e shpejtësisë, mulliri ose makinë planifikimin ose me dorë duke parashtruar bashkëngjitni formularin bashkoj dhëmbëve metali dhe pastaj riformohet me një çift të profilit kontrollohet copë tufë dhe template.
Sekuenca e operacioneve të restaurimit të dhëmbëve nga saldimi është treguar në Fig. 298.
Për të lehtësuar procesin e trajtimit post-float të dhëmbëve të moduleve L-të rralla dhe të mëdha, rekomandohet që të bashkohen me to
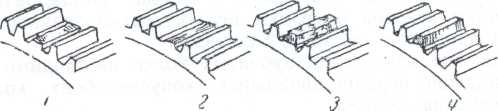
Fig. 5. Sekuenca e operacioneve kur saldohen dhëmbët:
1 - dhëmb i thyer; 2 - vendi i dhëmbit të prerë; 3 - dhëmbi i varur në këmbë; 4-dhëmb i trajtuar (i prerë).
(Figura 299), përdorimi i të cilave bazohet në faktin se modeli i bakrit, që ka formën e pincave të ingranazhit, formon skajet e dhëmbit. Kur saldimi, për shkak të përçueshmërisë së lartë termike të bakrit, metali nuk është ngjitur në shabllon dhe pas sipërfaqes së shabllonit është hequr lehtësisht dhe metali i saldimit ngjitet për të formuar formën e dhëmbit.
![]()
Fig. 6. Metoda e saldimit të dhëmbëve me saldim:
1 - pajisjet e riparimit;
2 - dhëmb i bashkuar; 3 - model bakri.
Surfacing duhet të kryhet domosdoshmërisht me elektroda me cilësi të lartë (të trashë) të markës jo më të ulët. Pas sipërfaqes, pjekja është e dëshirueshme.
Për mekanizmat veçanërisht të rëndësishëm (për shembull, mekanizmat e heqjes së vinçave) nuk lejohet sipërfaqja (riparimi) i dhëmbëve, rrotat e ingranazheve në këto raste duhet të zëvendësohen me ato të reja.
Mos i rregulloni dhëmbët e llojeve të ndryshme me kaçavida pa saldim ose në brazdë në formë të një pragu, pasi këto metoda janë jo të besueshme dhe nuk sigurojnë funksionimin normal të pajisjes.
Ingranazhet me një bërthamë rryme zakonisht riparohen me saldim me hark, duke zhvilluar teknologjinë e saldimit në mënyrë që si rezultat i saldimit, streset shtesë nuk formojnë që shkaktojnë çarje në elementët e tjerë të rrotave (rekomandohet që të gjithë pajisjet të nxehen në të kuqe të nxehtë dhe të pjekur pas saldimit).
Ingranazhet me një çarje në shpërndarësin janë riparuar duke u ulur në një qendër të një mbështjellës të çelikut të përkryer të falsifikuar ose të hedhur dhe të përpunuar në një makinë, të nxehtë në 300-400 ° C.
Ingranazhet e ingranazheve veçanërisht të rëndësishme (për shembull, mekanizmat ngritës të vinçave) që kanë çarje në "buzë", zëvëndësimet dhe shpërndarësin janë zëvendësuar; riparimi me saldim ose ndonjë metodë tjetër nuk lejohet.
Ingranimet që rrotullohen me shpejtësi të lartë, si dhe ingranazhet me diametër të madh me shpejtësi të mesme, duhet t'i nënshtrohen balancimit statik.
2.2 Metodat e ingranazheve për riparimin e shpejtësisë
Pajisjet me shpejtësi të lartë riparimi, si dhe sende të tjera të pajisjeve, sipas. teknikën e tij duhet të jetë nyjë.
Kur riparimet nodale me shpejtësi të lartë zëvendësojnë ingranazhet ose ingranazhet individuale: nuk kryhen, ato zëvendësohen me nyje para-montuar dhe, siç është treguar më sipër, kur merren parasysh tipet e nyjeve si njësi riparimi dhe instalimi mund të jenë tre:
nyje të mëdha, të cilat përfshijnë raste të diskutueshme
(p.sh., housings gearbox) dhe gjithë gamën e gearing, montuar në këto housings;
një grup i ndërlidhur me ndihmën e ndarjes së nyjeve individuale (për shembull, boshtet, pos. /, 2, 3, së bashku me ato, pjesët që janë ngritur mbi to);
nyjet individuale individuale, të cilat përfshijnë ingranazhet.
Në varësi të kushteve specifike të kësaj riparimi, një nga llojet e specifikuara të riparimit nodal është pranuar në planin e organizimit të punës.
Më cilësore është riparimi me shpejtësi të lartë i kryer duke zëvendësuar nyjet individuale të mëdha - kutitë e shpejtësisë.
Megjithatë, në këtë rast, është e domosdoshme që, së pari, kutitë e marsheve të shpërbëhen dhe të ribashkohen duhet të jenë të këmbyeshme dhe, së dyti, pajisja korresponduese duhet të përgatitet paraprakisht.
Tipizimi i kutive të shpejtësisë, pra miratimi për një punëtori të caktuar ose një ndërmarrje si tërësi e llojeve dhe madhësive të caktuara të këmbyesve të këmbyeshme, është masa më e rëndësishme që siguron riparime me shpejtësi të lartë dhe me cilësi të lartë.
referencat
Makinat e asamblesë në inxhinieri të rëndomtë / B.V. Fedorov, V.A. Vavulenko et al, edicioni i dytë M: Mash-e, 1987.
Doracaku i ndërtuesit të teknologjisë-makinës: në 2 ton Redaktuar nga AG Kosilova M.: Mash-e, 1985.
Makina për prerjen e metaleve. Proc. Manual për kolegjet teknike. NS Kolev dhe të tjerë: Moska: Mash-ie, 1980.
Skhirtladze AG, Novikov V.Yu., Tulaev Yu.I. Pajisjet teknologjike të prodhimit të makinave. Proc. Allowance. M .: Shtëpia botuese "Stankin", 1997.
Ese të ngjashme:
Përzgjedhja e motorëve, llogaritja kinematike dhe qarkja e vozitjes. Shpejtësia e rrotullimit dhe shpejtësia këndore e boshteve të këmbyesve dhe vozitësja e vozitjes. Pajisjet e matjes së kalkulimit. Qëndrueshmëria e dhëmbëve në stresin e përkuljes. Llogaritja e çiftit bosht.
Klasifikimi i mjeteve për qëllime operacionale. Sistemi i tolerancës për ingranazhet nxitëse. Metodat dhe mjetet e kontrollit të ingranazheve dhe ingranazheve. Pajisjet për kontrollin e ingranazheve të shtyllave, metodat e përdorura të përdorimit të tyre.
Llogaritja e jetës së shërbimit të njësisë së drejtimit. Zgjedhja e motorit, llogaritja kinematike e makinës. Përzgjedhja e materialeve ingranazhet. Përcaktimi i streseve të lejueshme. Llogaritja e një ingranazhi të pjerrët të mbyllur. Përcaktimi i forcave në ingranazhet e mbyllura.
Studimi i projektimit të një kuti cilindrike me dy faza, matja e përmasave të përgjithshme dhe lidhjes. Përcaktimi i parametrave të ingranazhit. Llogaritja e ngarkesës së lejueshme nga kushtet për sigurimin e qëndrueshmërisë kontakti të një ingranazhi.
Dizajni i kutisë së shpejtësisë. Zgjedhni përzgjedhjen motorike. Stresi i vlerësuar i përkuljes në një pjesë të dhëmbëve të rrezikshme. Dimensionet konstruktive të ingranazheve dhe elementëve të trupit. Parametrat kryesorë të çiftit të ingranazhit. Llogaritja e përafërt e boshteve.
Kinematik, makinë llogaritjet e energjisë. Përcaktimi i fuqisë në boshtin e aktuatorit. Përcaktimi i fuqisë së parashikuar të boshtit motorik. Përcaktimi i frekuencës së rrotullimit të boshtit të aktorit. Llogaritja e ingranazheve të mbyllura cilindrike.
Mekanizmat me rrotullim të levës përdoren për të kthyer lëvizje rrotulluese ose translacionale në çdo lëvizje me parametrat e kërkuar. Fërkimi - për të ndryshuar shpejtësinë e levizjes rrotulluese ose për të kthyer rotacion në përkthimin.
Studimi i bazave teorike të prerjes së ingranazheve duke drejtuar një rack gear. Ndërtimi i profileve të rrotave duke përdorur pajisjen. Mulliri i dhëmbëve të një rrotë cilindrike. Forma e dhëmbit në varësi të kompensimit. Pozicioni i hekurudhës në raport me rrota.
Rrip transportieri rrip motorik. Llogaritja kinematike e motorit elektrik. Përcaktimi i fuqisë së kërkuar të motorrit elektrik, rezultatet e llogaritjeve kinematike në boshte, shpejtësia këndore e boshtit motorik. Pajisjet e matjes së kalkulimit.
Përshkrimi i pamjes së mekanizmit të ingranazhit. Llogaritja kinematike. Llogaritja e gjeometrisë së transmetimit dhe detajet e saj. Mekanizmi i llogaritjes së energjisë Llogaritja e ingranazhit për forcën, forcën e njërit prej boshteve të mekanizmit. Përzgjedhja e materialeve ndërtimore.
Përcaktimi i fuqisë së parashikuar të motorit, shpejtësia e transmetimit të shpejtësisë. Llogaritja e fuqise qe transmetohet nga boshtet e levizjes dhe ciftimet. Llogaritja e projektimit të ingranazheve me shpejtësi të ulët dhe me kënd, kushineta bosht në kapacitetin e ngarkesës statike.
Metoda e dizajnimit të një kuti cilindrike me tri faza. Procedura për përcaktimin e streseve të lejueshme. Karakteristikat e llogaritjes së kutisë së shpejtësisë me 3 shpejtësi, boshteve të ndërmjetme dhe kushinetave për to. Specifikimi i kontrollit të forcës së kyçeve të kyçura.
Avantazhet dhe disavantazhet e ingranazhet planetare mbi ato konvencionale, shtrirja. Parimi i veprimit dhe lidhjet kryesore të ingranazheve planetare. Ingranazhet e valës, skema e projektimit, parimi i operimit, avantazhet dhe disavantazhet e transmetimit të valëve.
Parametrat e ingranazheve cilindrike helikë. Hartat dhe materialet e ingranazheve, madhësia dhe forma e tyre. Ingranazhet e pjerrët dhe llogaritja e saj gjeometrike. Dizajni dhe llogaritja e ingranazheve të krimbave. Përparësitë kryesore dhe disavantazhet e ingranazheve të krimbave.
Dizajni i ingranazhit të rra. Dizajnimi i një veshje cilindrike. Llogaritja e goditjes së vdekur të kutisë së shpejtësisë. Ingranazhet e saktësisë dhe ingranazhet e krimbave. Tolerancat e formës dhe vendndodhjes së sipërfaqeve të ingranazheve, krimbave. Elementet strukturore të boshtit.
Llogaritja kinematike e transmetimit dhe zgjedhjes së motorit elektrik. Llogaritja e transmetimit cilindrik. Llogaritja e përafërt e boshteve. Llogaritja e dimensioneve kryesore të kutisë së mjeteve. Përzgjedhja e kushinetave dhe lidhjeve. Zgjedhja e lubrifikanteve dhe kushinetave.
Transmetimet e dhëmbëve
P l dhe l në c dhe u
1. Informacion i përgjithshëm.
2. Klasifikimi i mjeteve.
3. Parametrat gjeometrikë të ingranazheve.
4. Saktësia e konvertimit të parametrave.
5. Raportet dinamike në ingranazhet.
6. Hartimi i rrotave. Materialet dhe streset e lejueshme.
1. Informacion i përgjithshëm
Treni gearËshtë një mekanizëm që, me anë të një ingranazhi, transmeton ose transformon lëvizjen me një ndryshim në shpejtësitë dhe momentet këndore. Treni i ingranazhit përbëhet nga rrota me dhëmbë që ndërlidhen me njëri-tjetrin, duke formuar një seri mekanizmash të njëra tjetrës.
Ingranazhet përdoren për të kthyer dhe transferuar lëvizjen rrotulluese midis boshteve me akset paralele, intersektuese ose ndërthurëse, dhe gjithashtu për të kthyer lëvizjen rrotulluese në translacion dhe anasjelltas.
Avantazhet e ingranazheve:
1. Qëndrueshmëria e raportit të marshevei.
2. Besueshmëria dhe qëndrueshmëria e punës.
3. Kompaktësia.
4. Gamë të madhe të shpejtësive të transmetuara.
5. Presion të ulët në boshte.
6. Efikasitet të lartë.
7. Lehtësia e mirëmbajtjes.
Disavantazhet e ingranazheve:
1. Nevoja për prodhim dhe instalim me saktësi të lartë.
2. Zhurma me shpejtësi të lartë.
3. Pamundësia e raportit të transmisionit të pafundësisht të ndryshueshëm
sesionet i.
2. Klasifikimi i mjeteve
Ingranazhet e përdorura në sistemet mekanike janë të ndryshme. Ato përdoren si për të ulur dhe për të rritur shpejtësinë këndore.
Klasifikimi i modeleve të konvertuesve të mjeteve grupon transmetimet në tri mënyra:
1. Sipas llojit të angazhimit të dhëmbëve. Në pajisjet teknike përdoren transmetimet me një pjesë të jashtme (Figura 5.1, a), me një pjesë të brendshme (Fig. 5.1, b) dhe me një raft (Fig. 5.1, c).
Transmisioni me ingranazh të jashtëm përdoret për të kthyer lëvizjen rrotulluese me një ndryshim në drejtimin e lëvizjes. Raporti i shpejtësisë varion nga -0.1 i -10. Mjetet e brendshme përdoren në rast se është e nevojshme të konvertohet lëvizja rrotulluese me ruajtjen e drejtimit. Krahasuar me ingranazhin e jashtëm, transmetimi ka përmasa më të vogla të përgjithshme, një koeficient më të madh të mbivendosjes dhe një forcë më të madhe, por është më e vështirë të prodhohet. Rrotullimi i rrotës përdoret kur konvertohet mocioni rrotullues në translacion dhe mbrapa.
2. Nga rregullimi i përbashkët i boshteve boshtore dalloni rrotat cilindrike të transmisionit me akset paralelë të boshteve (Figura 5.1,dhe ), rrotat konike me boshtet ndërthurëse (figura 5.2), rrotat me boshtet ndërthurëse (figura 5.3). Ingranazhet me ingranazhe të pjerrët kanë një raport të ulët të shpejtësisë (1/6unë 6) janë më të vështira për t'u prodhuar dhe operuar, kanë ngarkesa shtesë axial. Rrotat e vidave punojnë me shtim në rritje, veshin më shpejt, kanë një kapacitet të ulët të ngarkesës. Këto ingranazhe mund të sigurojnë raporte të ndryshme të ingranazhit për të njëjtat diametra rrotash.
3. Vendndodhja e dhëmbëve në lidhje me timonin e formimit
ka zbythje (figura 5.4, a), ingranazhet spirale (Figura 5.4, b), shufra (Figura 5.5) dhe me dhëmbë rrethore.
Ingranazhet Helical kanë të mëdha |
||||
shuya qetë e angazhimit, më pak |
||||
teknologjikisht | ekuivalent |
|||
nxit por në transmetim lindin |
||||
plotësues | ngarkesës. |
|||
Pajisja e dyfishtë spirale | oppositely |
|||
dhëmbë të përkulur (chevron) |
||||
cha ka të gjitha përfitimet e spirale |
||||
dhe forca boshtore të balancuara. por |
||||
transferimi është disi më i vështirë për t'u bërë |
||||
lenia dhe instalimi. i dredhur |
||||
dhëmbët përdoren më shpesh në kalë |
||||
transfertat | rritje |
|||
kapaciteti i ngarkesës | butë |
|||
punojnë me shpejtësi të lartë. |
||||
3. Parametrat gjeometrikë të ingranazheve
K parametrat kryesore gjeometrike të rrotave (Figura 5.6) përfshijnë: katranin e dhëmbëveP t, modulm (m = P t /), numri zubevZ, diametrd rrethi katran vysotah dhëmb kokës ndarës, e circumferences dhëmb katran këmbët f vysotah a dhe d f diametryd e kreshtave dhe lugina, gjerësia e ventsab dhëmbëzuar.
df 1 | db 1 | |||
dw 1 (d1) | ||||
da 1 | ||||
df 2 | dw 2 (d2) | da 2 |
||
db 2 | ||||
Diametri i rrethit të katranit d = mZ. Pjerrësia e dhëmbit të rrotave ndahet në kokën e katranit dhe këmbën e rrymës, raporti i madhësisë së së cilës përcaktohet nga pozicioni relativ i rrotës dhe bishtit të mjetit në procesin e prerjes së dhëmbëve.
Me një zhvendosje zero të konturit fillestar, lartësia e kokës ndarëse dhe këmbën e dhëmbit të timonit korrespondon me ato të konturit fillestar, dmth.
ha = h a * m; hf = (h a * + c *) m,
ku h a * është faktori i lartësisë së kokës së dhëmbit, c * është koeficienti radial
Për rrota me dhëmbë të jashtëm, diametri i rrethit të sipërm
da = d + 2 ha = (Z + 2 h a *) m.
Diametri i perimetrit të gropave
df = d-2 hf = (Z -2 h a * -2 c *) m.
Kur m ≥ 1 mmh, a * = 1, c * = 0.25, d a = (Z - 2.5) m.
Për rrota me dhëmbë të brendshëm, diametrat e qarqeve të majave dhe fundeve janë si më poshtë:
da = d -2 ha = (Z -2 h a *) m;
df = d + 2 hf = (Z + 2 h a * + 2 c *) m.
Për rrota që priten me një kompensim, diametrat e majave dhe luginave përcaktohen në bazë të madhësisë së koeficientit të kompensuar për varësi më komplekse.
Nëse janë të angazhuar dy rrota pa zhvendosje, atëherë rrethet e tyre të katranit do të prekin, domethënë ato do të përkojnë me qarqet fillestare. Këndi i angazhimit në këtë rast do të jetë i barabartë me këndin e profilit të konturit fillestar, pra këmbët fillestare dhe kokat do të përkojnë me këmbët dhe kokat e ndara. Distanca qendrore do të jetë e barabartë me distancën qendrore të ndarjes të përcaktuar përmes diametrave të qarqeve të ndarjes:
aw = a = (d1 + d2) / 2 = m (Z1 + Z2) / 2.
Për rrota të prera me një kompensim, ka një ndryshim për diametrat fillestar dhe katran, dmth.
d w 1 d 1; d w 2 d 2; a w a; αw = α.
4. Saktësia e konvertimit të parametrave
gjatë operimit të marshave të raportit teorikisht të vazhdueshëm të ingranazhit i nënshtrohen ndryshimeve të vazhdueshme. Këto ndryshime janë shkaktuar nga gabimet e pashmangshme në prodhimin e dimensioneve dhe formës së dhëmbëve. Problemi i ingranazheve prodhuese me ndjeshmëri të ulët ndaj gabimeve zgjidhet në dy drejtime:
a) përdorimi i llojeve të veçanta të profileve (për shembull, marshimi në orë);
b) kufizimin e gabimeve të prodhimit.
ndryshe nga pjesët e thjeshta si boshtet dhe bushings, ingranazhet janë pjesë komplekse dhe gabimet në performancën e elementeve të tyre të veçanta jo vetëm që ndikojnë në çiftimin e dy dhëmbëve të veçantë, por gjithashtu ndikojnë në karakteristikat dinamike dhe të forcës së transmetimit të ingranazhit, si dhe saktësinë transferimin dhe transformimin e levizjes rrotulluese.
Gabimet e ingranazheve dhe ingranazheve, në varësi të ndikimit të tyre në performancën e transmetimit, mund të ndahen në katër grupe:
1) gabime që ndikojnë në saktësinë kinematike, gjegjësisht saktësinë e transmetimit dhe transformimit të levizjes rrotulluese;
2) gabime që ndikojnë në funksionimin normal të pajisjes;
3) gabimet e dhëmbëve të njollave të kontaktit;
4) gabime që çojnë në një ndryshim në pastrimin anësor dhe që ndikojnë në goditjen e vdekur të transmetimit.
Në secilën prej këtyre grupeve, mund të dallohen gabimet komplekse që më së shumti e karakterizojnë këtë grup dhe element për element, duke përshkruar pjesërisht treguesit e performancës së transmetimit.
Kjo ndarje e gabimeve në grupe është baza për standardet për tolerancat dhe devijimet e ingranazhet: GOST 1643-81 dhe GOST 9178-81.
Për të vlerësuar saktësinë kinematike të transmetimit, rrotullimin e qetë, karakteristikat e kontaktit të dhëmbëve dhe goditjen e vdekur në standardet në shqyrtim, janë ngritur 12 gradë të ingranazheve të prodhimit të saktësisë
dhe gear. Shkallët e saktësisë në rend zbritës janë treguar me numra. 1-12. Saktësia 1 dhe 2 sipas GOST 1643-81 për m\u003e 1 mm dhe sipas GOST 9178-81 për 0.1 Lejohet të përdoren rrota gear dhe ingranazhet, grupet e gabimit të të cilave mund t'i përkasin shkallëve të ndryshme të saktësisë. Megjithatë, një numër gabimesh që u përkasin grupeve të ndryshme në ndikimin e tyre në saktësinë e transmetimit janë të ndërlidhura, prandaj kufizohen në kombinimin e standardeve të saktësisë. Kështu, normat e smoothness nuk mund të jetë më shumë se dy gradë më të sakta ose një shkallë më të rëndë se sa normat e saktësisë kinematik, dhe normat e kontaktit të dhëmbëve mund të caktohet në çdo gradë më të saktë se normat e smoothness. Kombinimi i standardeve të saktësisë i lejon projektuesit të krijojnë transmetimet më ekonomike, duke zgjedhur shkallë të saktësisë për treguesit individualë telefonat që plotësojnë kërkesat operacionale për këtë transmetim, duke mos mbivlerësuar koston e prodhimit të transmisionit. Zgjedhja e shkallëve të saktësisë varet nga qëllimi, fusha e zbatimit të rrotave dhe shpejtësia periferike e rrotullimit të dhëmbëve. Le të shqyrtojmë në mënyrë më të hollësishme gabimet e ingranazheve dhe ingranazheve që ndikojnë në cilësinë e tyre. 5. Raportet dinamike në ingranazhet Ingranazhet transformojne jo vetem parametrat e levizjes, por edhe parametrat e ngarkimit. Në procesin e konvertimit të energjisë mekanike, një pjesë e fuqisë P Tr që furnizohet me hyrjen e konverterit është shpenzuar në kapërcimin e fërkimit të rrotullimit dhe rrëshqitjes në palët kinematike të ingranazheve. Si rezultat, fuqia e prodhimit zvogëlohet. Për të vlerësuar humbjen fuqia përdoret koncepti i efikasitetit (Efikasiteti), i përcaktuar si raporti i fuqisë dalëse të konvertuesit me fuqinë e furnizuar me inputin e tij, dmth. η = P out / P në. Nëse mekanizmi i shpejtësisë konverton lëvizjen rrotulluese, atëherë, përkatësisht, fuqia e hyrjes dhe e daljes mund të përkufizohet si Tregoni ωout / ωin nga i, dhe vlera Tout / Tin në përmes i m, të cilën ne e quajmë raporti i momenteve. Pastaj shprehja (5.3) merr formën η = i m Vlera e η ndryshon midis 0.94-0.96 dhe varet nga lloji i transmetimit dhe ngarkesa e transmetuar. Për transmetimin cilindrik të ingranazhit, efikasiteti mund të përcaktohet nga varësia η = 1 - cf π (1 / Z 1 + 1 / Z 2), ku c është një faktor korrektimi që merr parasysh një ulje të efikasitetit me një rënie në fuqinë e transmetuar; 20T nga 292mZ 2 20T nga 17mZ 2 ku T o është momenti i daljes, H mm; f është koeficienti i fërkimit midis dhëmbëve. Për të përcaktuar forcën aktuale në dhëmbët e marsheve, merrni parasysh roma është procesi i konvertimit të ngarkesës (Figura 5.7). Lëreni momentin e hyrjes së makinës T 1 në drejtimin e lëvizjes 1 me diametrin e rrethit fillestar d w l dhe momenti i rezistencës T 2 të rrotait të drejtuar 2 drejtohet në drejtim të kundërt me rrotullimin e rrotave. Në ingranazhin e pandryshueshëm, pika e kontaktit është gjithmonë në vijë, e cila është një zakon i zakonshëm për profilet e kontaktit. Rrjedhimisht, forca e presionit të dhëmbit F të rrotës së vozitjes në dhëmbin e skllavit do të drejtohet përgjatë normales. Ne do ta transferojmë forcën përgjatë vijës së veprimit në shtyllën e lidhjes dhe do ta shpërndajmë atë në dy pjesë. Ft ' Ft ' Komponenti tangent i F t quhet forcës së rrethit. ajo kryen punë të dobishme, duke kapërcyer momentin e rezistencës T dhe ngasjen e rrotave. Vlera e saj mund të llogaritet me formulën F t = 2T / d w. Komponenti quhet vertikalisht forcë radialedhe është shënuar nga F r. Kjo forcë e punës nuk bën, ai krijon vetëm një ngarkesë shtesë në boshtet dhe mbështetjen e transmetimit. Kur përcaktohet madhësia e të dy forcave, forcat e fërkimit midis dhëmbëve mund të shpërfillen. Në këtë rast, midis forcës së përgjithshme të presionit të dhëmbëve dhe komponentëve të tij ekzistojnë varësitë e mëposhtme: F n = F t / (cos cos); Fr = F t tg α / cos, ku α është këndi i angazhimit. Angazhimi i rrotullave nxitëse ka një numër të disavantazheve të rëndësishme dinamike: vlerat e kufizuara të mbivendosjes, zhurma të mëdha dhe goditjet me shpejtësi të lartë. Për të zvogëluar madhësinë e transmetimit dhe për të zvogëluar butësinë e punës, pajisja e shtytësit zëvendësohet shpesh me një ingranazh spiral, profilet anësore të dhëmbëve të të cilave janë sipërfaqet spirale spirale. Në ingranazhet spirale, forca totale F drejtohet pingul në dhëmb. Ne e shpërbëjmë këtë forcë në dy komponentë: F t është forca periferike e timonit dhe F a është forca aksiale e drejtuar përgjatë boshtit gjeometrik të rrotave; F a = F t tg β, ku është këndi i prirjes së dhëmbit. Kështu, në krahasim me veshje e shtytës, tre forca të përafërt Fa, F r, F t, nga të cilat vetëm F t bën punë të dobishme, veprojnë në angazhimin helik. 6. Hartimi i rrotave. Materialet dhe streset e lejueshme Dizajni i rrotave.Kur studiojnë parimet e projektimit të ingranazheve, qëllimi kryesor është të zotëron metodën e përcaktimit të formës dhe parametrave bazë të rrotave sipas kushteve të operimit dhe funksionimit. Arritja e këtij qëllimi është e mundur në zgjidhjen e detyrave të mëposhtme: a) zgjedhja e materialeve optimale të rrotave dhe përcaktimi i karakteristikave mekanike të lejueshme; b) llogaritjen e madhësisë së rrotave sipas kushteve të kontaktit dhe forcës së përkuljes; c) hartimin e mjeteve. Ingranazhet janë konvertuesit tipikë për të cilët janë zhvilluar mjaft shumë variante optimale të dizajnit të arsyeshëm. Skema e sintezës së dizajnit të ingranazhit mund të përfaqësohet si një kombinim i tre elementeve kryesore strukturore: ingranazhi i unazës, shpërndarja dhe disk qendror (Fig. 5.9). Forma dhe përmasat e ingranazheve përcaktohen në varësi të numrit të dhëmbëve, modulit, diametrit të boshtit, si dhe materialit dhe teknologjisë së rrotave prodhuese. Në fig. 5.8 paraqet shembuj të modeleve të mekanizmave të ingranazheve. Dimensionet e rrotave janë të rekomanduara për të marrë në përputhje me udhëzimet e GOST 13733-77. Studentët, studentët e diplomuar, shkencëtarët e rinj që përdorin bazën e njohurive në studimet dhe punën e tyre do të jenë shumë mirënjohës për ju. Postuar në http://www.allbest.ru/ ingranazhet paraqitje transmetimi i boshtit të rrotave Zhvillimi i shpejtë i shkencës dhe teknologjisë çon në shfaqjen e materialeve të reja, zgjidhjet e reja teknologjike që lejojnë krijimin e dizenjove rrënjësisht të reja, por dispozitat themelore metodologjike mbeten të pandryshuara. Në shekullin XI, vëmendje e veçantë i është kushtuar industrisë së ndërtimit të makinave dhe ndërtimit të avionëve, në lidhje me këtë unë do të doja të ndalem në elementët e përdorimit të përgjithshëm që përdoren në këto industri, gjegjësisht ingranazhet. Në abstrakt, përcaktohet përkufizimi i marshimit, klasifikimet e tyre, mënyra e llogaritjes së parametrave gjeometrikë të rrotave të ingranazhit janë konsideruar. Gjithashtu në këtë punim përshkruhet caktimi i një transmetimi gear, karakteristikat e transmetimit në mekanizmat janë dhënë. 1
.
ruajtjebchatth timonit,
klasifikim Veglat, gear - pjesa kryesore e gear në formën e një disk me dhëmbë në një sipërfaqe cilindrike ose konike që ngjitet me dhëmbët e një veshje tjetër. Në inxhinieri mekanike, është zakon të thërrisni një rrotë të vogël me një numër të vogël të dhëmbëve një rrotë gear dhe një rrotë të madhe ingranazhi që do të quhet rrota gear. Megjithatë, shpesh të gjitha rrotat e ingranazhit quhen ingranazhe. Fig. 1. Rrota gear Gomave me rrota përdoren zakonisht si karrocë me numra të ndryshëm dhëmbësh për të kthyer çift rrotullimin dhe numrin e rrotullimeve të boshteve në hyrje dhe dalje. Rrota, për të cilën furnizohet çiftëzimi nga jashtë, quhet një drejtues, dhe rrota, nga e cila hiqet momenti, nxitet. Nëse diametri i rrotave të automjetit është më i vogël, atëherë çift rrotullimi i rrotave të shtyrë rritet për shkak të uljes proporcionale të shpejtësisë së rrotullimit dhe anasjelltas. Në përputhje me raportin e ingranazhit, një rritje në çift rrotullues do të shkaktojë një ulje proporcionale në shpejtësinë këndore të rrotullimit të marsheve të shtyrë dhe produkti i tyre, fuqia mekanike, do të mbetet e pandryshuar. Ky raport është i vlefshëm vetëm për rastin ideal, i cili nuk merr parasysh humbjet e fërkimit dhe efektet e tjera tipike të pajisjeve reale. A) Profili i dhëmbëve tërthor Profili i dhëmbëve të rrotave zakonisht ka një formë anësore të mbështjellë. Megjithatë, ka ingranazhe me një formë rrethore të profilit të dhëmbëve (marshi Novikov me një dhe dy linja lëvizëse) dhe ingranazhet cikloidale. Përveç kësaj, rrota me rrota me profile të dhëmbëve asimetrikë përdoren në mekanizmat e shtrëngimit. Parametrat gear: m - moduli rrota. Moduli i angazhimit quhet një sasi lineare në r koha katran e vogël periferike P ose raporti i katranit përgjatë çdo rrethi koncentrik të pajisjes deri në r, që është, moduli - numri i milimetrave të diametrit për një dhëmb. Rrotat e errëta dhe të lehta kanë të njëjtin modul. Parametri më i rëndësishëm, i standardizuar, përcaktohet nga llogaritja e fuqisë së ingranazheve. Sa më e ngarkuar transmetimi, aq më i lartë është vlera e modulit. Të gjithë parametrat gjeometrik të ingranazhit shprehen përmes modulit të tij: 1. Moduli i dhëmbëve m=
=
.
2. Shkallët e dhëmbëve orë
=
2,25m.
3. Lartësia e kokës së dhëmbit orë=
m.
4. Lartësia e dhëmbit orë=
2,25m.
5. Diametri i rrethit të katranit d
=
mZ.
6. Diametri i zgjerimeve të rrethit d=
d+
2
orë =
d+
2m=
m(z+
2). 7. Diametri i një rrethi hollows
d = d + 2
h = d + 2
m = m (
z + 2).
8. Zvarritja radiale midis unazave të çiftëzimit me=0,25t. 9. Largësia e qendrës një=
.
10. Katër dhëmbësh p= fm.
11. Trashësia e dhëmbit S=
0,5p=
.
12. Gjerësia e thellësisë l=
0,5p=
.
13. Gjerësia e ingranazheve të kurorës (gjatësia e dhëmbit) b?
(6…8).m 14. Diametri i shpërndarësit d?
(1,6…2)
d.
15. Gjatësia e shpërndarës l=
1,5
d.
16. Trashësia e rrotave d
?
(2,5…4) m.
17. Këndi i profilit, këndi i angazhimit b =
b
=
20. 18. Diametri i pikës, diametri fillestar d =
d
=
mZ.
19. Diametri kryesor.
d
=
d b Fig. 2 Parametrat gear Në inxhinieri mekanike janë miratuar disa vlera të modulit të ingranazhit m për lehtësimin e prodhimit dhe zëvendësimit të ingranazheve, të cilat janë numra të plotë ose numra me decimal: 0.5; 0.7; 1; 1.25; 1.5; 1.75; 2; 2.5; 3; 3.5; 4; 4.5; 5 dhe kështu me radhë në 50. B) Linja gjatësore e dhëmbit Ingranazhet klasifikohen në varësi të formës së vijës gjatësore të dhëmbit në: kurrizin e shtytjes, ingranazhet spirale, pirun. B) Rrotat nxitëse Spur rrota - lloji më i zakonshëm i ingranazhet. Dhëmbët janë të vendosura në aeroplanet radiale, dhe linja e kontaktit të dhëmbëve të të dy ingranazheve është paralel me aksin e rrotullimit. Në këtë rast, akset e të dy ingranazheve duhet gjithashtu të jenë rreptësisht paralele. Rrotat nxitëse kanë koston më të ulët, por në të njëjtën kohë, rrotullimi kufizues i rrotave të tilla është më i ulët se ingranazhet spirale dhe spirale. C) veshje spirale Rrotat spirale janë një version i përmirësuar i ingranazhet nxitëse. Dhëmbët e tyre janë angled në boshtin e rrotullimit dhe formojnë pjesë të një spirale në formë. Avantazhet: Angazhimi i këtyre rrotave ndodh më i butë se ai i zinxhirëve të nxituar, dhe me zhurmë më të vogël; Sipërfaqja e kontaktit është rritur në krahasim me veshje të nxituar, kështu që çift rrotullimi kufizues i transmetuar nga palët e ingranazhit është gjithashtu më i madh. Gjatë operimit të ingranazhit spiral, lind një forcë mekanike e drejtuar përgjatë boshtit, gjë që kërkon përdorimin e kushinetave të futjes për montimin e boshtit; Rritja e zonës së fërkimit të dhëmbëve (që shkakton humbje shtesë të energjisë për ngrohje), e cila kompensohet nga përdorimi i lubrifikantëve të veçantë. Në përgjithësi, rrotat spirale përdoren në mekanizma që kërkojnë transmetimin e çift rrotullues të lartë me shpejtësi të lartë ose kanë kufizime të ashpra në zhurmë. D) Rrotat Chevron Dhëmbët e këtyre rrotave bëhen në formën e shkronjës "V" (ose ato sigurohen duke u bashkuar me dy ingranazhe spirale me një kundër-rregullim të dhëmbëve). Ingranazhet e bazuara në ingranazhe të tilla zakonisht quhen "guxim". Rrotat Chevron zgjidhin problemin aksial. Forcat aksiale të të dy gjysmave të një rrotë të tillë kompensohen reciprokisht, prandaj, nuk ka nevojë të instaloni boshte në kushineta. Në këtë rast, gear është vetë-shtrirjes në drejtimin axial, për këtë arsye në kutitë e marsheve me rrota zhytjeje një nga boshtet është montuar në mbështetëse lundrues (si rregull, në kushineta me rul të shkurtër cilindrik). D) Rrotat e ingranazhit me veshje të brendshme Me kufizime strikte mbi dimensionet, në mekanizmat planetare, në pompat e marsheve me ingranazh të brendshëm, në drejtimin e grumbullit të rezervuar, përdoren rrota me një veshje gear, të prerë nga brenda. Rrotullimi i rrotave të vozitjes dhe të shtytjes kryhet në një drejtim. Në një transmetim të tillë, ka më pak humbje të fërkimit, domethënë, efikasitet më të lartë. E) Rrotat sektoriale Një rrotë sektori është pjesë e një rrotë konvencional të çdo lloji. Këto rrota përdoren në rastet kur rrotullimi i lidhjes nuk kërkohet për një kthesë të plotë, prandaj ju mund të ruani përmasat e tij. G) Rrota me dhëmbë rrethore Transmetimi në bazë të rrotave me dhëmbë rrethore ka edhe performancë më të lartë lëvizëse sesa ingranazhet spirale - kapacitet të lartë të ngarkesës, shpejtësi të lartë dhe funksionim pa zhurmë. Megjithatë, ato janë të kufizuara në aplikimin e reduktimit, nën të njëjtat kushte, efikasitet dhe burim pune, rrota të tilla janë shumë më të vështira për t'u prodhuar. Linja e dhëmbëve në to është një rreth rreze, i zgjedhur për kërkesa specifike. Sipërfaqet e kontaktit të dhëmbëve ndodhin në një pikë në vijën e angazhimit, e cila është e vendosur paralelisht me akset e rrotave. 2. Hveshje, klasifikim Gear është një mekanizëm ose pjesë e një mekanizmi mekanik transmetimi që përfshin rrota gear. Klasifikimi i pajisjeve Forma e profilit të dhëmbëve: koklavitur; Qarkorja (transferimi Novikov); Cycloid. Sipas llojit të dhëmbëve: Dhëmbët nxitës; spiral; grade; lakuar; Magnetike. Me rregullimin reciprok të boshteve të boshteve: Me akset paralele (ingranazhet cilindrike me dhëmbë të drejtë, të zhdrejtë dhe të zhytur); Me boshtet e intersecting - ingranazhet pjerrët; Me akset e mbivendosura. Forma e sipërfaqeve fillestare: cilindrike; kon; kon; Me shpejtësinë e rrotave: Ngadalë lëviz; Shpejtësi të mesme; Zagar. Sipas shkallës së sigurisë: të hapur; Mbyllur. Sipas rotacionit relativ të rrotave dhe vendndodhjen e dhëmbëve: Mjetet e brendshme (rrotullimi i rrotave në një drejtim); Mjetet e jashtme (rrotullimi i rrotave në drejtim të kundërt). 3. Inkurajohen dhe pronat e saj Shumica dërrmuese e ingranazheve të përdorura në teknikë, ka ingranazhe me profil të pavendosur. Kurba involute për formimin e profilit të dhëmbit u propozua nga L. Euler. Ajo ka avantazhe të konsiderueshme mbi kurbat e tjera të përdorura për këtë qëllim - plotëson ligjin bazë të ingranazhit, siguron qëndrueshmërinë e raportit të ingranazhit, është i pandjeshëm ndaj pasaktësive në hapësirën axial (që lehtëson montimin), është prodhimi më i thjeshtë dhe më teknologjik në prodhim, është i standardizuar lehtë (gjë që është veçanërisht e rëndësishme për këto ingranazhet e zakonshme si ingranazhet). Boshti është trajektorja e një pike që i përket një rreshti të drejtë që rrotullon pa rrëshqitur përgjatë rrethit. Kjo linjë quhet linja gjeneruese, dhe rrethi përgjatë së cilës rrokulliset quhet rrethi kryesor (Figura 3a). Fig. 3 (a, b). Vjedhja ka pronat e mëposhtme që përdoren në teorinë e matjes: 1) forma e evolucionit përcaktohet nga rrezja e rrethit kryesor; 2) normalisht në involute në çdo pikë është tangjent me rrethin kryesor. Pika e tangjencës së normale me rrethin bazë është qendra e lakimit të evolucionit në pikën në fjalë; 3) evolucioni i të njëjtit rreth themelor janë të barabartë (barasjedshëm nga njëri-tjetri) kthesa. Pozicioni i çdo pike në mbështjellës mund të karakterizohet qartë nga diametri i rrethit në të cilin ndodhet, si dhe kënde karakteristike për mbështjellësin: këndi i shpalosjes (i shënuar me n), këndi i profilit (b), këndi i mbështjellë - invb (Figura 3 b). Figura 1b tregon këto kënde për një pikë Y zgjedhur arbitrari në involute, prandaj ata kanë një indeks përkatës: Н Y - këndi i evoluar evoluon në pikë y; B Y - këndi i profilit në pikën Y; Inv Y është kënd i pavendosur në pikën Y (në perimetrin e diametrit dY). Pra, indeksi tregon se në cilin rreth është vendosur pika evoluese në konsideratë, prandaj, qarqet karakteristike përdorin indekset e dhëna më sipër. Për shembull: b a1 është këndi i profilit të pavendosur në një pikë që shtrihet në perimetrin e vertices të rrotave të parë; invb - një kënd të përkulur në një pikë evoluese të vendosur në perimetrin e katranit të rrotave etj. 4. Ngaoperacionet e prerjes së pajisjeve Ekzistojnë dy metoda thelbësisht të ndryshme të prerjes: 1) metoda e kopjimit; 2) metodën e drejtimit. Në rastin e parë, zgavra e ingranazhit është milled në një makine universale mulliri me disk formë ose hapëse gishtash, profili i të cilit korrespondon me profilin e zgavrës. Pastaj pjesa e punës është kthyer në një kënd prej 360? / z dhe prerë në lugin e ardhshëm. Përdor një kokë ndarëse, dhe ka gjithashtu grupe të hapëse për prerjen e rrotave me një modul të ndryshëm dhe një numër të ndryshëm dhëmbësh. Metoda është joproduktive dhe përdoret në prodhimin në shkallë të vogël dhe individuale. Metoda e dytë e rrotullimit ose e rrumbullakimit mund të kryhet me ndihmën e një hekuri të mjeteve (krehës) në një makinë prerëse; një dolbyak në një makine për formimin e ingranazhit ose një mulli me rra në një mekanizëm të mullinjve. Kjo metodë është shumë produktive dhe përdoret në prodhim në masë dhe në shkallë të gjerë. I njëjti mjet mund të shkurtojë rrotat me një numër të ndryshëm të dhëmbëve. Prerja me ndihmën e një hekurudhe të mjeteve simulon një ingranazh me raft dhe rrotë, ku profili i dhëmbit është formuar si zarf i pozicioneve të njëpasnjëshme të profilit të mjetit, këndi i konturit fillestar i të cilit është b = 20?. Angazhimi ndërmjet mjetit prerës dhe rrotës që pritet është quajtur mjet i makinës. Në përpunimin e makinës, rrethi fillestar gjithmonë përputhet me rrethin e katranit. Më produktiv i metodave të konsideruara është mulliri me mjete me ndihmën e mullinjve të krimbave, të cilët janë të angazhuar me copë për punë, sipas analogjisë me ingranazhet e rra. Kur pritet nga një dolbyak, lëvizja e saj reciproke kryhet me rotacionin e njëkohshëm. Në fakt, ky është angazhimi i pjesës së punës me një rrotë gear mjet - një lëmsh. Kjo metodë përdoret më së shpeshti kur prerja e rrotave të brendshme. Të gjitha metodat e konsideruara përdoren për prerjen e rrotave cilindrike me dhëmbë të drejtë dhe të zhdrejtë. 5. Prerja e profilit të dhëmbit.Korrigjimi i ngarkesave Kur prerja e një rrotë gear, ekziston një mundësi e prerjes së dhëmbëve, e cila manifestohet në një reduktim të trashësisë së katranit të dhëmbit. Kjo çon në prerjen e profilit kryesor (evolues) të dhëmbëve dhe zvogëlimin e forcës së tyre të përkuljes. Prerja e dhëmbëve ndodh kur vija aktive e angazhimit N H2 shkon përtej vijës teorike të angazhimit B, B2, pasi që çdo pikë e profilit të dhëmbit (veshje) që shtrihet jashtë kësaj rruge nuk korrespondon me teoremen e matjes bazë (normal N "N" , që mbahen në një profil të tillë në pikën e kontaktit, nuk do të kalojnë nëpër shtyllën e angazhimit.) Rreziku i prerjes është më i vogël tek rrota më e vogël, pasi VuH2<В2Н. Për të përcaktuar koeficientin e zhvendosjes minimale xmin dhe numrin minimal të dhëmbëve për të cilat nuk shihet nënçarje, mund të përdoret varësia për rreze e lakimit të pikës kufizuese L të profilit kryesor anësor të dhëmbëve. Kujtohuni se pika që ndan evolvimin dhe pjesën kalimtare të profilit anësor quhet kufiri. Siç dihet, për të ndërtuar profilin kryesor të një dhëmbi të pavendosur, përdoret një evolues, rrezja e lakimit të së cilës gjithmonë plotëson kushtin p\u003e 0. Për më tepër, involuti do të jetë jashtë rrethit kryesor dhe në origjinën e tij, që përkon me rrethin kryesor, do të jetë rrezja e lakimit p = 0. Kjo është rasti kufizues në të cilin profili i dhëmbëve të rrotave mund të jetë në linjën e angazhimit NN dhe të ketë një rreze të lakimit p = 0. Në disa raste, një lirim i lehtë i dhëmbëve është mjaft i pranueshëm, kjo bëhet për të përmirësuar kushtet e kontaktit të dhëmbëve në fillim (ose në fund ) gearing. Korrigjimi i ingranazheve (nga Corrigo Latine - korrekte, përmirësuar), mënyra e përmirësimit të formës së dhëmbëve të mbështjelljes involute. Kur preren ingranazhet, kontur standard origjinale të hekurudhës prodhuese zhvendoset në drejtim radial në mënyrë që vija e saj e katranit të mos prekë perimetrin e katranit të rrotave. Në këtë rast, mund të përdorni një mekanizëm të prerjes së mjeteve të gatshme (krehër, mulliri i rra, etj.) Ose një dolbyaki. Përpunimi i plumbit në metodën e drejtimit të mjetit të makinës (shih: Prerja e ingranazhit) ,
prerja e rrotullimeve me kompensimin e dëshiruar të konturit origjinal. K. h. K. u shfaq si një mjet për të eliminuar prerjen e padëshiruar të rrjedhës së dhëmbit në rrota me një numër të vogël dhëmbësh për shkak të papërsosmërisë së mjetit. Moderne K. h. sepse ajo ka një kuptim më të përgjithshëm dhe shprehet praktikisht në një zhvendosje të qëllimshme të konturit origjinal, i cili është një nga parametrat kryesore gjeometrike të rrotave të mjeteve. Zhvendosja nga qendra e rrotave mund të jetë negative ose pozitive. Në rastin e një zhvendosje pozitive për profilin e dhëmbëve, përdoren fusha evolutive me rreze të mëdha të lakimit, e cila rrit forcën e kontaktit të dhëmbëve, si dhe rrit forcën e tyre të thyerjes. K. h. mund të përdoret për të përmirësuar cilësinë e përshtatjes së të dy rrotave dhe përshtatjen e rrotave me hekurin. Përzgjedhja e duhur e kompensimeve mund të zvogëlojë shkopin e dhëmbëve mbi njëri-tjetrin, zvogëlimin e konsumit, zvogëlimin e rrezikut të fërkimit dhe rritjen e efikasitetit të transferimit. K. h. ju lejon të ndryshoni distancën qendrore në ingranazhet, gjë që bën të mundur zgjidhjen e një sërë problemesh të rëndësishme strukturore. Për shembull, në kutitë e marsheve, mekanizmat planetarë, etj mund të vendosen ndërmjet dy boshteve të transmisionit, në të cilat rrota e njëjtë lidhet me rrota që kanë numër të ndryshëm të dhëmbëve, ose kur riparimi i marsheve jo standarde mund të zëvendësohet me ato standarde. Kur llogaritni gjeometrinë e lidhjeve të korrigjuara përdorni faktorin kompensues x, e cila është e barabartë me zhvendosjen e konturit origjinal të ndarë nga moduli i ingranazhit. Pas emërimit x 1
për 1 dhe x 2
për rrota 2 është e nevojshme të merren në konsideratë kushtet kufizuese: mungesa ose kufizimi i prerjes së këmbës së dhëmbit; nuk ka ndërhyrje, dmth. ndërprerje reciproke e profileve të dhëmbëve gjatë lëvizjes relative të rrotave; marrja e një koeficienti të mjaftueshëm të mbivendosjes, i cili në mënyrë të besueshme siguron angazhimin e palës së ardhshme të dhëmbëve derisa ai i mëparshëm të mos dalë nga angazhimi; nuk ka mprehje të dhëmbëve, dmth. duke marrë trashësi të mjaftueshme të dhëmbëve në krye. BRSS ka zhvilluar një mënyrë të përshtatshme për të marrë parasysh këto kushte, të ashtuquajturat. duke bllokuar konturet - kthesa të ndërtuara në koordinata x 1
dhe x 2
.
Këto grafikë pasqyrojnë kufizimet e treguara dhe formojnë një lak të mbyllur që përcakton zonën e kombinimeve të lejueshme të x 1 dhe x 2
. Për çdo kombinim të numrave të dhëmbëve të rrotave ( Z 1
dhe Z 2
) ndërto qarkun tuaj bllokues. Nëse nuk ka kërkesa të veçanta për transferimin, x 1
dhe x 2
në zonën e vlerave të lejueshme, ato përzgjidhen sipas rekomandimeve të përgjithshme, të cilat marrin parasysh përmirësimin e të gjitha vetive të lidhjes (të ashtuquajturat sistemet universale K. h.c.). Nëse ka kërkesa të veçanta për transferimin (për shembull, forca e lartë e dhëmbit për thyerje, etj) x 1
dhe x 2
zgjidhni nga gjendja e plotësimit më të plotë të këtyre kërkesave (sistemet speciale K. z. k.). përfundim Ingranazhet janë tipi më racional dhe më i zakonshëm i ingranazheve mekanike. Ato përdoren për të transferuar energji - nga pakujdesia e vogël në dhjetëra mijëra kW, për transferimin e përpjekjeve rrethuese nga fraksionet e një gram deri në 10Mn (1000mc). Përparësitë kryesore të ingranazheve: dimensione dukshëm më të vogla se ingranazhet e tjera; efikasitet të lartë (humbje në transmetime të sakta, mirë-lubrifikuar 1-2%, në kushte veçanërisht të favorshme, 0.5%); qëndrueshmëri dhe besueshmëri e lartë; mungesa e rrëshqitjes; ngarkesa të vogla në boshte. Disavantazhet e ingranazheve përfshijnë zhurmën në punë dhe nevojën për prodhim të saktë. Transmetimi më i thjeshtë i marsheve përbëhet nga dy rrota me dhëmbë, nëpërmjet së cilës ato ndërhyjnë me njëri-tjetrin. Rrotullimi i ingranazhit të makinës konvertohet në rrotullimin e rrotave të shtyrë duke shtypur dhëmbët e parë në dhëmbët e sekondës. Pajisja më e vogël është veshje, aq më e madhe është rrota. referencat 1. Ivanov M.N. Pjesët e makinës: një tekst për studentët e lartë. tehn. Proc. institucionet. M .: Lartë. Shk., 1991. - 383 f. Guzenkov P.G. Pjesët e makinës. - M .: Shkolla e Lartë, 1982. - 504 f. 3. Kuklin N.G., Kuklina G.S., Pjesë makinerie. - M .: Shkolla e Lartë, 1984 - 310 c. 4. G.I. Roshchin, E.A. Samoilov, N.A. Alekseeva. Pjesët e makinës dhe bazat e projektimit: studimet. për universitetet / ed. të miratuara nga qeveria Roshchinn dhe E.A. Samoilova. - M .: Drofa, 2006. -415 f. Postuar në Allbest.ru Klasifikimi i mjeteve për qëllime operacionale. Sistemi i tolerancës për ingranazhet nxitëse. Metodat dhe mjetet e kontrollit të ingranazheve dhe ingranazheve. Pajisjet për kontrollin e ingranazheve të shtyllave, metodat e përdorura të përdorimit të tyre. abstrakte, shtoi 26/11/2009 Mekanizmat e marshimit në të cilat lëvizja ndërmjet lidhjeve transmetohet me angazhimin e njëpasnjëshëm të dhëmbëve. Klasifikimi i ingranazheve. Elementet e teorisë së transmetimit të transmisionit. Përllogaritja gjeometrike e ingranazheve të shtytjes së tërthortë. Hartat e ingranazheve. prezantimi i shtuar më 02/24/2014 Llojet e ingranazheve. Parametrat e ingranazheve cilindrike të jashtëm. Llojet e prishjes së dhëmbëve. Kriteret për llogaritjen e ingranazheve. Përzgjedhja e materialeve të mjeteve dhe metodave të trajtimit të ngrohjes. Stresi i lejuar në ngarkesat maksimale. kursi i leksioneve, shtuar me 04.04.2011 Parametrat e ingranazheve cilindrike helikë. Hartat dhe materialet e ingranazheve, madhësia dhe forma e tyre. Ingranazhet e pjerrët dhe llogaritja e saj gjeometrike. Dizajni dhe llogaritja e ingranazheve të krimbave. Përparësitë kryesore dhe disavantazhet e ingranazheve të krimbave. abstrakte, shtoi më 01/18/2009 Material për prodhimin e ingranazheve, dizajnin e tyre dhe tiparet teknologjike. Thelbi i trajtimit të ngrohjes kimike të ingranazheve. Gabim në prodhimin e ingranazheve. Rruga teknologjike e përpunimit të ingranazheve të çimentuara. abstrakte, shtoi 01/17/2012 Parimi i mullinjve me veshje të rrotave cilindrike me një prerës mulliri. Metodat dhe metodat bazë të prerjes së dhëmbëve. Vegël për prerjen e ingranazheve të nxituara. Pajisjet e fiksimit, makineritë e mullinjve të ingranazhit dhe karakteristikat e tyre kryesore teknike. afatgjatë, shtuar më 01/14/2011 Kërkesat për ingranazhet e dhëmbëve. Trajtimi i nxehtësisë i boshllëqeve. Kontrolli i cilësisë së pjesëve të çimentuara. Deformimi i ingranazheve gjatë trajtimit të ngrohjes. Metodat dhe mjetet e ingranazheve të kontrollit. Furrën e shtytësit të çimentos. afatgjatë, shtuar më 01/10/2016 Klasifikimi i ingranazheve në formën e profilit të dhëmbëve, llojin e tyre, pozicionin relativ të akseve të boshteve. Elementet kryesore të ingranazhet. Llogaritja e parametrave kryesore gjeometrike të pajisjes cilindrike. Matja e diametrit të majave të dhëmbëve të rrotave. prezantimi i shtuar më 05-20.2015 Zgjerimi i aftësive teknologjike të metodave të përpunimit të pajisjeve. Metodat e përpunimit të mjeteve të thikës. Avantazhet e ingranazhet - saktësinë e parametrave, cilësinë e sipërfaqeve të punës së dhëmbëve dhe vetitë mekanike të materialit të ingranazheve. afatshkurtër, shtuar 23.02.2009 Ndërtimi, veshja, riparimi dhe zëvendësimi i ingranazheve. Metodat e ingranazheve për riparimin e shpejtësisë. Cilindrike, spirale, veshje me pjerrësi. Ingranazhet e hapura dhe të mbyllura, lubrifikantët e ingranazhit të marsheve. Metodat e riparimit me shpejtësi të lartë me zëvendësim. Treni gear një mekanizëm i përbërë nga rrota me dhëmbë, të cilat ndërthuren me njëri-tjetrin dhe transmetojnë lëvizjen rrotulluese, zakonisht konvertimin e shpejtësive këndore dhe çiftoneve. Z. p, i ndarë nga rregullimi i përbashkët i akseve në transferim ( fig. 1
): me akset paralele - cilindrike; me akset intersecting - konik, si dhe rrallë përdorur cilindro-konik dhe aeroplan cilindrike; me akset mbivendosëse - vidhos me dhëmbë (krimb, hipoid dhe vidhos). Një rast i veçantë i pllakës së yllit është një ingranazh i raftit dhe i rrotës që konverton lëvizjen rrotulluese në përkthimin ose anasjelltas. Në shumicën e makinave dhe mekanizmave Z. p. Me përdorimin e mekanizmit të jashtëm, dmth., Me rrota gear me dhëmbë në sipërfaqen e jashtme, më shpesh me ingranazh të brendshëm, në të cilin dhëmbët priten në sipërfaqen e brendshme në një rrotë, përdoren. Rrotat e marsheve kryejnë: me dhëmbë të drejtpërdrejtë për punë me shpejtësi të ulët dhe mesatare në transfertat e hapura dhe në kutitë e shpejtësisë; me dhëmbë të zhdrejtë për përdorim në ingranazhet kritike me shpejtësi të mesme dhe të larta (mbi 30% të të gjitha ingranazheve); me dhëmbë dhëmbësh për transferimin e momenteve dhe fuqive të larta në makinat e rënda; me dhëmbë rrethore - në të gjitha pajisjet me konike kritike Si rregull, ingranazhet me një raport të vazhdueshëm gear përdoren në makina dhe mekanizma (Shih Raporti i marshit) ku w 1 , z 1 dhe w 2 , z 2 - shpejtësia këndore dhe numri i dhëmbëve, respektivisht, ingranazhet me shpejtësi të lartë dhe shpejtësi të ulët. Një kuti zhvendosëse me një raport ndryshimi të ndryshueshëm kryhet nga rrota cilindrike jo-rrethore, të cilat i jepen elementit të skllevërve me një shpejtësi të caktuar të rregullt duke ndryshuar me një shpejtësi konstante të masterit. Z. e tillë Përdoret rrallë. Raporti i shpejtësisë së një palë rrota në kutitë e marsheve zakonisht është deri në 7, në kutitë e marsheve deri në 4, në disqet e tabelave të makinës deri në 20 ose më shumë. Shpejtësitë e qarkut për nxitjen e saktë Z. n - deri në 15 m / s për ingranazhet spirale - deri në 30 m / s në ingranazhet me shpejtësi të lartë shpejton deri në 100 m / s dhe më shumë. Z. f. Janë lloji më racional dhe më i zakonshëm i transmetimeve mekanike. Ato përdoren për të transferuar pushtetin - nga të papërfillshme në dhjetëra mijëra kw, për të transferuar forcat e rrethit nga fraksionet e një gram në 10 MN (1000 mc).
Përparësitë kryesore të Z. P: dimensione dukshëm më të vogla se ingranazhet e tjera; efikasitet të lartë (humbje në transmetime të sakta, mirë-lubrifikuar 1-2%, në kushte veçanërisht të favorshme, 0.5%); qëndrueshmëri dhe besueshmëri e lartë; mungesa e rrëshqitjes; ngarkesa të vogla në boshte. Disavantazhet e kushteve të pagës përfshijnë zhurmën në punë dhe nevojën për prodhim të saktë. Ingranazhet janë në të ashtuquajturat. marshimi, karakteristika kryesore kinematike e të cilave është qëndrueshmëria e raportit të menjëhershëm të shpejtësisë me kontakt të vazhdueshëm të dhëmbëve. Në këtë rast, normalja e përgjithshme (linja e angazhimit) ndaj profileve të rrotave të mjeteve në çdo moment të kontaktit të tyre duhet të kalojë përmes poleve të angazhimit ( fig. 2
). Në ingranazhet cilindrike, polja e angazhimit është pika e kontaktit midis qarqeve fillestare të rrotave të mjeteve, pra qarqet që rrokullisen përgjatë njëri-tjetrit pa rrëshqitur. Diametrat e qarqeve fillestare d 1 dhe d 2 mund të përcaktohet nga raportet:
ku A - distanca qendrore (distanca midis boshteve të rrotave). Ky kusht është i kënaqur nga shumë kthesa, në veçanti, evolvente, të cilat janë më të dobishme për profilizimin e dhëmbëve në kuptimin e një kombinimi të vetive operacionale dhe teknologjike, prandaj Ndërhyrje e papërshtatshme mori përdorim primar në inxhinieri mekanike. Rrota me një profil të zbutur mund të priten me një mjet të vetëm, pavarësisht nga numri i dhëmbëve dhe kështu që çdo rrotë e mbështjellë mund të angazhohet me rrota që kanë ndonjë numër të dhëmbëve. Profili i dhëmbëve të mjeteve mund të jetë i drejtpërdrejtë, i përshtatshëm për prodhimin dhe kontrollin. Angazhimi i pakuptueshëm është pak i ndjeshëm ndaj devijimeve të distancës së qendrës. Kontakti i profileve të dhëmbëve ndodh në pikat e linjës së angazhimit që kalon përmes poleve të angazhimit në lidhje me qarqet kryesore me diametra d 01 = d 1 cos α dhe d 02 = d 1 cos α, ku α është këndi i angazhimit. Parametri kryesor dimenzional i modulit të ndryshueshëm dhe të tjerëve m, e barabartë me raportin e diametrit të katranit të marsheve d d numri i dhëmbëve z. Për ingranazhet e pavëzuara (shih Korrigjimi i rrotave geara) qarqet fillestare dhe katran përputhen: d 1 = d d1 = mZ 1 dhe d 2 = d d2 = MZ 2 . Profili i ashtuquajtur. gjenerimi i rafteve kur formohet një rrotë gear është përshkruar përgjatë kontur origjinale të hekurudhës kryesore ( fig. 3
), e cila është fituar duke rritur numrin e dhëmbëve të një veshjeje të zakonshme të papërfunduar deri në pafundësi. Dhëmbët që prodhojnë Reiki kanë rritur lartësinë orë = (h ' + h '')
për të formuar një pastrim radial në rrjetë ( c o m),
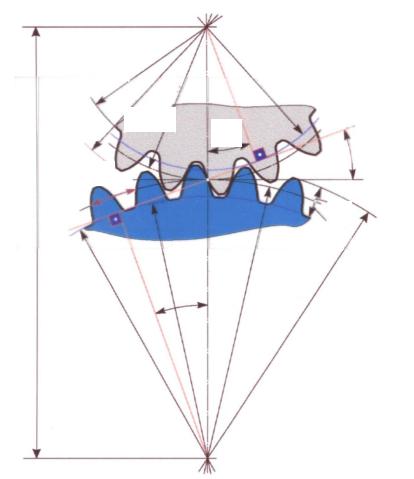
trashësia përgjatë rrethit të katranit s, rreze e lakimit r i,pitching gear t, këndi i ingranazhit α d. Në ingranazhet spirale, kontur fillestar merret në një seksion normal të vijës së dhëmbit. Në konik Z. p. ( fig. 4
) cilindrat fillestarë zëvendësohen me kone fillestare 1
dhe 2
. Profilet e dhëmbëve përafërsisht konsiderohen si linjat e ndërprerjes së sipërfaqeve anësore të dhëmbëve me kone shtesë. 3
dhe 4,
fillimisht koaksial, por me gjeneratorë, pingul me gjeneruesit e konave fillestare. Moduli, qarqet fillestare dhe katran janë matur në një kon shtesë të jashtëm. Për lehtësimin e profilizimit të dhëmbit, kon të tjera vendosen në një avion. 5
dhe 6.
Angazhimi i pakuptueshëm mund të përmirësohet duke korrigjuar. Përveç mekanizmave të përshtatshëm, mekanizmat e orës dhe disa pajisje të tjera përdorin ingranazhin cikloid, i cili punon me humbje më pak fërkime dhe bën të mundur përdorimin e rrotave me një numër të vogël të dhëmbëve, por që nuk kanë avantazhet e specifikuara të përshtatjes së tërthortë. Në makina të rënda, së bashku me ingranazhet e pavëzuara, përdoren ingranazhet me rrota ( fig. 5
), e propozuar në vitet '50. 20 in. M.L. Novikov. Profilet e dhëmbëve të rrotave në angazhimin Novikov janë përshkruar nga harqeve të qarqeve. Dhëmbët konveks të një veshje (zakonisht të vogla) janë në kontakt me dhëmbët konkave të tjetrës. Prekja fillestare (pa ngarkesë) ndodh në një pikë. Në transferimin Novikov veshje rrota spirale. Pikat e kontaktit të dhëmbëve nuk lëvizin përgjatë lartësisë së dhëmbëve, por vetëm në drejtimin axial, dmth. vija e angazhimit është paralele me akset e rrotave. Përparësitë e këtyre sistemeve të ngrirjes përfshijnë: ulje të kontaktit, kushte të favorshme për formimin e një pykë të naftës, mundësinë e përdorimit të rrotave me një numër të vogël të dhëmbëve, dhe rrjedhimisht, raportet e mëdha të ingranazheve. Kapaciteti mbajtës i ingranazheve Novikov sipas kriterit të forcës së kontaktit është dukshëm më i lartë se ato të pavëzuara. Për funksionimin e kënaqshëm të produktit, saktësia e tyre është e nevojshme. Për H. p Provided 12 gradë të saktësisë, të zgjedhur në varësi të qëllimit dhe kushtet e punës së transmetimit. Arsyet kryesore për mosfunksionim janë: thyerja e dhëmbëve, prerja e lodhjes së shtresave sipërfaqësore të dhëmbëve, veshin gërryes, zhurma e dhëmbëve (vërehet kur filmi i vajit është shkatërruar nga presionet e larta ose temperaturat e larta). Materialet kryesore për ingranazhet janë aliazhe të lidhura me trajtimin termik ose kimik-termik: forcimi i sipërfaqes, kryesisht rrymat me frekuencë të lartë, forcimi i pjesëve, çimentimi, nitro-cementimi, nitratimi, cianidimi. Z. p. I çelikut, i përmirësuar nga trajtimi i nxehtësisë para prerjes së dhëmbëve, i prodhuar në mungesë të kërkesave të rrepta për përmasat e tyre, më së shpeshti në prodhimin në shkallë të vogël dhe individuale. Me kërkesa të veçanta për zhurmën dhe ngarkesat e ulëta, një nga ingranazhet është bërë prej plastike (PCB, kaprolon, plastike të laminuara, poliformaldehid), dhe çiftëzimi është bërë prej çeliku. H. p. Kontrollo në forcën e stresit të përkuljes në një seksion të rrezikshëm në bazën e dhëmbëve dhe thekson kontaktin në polin e angazhimit. Pjesët rezervë përdoren në formën e ingranazheve të thjeshta me një fazë dhe në formën e kombinimeve të ndryshme të disa ingranazheve, makinave të ndërtuara ose të bëra në formën e njësive të ndara. Z pp është përdorur gjerësisht për të ulur shpejtësinë këndore dhe për të rritur çiftëzimin në reducer ah. Gearboxes zakonisht kryhet në rrethime të veçanta të raporteve gear, një, dy dhe tre faza, respektivisht, 1,6-6,3; 8-40; 45-200. Kutitë më të zakonshme me dy faza (rreth 95%). Për marrjen e frekuencave të ndryshme të rrotullimit të boshtit të daljes me një shpejtësi konstante të motorit me makinë, përdoren kutitë e shpejtësisë (Shih Kutia e ndarjes). Mundësitë e mekanizmave të ingranazhit zgjerohen me përdorimin e marsheve planetare (Shih Pajisje planetare),
të cilat përdoren si kuti të transmetimit dhe mekanizma diferencialë (Shih Mekanizëm diferencial). Dimensionet e vogla dhe masa e zinxhirëve planetarë të yllit përcaktohen nga shpërndarja e ngarkesës midis disa rrotave (satelitëve) që kryejnë një lëvizje planetare dhe përdorimin e marsheve të brendshme, që ka një kapacitet mbajtës në rritje. Në kalimin nga një veshje e thjeshtë në planetare, arrihet një reduktim në masë prej 1.5-5 herë. Dimensionet më të vogla relative kanë transmetimet valë (Shih Transmetimi i valës),
duke siguruar transferimin e ngarkesave të mëdha me saktësi dhe ngurtësi të lartë kinematike. Lit.: Kudryavtsev V.N., Gears, M. - L., 1957; Reshetov, N. N., Pjesët e makinës, M., 1963; Chasovnikov, LD, Transferet nga meshing, M., 1969; Pjesët e makinës. Manual, ed. N.S. Acherkana, vol. 3, M., 1969. D. N. Reshetov. Fig. 2. Formimi i profileve involute: NN - normal i përgjithshëm; Shtylla P - gear; α është këndi i angazhimit; ω 1 dhe ω 2 - shpejtësi këndore; 1 dhe 2 - rrota gear. Enciklopedia e Madhe Sovjetike. - M .: Enciklopedia Sovjetike.
1969-1978
.
Treni gear - Ingranazhet. Ingranazhet: nxisin rrotat; përdorur veshje spirale; në qilar; g konik. TRANSMISION SPEED, një mekanizëm për transmetimin e lëvizjes së rrotullimit në mes të boshteve dhe ndryshimit të shpejtësisë së rrotullimit. Ingranazhet mund të ndërtohen në makinë, ... ... Fjalor i ilustruar enciklopedik Transmetimi duke përdorur ingranazhin. Një nga mënyrat më të vjetra të transferimit të rrotullimit në mes të boshteve, i cili përdoret gjerësisht sot, veçanërisht në rastet kur kërkohet një raport i vazhdueshëm i frekuencave rrotulluese. Ingranazhe ... ... Enciklopedia e Collier's tren - transmetimi Mekanizmi me tre lidhje në të cilin dy pjesët lëvizëse janë rrota gear që formojnë një palë rrotulluese ose përkthyese me një lidhje fikse. [GOST 16530 83] Lëndët e Transmisionit Kushtet e Përgjithshme të Përgjithshme Lidhur me ... ... Udhëzuesi i përkthyesit teknik Mekanizmi me tre lidhje në të cilin 2 lidhje mobile janë rrota gear (ose një rrotë dhe një raft, një krimb), të cilat formojnë një palë rrotulluese ose përkthyese me një lidhje fikse (trupi, raft). Ka ingranazhe cilindrike ... Fjalor i madh enciklopedik TRANSMETIMI I SPEED - një mekanizëm me tre faza në të cilin dy lidhje mobile janë rrota gear (ose një rrotë dhe një raft, një krimb) që formojnë një palë rrotulluese ose përkthyese me një lidhje fikse (trupi, raft). Ka cilindra cilindrikë, ... ... Enciklopedia e Lartë Politeknike Pajisja e nxitësit Një veshje e nxehtë është një mekanizëm ose pjesë e një mekanizmi mekanik mekanik që përfshin rrota gear. Qëllimi: transferimi i levizjes rrotulluese midis boshteve, të cilat mund të kenë paralele ... Wikipedia Një mekanizëm për transmetimin e lëvizjes së rrotullimit në mes të boshteve dhe ndryshimit të shpejtësisë së rrotullimit, që përbëhet nga rrotat e ingranazhit (ose të një rrotë gear dhe një rack) ose të një krimbi dhe një rrotulli të krimbave. Lidhjet e rafteve më të thjeshta me një fazë ... Fjalor enciklopedik Mekanizmi për transmetimin rrotullohet. lëvizja në mes të boshteve dhe ndryshimi në shpejtësinë e rrotullimit, që përbëhet nga ingranazhet (ose të një rrotë gear dhe slats) ose një krimb dhe një rrotë krimbi. Një fazë e thjeshtë 3. p. Përbëhet nga një raft, që çon dhe ... ... Fjalori i gjërë Polytechnic Encyclopedic tren - krumpliaratinė e statusit tė pėrgjithshėm T ėshtė automatika e pėrkrahjes: angl. trenat e trenave; transmetimi i marsheve; Vëllimi i përshtatjes. Zahnradübersetzung, f; Zahnradgetriebe, n; Zahnradtrieb, m rusisht. tren gear, f pranc. komandat par engrenazhet, f ryšiai: ... ... Automatikos terminų žodynas tren - veshje. rrota gear. marshin. ingranimit. palë veshje. krimb. veshje me rra. hipoid transmetimit. transferim globe. veshje planetare. veshje spirale (gear #). dreq (rrota #). makine prerëse (makine #). veshje formuese ... ... Fjalor ideor i gjuhës ruse

![]()
Dërgoni punën tuaj të mirë në bazën e njohurive është e thjeshtë. Përdorni formularin e mëposhtëm.
Dokumenta të ngjashëm
![]()

Shihni se çfarë është "gear" në fjalorë të tjerë: