Prerësa e krimbave për krimb Archimedean. Metodat për përpunimin e dhëmbëve të marsheve të krimbave
Klasifikimi i Gear Worm
Krerët ingranazhet
Çfarë është një veshje me rra?
Mekanizmi i krimbave është një veshje gear-vidhosje, lëvizja në të cilën shndërrohet sipas parimit të një palë vidhosje me shkopin e saj të brendshëm të shtuar.
Mjetet e krimbave përdoren për të transmetuar lëvizje rrotulluese midis boshteve, akset e të cilave ndërpriten në hapësirë. Më shpesh këndi i kalimit Θ
përbën 90 °. kryesor (në shumicën e rasteve) është një krimb, që përfaqëson një rrotë gear me një numër të vogël (z 1
= 1...4)
dhëmbët (Kthesat)të ngjashme me vidhën e Arkimedit me trapezoid ose afër saj në formën e gdhendjes.
Rrota e krimbave është bërë spirale. Për të rritur gjatësinë e linjave të kontaktit në angazhim me krimbat, dhëmbët e rrotës së krimbave në pjesën aksiale kanë formën e një harku.
Klasifikimi i Gear Worm
Varësisht nga forma e sipërfaqes së jashtme transmetimet e krimbave ndodhin me cilindrik
(Figura 1, a, b) ose me globoid
(Figura 1, c) krimb.
Treguesit cilësorë të transmisionit globoid janë më të larta sepse ato kanë një rritje efikasitet dhe kapacitet më të lartë mbajtës. Sidoqoftë, një krimb i krimbave me një krimb globoid është më i vështirë për t'u prodhuar, montuar dhe është shumë i ndjeshëm ndaj zhvendosjes aksiale të krimbit, shkaktuar, për shembull, nga veshin e kushinetave. Në praktikë përdoren më së shumti ingranazhet me krimba cilindrike.
Varësisht nga natyra e sipërfaqes së vidës krimb dallojnë vendosi dhe krimbat jo-linearë .
Sipërfaqet me vija të rregulluara ato janë formuar nga një lëvizje vijuese me vijë të drejtë, ato jolineare formohen nga një lëvizje vidhosje e një kurbë të dhënë. Sipërfaqet helikave me vija janë më të lehta për t'u prodhuar, prandaj ato janë më të zakonshme.
Varësisht nga profili i sipërfaqes së vidës krimbat e krimbave të krimbave vijnë me krimb involute, archimedean, convolute dhe jo rubin. Marrja e një ose një lloj tjetër të sipërfaqes së vidhave në rrotat e krimbit varet nga mënyra e prerjes.
Prerja e sipërfaqeve spirale të drejtuara kryhet në thikat universale të prerjes së vidave kur buza e drejtpërdrejtë e mjetit riprodhon një sipërfaqe të përkulur, të ndërlikuar ose arkimedean.
Worm i papërmbajtur merrni kur instaloni një buzë të drejtë të prerës në një avion tangjent me cilindorin kryesor me një diametër d h
. Anët e majtë dhe të djathtë të spirales janë prerë, respektivisht, nga prerëset.
Në pjesën e fundit (seksion kryq pingul me aksin e krimbit) profili i lakit të krimbave është përshkruar nga pjesë e mbështjellë, në pjesën aksiale - kthyese (Konveks).
Krimbat e papërcaktuar janë një profil cilindrik i spiraleve të mbështjellë me numrin e dhëmbëve të barabartë me numrin e rrotullimeve të krimbit dhe me një kënd të madh të pjerrësisë së dhëmbëve.
![]()
Në mënyrë që të arrihet fortësia e sipërfaqes së spirales dhe në këtë mënyrë të rritet treguesi i cilësisë së transferimit, zbatohet trajtimi i nxehtësisë i ndjekur nga bluarja e sipërfaqeve të punës të spirales. Krimbat e pandryshueshëm mund të lëmohen me saktësi të lartë nga sipërfaqja e sheshtë e rrotave.
Metodat prodhuese të prerjes dhe lehtësimit të bluarjes përcaktojnë prodhueshmërinë e lartë të krimbave të pavendosur.
Krimb arkimede të merrni në vendin e prerjes skajet e prestar në një aeroplan duke kaluar nëpër boshtin e krimbit. Krimbat arkimedeane kanë në seksionin e boshtit një profil të drejtëvizshëm me një kënd 2α
e barabartë me këndin e profilit të prerësit. Në seksionin e fytyrës, profili i spirales është përvijuar nga spiralja arkimedean.
Sipërfaqet anësore të mbështjellësve të krimbave Archimedean mund të grinded vetëm nga rrota rëndë profilizuar posaçërisht në një kurbë komplekse. Prandaj, trajtimi i nxehtësisë ngurtësuese dhe bërja e mëvonshme nuk kryhen dhe krimbat arkimedean me fortësi të ulët përdoren në ingranazhet me shpejtësi të ulët me kërkesa të ulëta për kapacitetin dhe burimet e ngarkesës.
Krimb Convolute merrni kur ju instaloni skajet e prerjes së prerësit në një avion tangjent me një cilindër me diametër d x (0
Krimbat Convolutnye kanë një profil konveks në seksionin e boshtit, në pjesën e fundit, profili i lak është i përshkruar nga një involute zgjatur.
Disavantazhi i ingranazheve me krimba të ndërlikuara është forma komplekse e mjetit për griljen e krimbave dhe pamundësia e marrjes së mullinjve të saktë për prerjen e dhëmbëve të rrotave të krimbave.
Transferimet me krimbat konvolucion, si dhe ato arkimedeanike, kanë përdorim të kufizuar, kryesisht në prodhimin në shkallë të vogël.
Krimbat jolinear prerë në kon disk ose hapëse toroidal. Spiralet e këtyre krimbave në të gjitha seksionet kanë një profil curvilinear: në një seksion normal të boshtit të simetrisë së depresionit, konveks, në pjesën aksiale - konkav (foto 3).
Sipërfaqet e punës së kthesave të krimbave jo-linearë janë lëmuar me një rreth konik ose toroidal me saktësi të lartë. Transmetimet me krimbat jo-linearë karakterizohen nga një rritje e kapacitetit të ngarkesës, ato konsiderohen premtuese.
Për transmetimet e rrymës duhet të përdoren krimbat joadjollë dhe të tërthortë.
Varësisht nga drejtimi i linjës së spirales krimbat e krimbave të vegjël vijnë me të drejtë (mundësisht për përdorim) dhe drejtimi i majtë i linjës së spirales.

Ndryshoret e krimbave ndryshojnë gjithashtu, vendndodhja e krimbave në krahasim me rrota
- me rregullim më të ulët, të sipërm dhe anësor.
Transmetimi më i zakonshëm me vendndodhjen më të ulët ose të sipërme të krimbit, ndërsa vendndodhja e sipërme e krimbit është e preferueshme në transmetimet me shpejtësi të lartë, sepse me këtë dizajn pak vajra mbulohen.
Mjetet e krimbave me një vend të poshtëm të krimbit zakonisht përdoren me metodën e lubrifikimit të karrexhatës dhe me shpejtësinë periferike të krimbit v 1
≤ 5 m / s.
Vendndodhja anësore e krimbit në krahasim me rrota shpesh diktohet nga racionaliteti i paraqitjes së ingranazhit.
Mund të bëhen ingranazhe me rra të hapur dhe të mbyllur . Hapëset e hapura të krimbave përdoren në njësi me përgjegjësi të ulët, drejtime manuale, me shpejtësi të ulët dhe ngarkesa të transmetuara.
Elementet e çiftit të ingranazhit të krimbave janë: rra dhe rrotë krimbiAkset e të cilave zakonisht kalojnë në një kënd prej 90 ° (në disa mekanizma të makinave të rënda, ingranazhet me akse që kalojnë në një kënd prej 45 ° përdoren).
Krimba janë cilindrik (fig.22, a) dhe gLOBOID (fig.22, b). Seksioni i tërthortë i rrotullimeve të një rrapi boshtor cilindrik të boshtit është një hekurudhë me anët e drejtë ose të lakuar anësore. Seksioni aksial i krimbit globoid ka formën e një drejtpeshimi rrethore.
Në mesin e krimbave cilindrikë, më të zakonshmet për transmetimin jo kritik morën vidhosose i Arkimedit, një krimb, i cili është si një vidë normale trapezoidale. Sipërfaqja e vidë e këtij krimbi formohet duke rrotulluar rreth boshtit dhe duke lëvizur njëkohësisht përgjatë boshtit (për secilin revolucion) një vijë e drejtë që kalon përmes boshtit të krimbit dhe është i pjerrët në një kënd të aksit; kur priten nga një avion që kalon përmes boshtit të krimbit, mbështjellësit kanë një profil trapezoid (Fig. 223, a). Një çift i krimbave me një krimb të tillë ka efikasitet të ulët dhe vesh shpejt, kështu që përdoret në shpejtësi jo të përgjegjshme, me shpejtësi të ulët dhe me ngarkesë të lehtë.
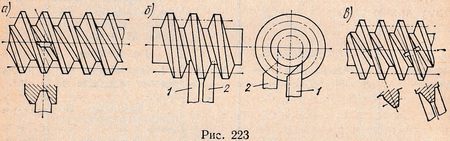
Një tjetër lloj krimbash cilindrike është (fig.23, b). Ajo është si një veshje cilindrike me sipërfaqe spurging vidhos. Në seksion kryq të një krimbi me anë të avionëve pingul me aksin e cilindrit kryesor, merret e evoluuti, nga i cili ky krimb mori emrin e tij. Çiftet e krimbave me krimba të përplasura shpesh përdoren në ingranazhet kritike me ngarkesa dhe shpejtësi të larta, por prodhimi i këtyre ingranazheve kërkon përdorimin e pajisjeve speciale dhe metodave komplekse të përpunimit.
Së fundi, lloji i tretë i krimbit cilindrik është një krimb me profilin e drejtë në pjesën normale të një spirale dhe me një shtrëngim të zgjatur të anës së spirales në një seksion transversal të boshtit (Fig. 223, c). Një krimb i tillë quhet krimb i çuditshëm. Ky është një lloj krimb i pavendosur. Këto krimba janë më të thjeshta për t'u përpunuar sesa ato të papërputhshme, dhe sigurojnë saktësi të mjaftueshme të angazhimit të ingrave të rra, kanë efikasitet të lartë dhe rezistencë ndaj veshin.
Krimbat Globoid kanë një sipërfaqe të madhe të kontaktit midis rrotullimeve të krimbit dhe dhëmbëve të rrotës së krimbit, gjë që çon në një ulje të presionit dhe rrjedhimisht veshin e sipërfaqes së dhëmbëve të çiftit të krimbave. Vidhosja e kësaj krimbe formohet kur lëvizja e vidës së profilit nuk është në një sipërfaqe cilindrike, por në sipërfaqen e një globoidi. Pavarësisht kompleksitetit të prodhimit, ato përdoren gjerësisht në transferimin e fuqisë së lartë.
Prerja e krimbave
Mënyra më e thjeshtë e përpunimit të krimbave është prerja e tyre në një torno me një prestar me një profil të vijës së drejtë. Për të marrë profilin e saktë të kthesave, profili i veglës duhet të ketë një kontur të zgavrës midis dhëmbëve të krimbit në një pjesë të caktuar të tij dhe të jetë në linjë kur pritet me planin e këtij seksioni.
Për të marrë krimbin Archimedes, profili i prerjes me skaj të drejtë duhet të përafrohet me avionin që kalon përmes boshtit të krimbit (Fig. 223, α). Megjithatë, me një rritje në këndin e ngritjes së spirales, prerja e krimbit me një prerës bëhet e vështirë për shkak të ndryshimit në madhësinë e këndit, gjë që çon në dështimin e mjetit prerës për shkak të copëzimi i prerjes së prerjes. Prandaj, krimbat Archimedean me një kënd të madh të lartësimit të mbështjellësve zëvendësohen nga ato të ndërvarura ose të çuditshme.
Worm i papërmbajtur ata priten me dy prerës 1 dhe 2 (fig.23, b), profilet e skajit të prerjes së të cilave janë të përafruara me dy aeroplanë të vendosura tangentisht në sipërfaqen e cilindrit kryesor në të dyja anët. Me rritjen e diametrit të cilindrit kryesor, instalimi i incizive mbi dhe poshtë qendrës shkakton vështirësi të caktuara për shkak të ndryshimeve në këndet e prerjes, prandaj, kur priten krimbat e tërthortë përdoren prerës profilesh që korrespondojnë me konturin e pjesës normale të kavitetit të rra me instalimin e aeroplanit të profilit në boshtin e tij.
Krimb Convolutek është prerë nga një prerëse e vendosur nga profili i saj në një avion paralel me aksin e krimbit, lart ose poshtë në një lartësi të caktuar ose të prirur për të, me kombinimin e boshtit të simetrisë së profilit të mjetit me aksin e krimbit. Krimbat e konvuluar me një profil të drejtpërdrejtë të punës janë të përpunuara me dy prerës (fig 223, c).
Worm globoid është prerë nga një prestar me një avantazh të drejtë, ndërsa boshti i prestar rrotullohet në mënyrë sinkronike me krimb prerë për të riprodhuar lëvizjen relative të dhëmbëve të krimbave dhe meshes së rrotës së krimbave. Ky lloj rra është machined në një makinë hobbing.
![]()
Krerët gjithashtu priten me një prerës profilesh dhe prerësish në makineritë e bluarjes dhe fijeve. Prerja e krimbave me një prerës disk është një metodë më e efektshme e përpunimit, por profili i krimbave është shtrembëruar si rezultat i zvogëlimit për shkak të ndryshimit në këndet lartësuese të spirales në bazën dhe pjesën e sipërme, veçanërisht në krimra me shumë fije. Prandaj, kjo metodë përdoret zakonisht për para-përpunimin e profilit të krimbit.Kur prerja e një prerësi disk (Fig. 224) me skajet e prerjes së një profili të vijës së drejtë, aksi i rrotullimit të prerës A është i vendosur në një kënd me aksin e krimbit, i barabartë me këndin e ngritjes së kthesave të krimbit.
Llojet e ndryshme të krimbave mund të priten me një mekanizëm të prerjes së rra në mekanizmat konvencionale të mullinjve. Pra, gjatë përpunimit të një prerësi të rrafillës me prerje drejtkëndore të një dhëmbi, bëhen krimba të tërthorta.
Për prerjen e krimbave Archimedean dhe konvolutnyh përdoren hapëse të veçantë të mullirit me një profil të lakuar të prerjes së skajeve. Kjo metodë e përpunimit me performancë të lartë kërkon një mjet të sofistikuar; pasi ajo çon në një shtrembërim të profilit sipërfaqësor të kthesave të krimbit, përdoret për para-trajtim.
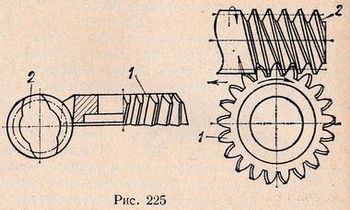
Një metodë produktive e përpunimit që siguron saktësi të lartë është prerja e një krimbi në makina speciale ( si "Cornelis") dolbyakom (Fig. 225). Dolbyak 1 raportoi lëvizjen e ushqimit përgjatë boshtit të krimbit 2. Përveç kësaj, dolbyaku dhe krimbi treguan lëvizjen e rrotullimit duke ecur. Si rezultat i një kombinimi të këtyre lëvizjeve, të gjitha kthesat e krimbit janë prerë. Me këtë metodë të përpunimit, profili i sipërfaqes së krimbit nuk është shtrembëruar. Megjithatë, nevoja për të prodhuar dolbyak për çdo kënd të ngritjes së kthesave të krimrave të prera rrit koston e para-prodhimit, kështu që përdorimi i kësaj metode është ekonomik vetëm në prodhim në shkallë të gjerë ose në masë.
Prerjet e rra në makineritë e mullinjve me mulli me krimba me tre metoda:
- ushqim radial;
- ushqim tangjent;
- metodë e kombinuar.
Me metodën e ushqyerjes radiale (figura 226, α), pjesa e punës 1, duke u angazhuar vazhdimisht me prerësin e mullirit 2, futet në drejtim të prerës së mullirit në madhësinë e përcaktuar A dhe prerësja e mullirit kryen vetëm një lëvizje rrotulluese. Në rrotullën e krimbave, profili i dhëmbit të saktë arrihet kur mjeti i bluarjes së rrafshët është plotësisht i angazhuar me pjesën e punës. Disavantazhi i kësaj metode është që prerësa e krimbave të mos funksionojë me të gjitha skajet e prerjes dhe vetëm pjesa e mesme e prerësit, vazhdimisht në kontakt me pjesë të punës, konsumon blades. Kjo metodë përdoret për të prerë dhëmbët e një rruge të krimbave në një mekanizëm të mullinjve konvencional, pa një mbështetje shtesë shtesë. Vendosja e zinxhirit të ndarjes së makinës në të njëjtën kohë është e ngjashme me vendosjen kur preren ingranazhet cilindrike me një dhëmb të drejtë. Rregullimi shtesë i lëvizjes radiale të tabelës bëhet në varësi të ushqimit të specifikuar radial.
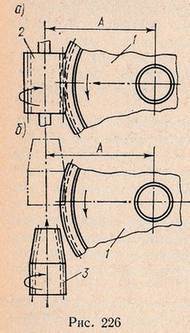
Me metodën e ushqyerit tangjent (Fig. 226, b) boshja e ingrances 1 e rrotës është e vendosur në madhësinë e distancës qendrore-qendrore A dhe prerësja e mullirit 3 futet në angazhim me bosh, duke e lëvizur atë në drejtimin axial. Cutter 3 ka një pjesë të marrjes konike dhe, duke punuar me të gjitha skajet e saj të prerjes, vesh uniforme. Në procesin e prerjes mulli nuk rrotullohet, por gjithashtu lëviz në mënyrë progresive përgjatë boshtit. Në këtë rast, pjesa e punës 1, përveç lëvizjes kryesore rrotulluese që shoqërohet me angazhimin, duhet të ketë një lëvizje shtesë rrotulluese, shpejtësia e së cilës varet nga lëvizja boshtore e prerës së mullirit 3, përndryshe dhëmbët e prerësit do të prerë dhëmbët e workpiece. Lëvizja boshtore e prerës së mullirit 3 dhe rrotullimi shtesë i pjesës së punës 1 kryhet nga një çikrik i posaçëm, i cili, gjatë prerjes së rrotave të krimbave, është montuar në një makinë hobbing.
Metoda e kombinuar prerja e rrotave të krimbave është një kombinim vijues i metodave të ushqimeve radiale dhe tangente, i pari që përdoret për prerjen e dhëmbëve, për përpunimin përfundimtar. Nën përpunimin e fundit lejeni kompensimin e duhur, i cili duhet të kompensojë gabimin e përpunimit të mëparshëm. Në metodën e kombinuar, përdoren të dy mulliri i mullinjve të vegjël dhe hapëse të profilit, dhe përdorimi i kësaj të fundit për përpunimin përfundimtar të rrotave të krimbave siguron saktësi të lartë.
Në lidhje me prodhimin e rrotave të krimbave me një vegël që është analoge me një krimb, profili i dhëmbëve të çiftëzimit të një rruge të krimbave arrihet automatikisht. Prandaj, profili i kthesave të krimbave mund të ndryshohet. Zgjedhja e profilit të kthesave të krimbit (si një krimb) përcaktohet nga aftësitë teknologjike të prodhimit specifik.
Ekzistojnë dy lloje të sipërfaqeve të punës që kthehen nga krimbat cilindrikë:
· një linjëformuar nga një lëvizje vidhos me vijë të drejtë;
· nonruledformuar nga lëvizja vidë e një kurbë të caktuar.
Fig. 11.1. Diagrami i boshtit të rra
Për shkak të manufacturability worms cilindrike me një sipërfaqe spiral sunduar janë më të përdorura. Lloji i krimbave cilindrikë me një sipërfaqe spirale të sunduar përcaktohet nga forma e profilit të spirales në aeroplanin e fundit (Figura 11.1).
GOST 18498-89 përcakton llojet e mëposhtme të cilindrike krimbat e dehur : Archimedes, i ndërlikuar dhe i pavendosur.
në krimb arkimedean (ZA) Profili i fytyrës teorik i spirales është përshkruar nga një spirale arkimedeane. Në pjesën aksetale, krimbi ka një profil drejtkëndor të mbështjellësve, dhe në seksionin normal (shih fig.11.1) është e kthjellët. Rraza Archimedes mund të pritet në tegela konvencionale dhe makina për bluarjen e fijeve. Sidoqoftë, për kthesat e bluarjeve nevojitet një profil i veçantë i rrotave të rëndë, e cila e komplikon përpunimin dhe zvogëlon saktësinë e transferimit. Prandaj, krimbat arkimedean përdoren në ingranazhet me fortësinë e materialit të krimbit.
Lloji i krimbave nuk ndikon në saktësinë e transmetimit, prandaj, thjeshtë për të bërë krimbat arkimedean shpesh përdoren në prodhimin e instrumenteve.
në krimb i çuditshëm (ZN) profili teorik i fundeve të spirales është përshkruar përgjatë zgjatur (shkurtimisht të shkurtuar) i mbështjellë. Në pjesën aksetale të krimbit ka një profil të lakuar të spirales, dhe në seksionin normal - drejt. Standardi parashikon tre lloje krimbash të përziera. Krimbat e konvuluar kanë disa avantazhe teknologjike mbi krimbat Archimedean, por bluarja e kthesave të tyre gjithashtu kërkon profilim të veçantë të rrotave të bluar. Prandaj, në industrinë e inxhinierisë, krimbat e ndërlikuar përdoren rrallë, kryesisht ato përdoren në inxhinieri.
në krimb i pavendosur (ZI) profili i fytyrës teorik i kthesave është përshkruar përgjatë involute e rrethit. Në seksionet boshtore dhe normale, krimbi ka një profil të kthyeshëm të kthesave. Një krimb i tërthortë është në thelb një veshje spirale spirale me një kënd shumë të madh të pjerrësisë së dhëmbëve, të barabartë me këndin e ngritjes së kthesave (), dhe një numër të vogël dhëmbësh të barabartë me numrin e vizitave ().
Kapaciteti i ngarkesës së krimbave të të gjitha llojeve është përafërsisht i njëjtë.
Kapaciteti i ngarkesës së ingrancioneve të krimbave rritet me
ngurtësinë e kthesave të krimbit () dhe bluarjen e tyre të mëvonshme. Thërrmimi pas trajtimit të ngrohjes të rrotullave të një krimbi të pavendosur nuk përfshin vështirësi teknike, sepse mbështjellësit janë të lëmuar me anën e sheshtë të rrotullës. Prandaj, në mekanizmat me shpejtësi të lartë që veprojnë me ngarkesa të konsiderueshme, përdoren krimba të tërthorta.
Kthimi i rrotullimit të një krimbi me një rreth të ngushtë me një vijë të drejtë që formohet në makinat konvencionale të bluarjes së fijeve rezulton në cilindrik krimbat e vidë , shumë afër sipërfaqeve të kthesave të krimba të përgjakshme. Prerësa e rrajeve për prerjen e rrotave të krimbave janë terren në të njëjtën mënyrë, kështu që ata marrin drejtimin e duhur. Krimbat jo-linearë janë bërë nga katër lloje: ZK1, ZK2, ZK3 ZK4.
Ka dy lloje krimbash cilindrike me profili konkave kthehet (ZT1, ZT2), të cilat përdoren kur është e nevojshme për të siguruar një kapacitet të lartë të ngarkesës dhe efikasitet të lartë. Ingranazhet me një profil konkave të kthesave të krimbave kanë kushte më të mira për formimin e një pykë të naftës, si dhe radiume të mëdha të reduktuara të lakimit. Prandaj, kapaciteti mbajtës i ingranazheve të tilla është 30-60% më i madh (krahasuar me ingranazhet cilindrike cilindrike konvencionale (vlera të mëdha me shpejtësi të lartë)); humbje të fërkimit në to deri në dy herë më pak.
Kapaciteti mbajtës i ingranazheve të krimbave mund të rritet ndjeshëm nëse kryhet krimbi kon (shih nënseksionin 8.5). Kjo rrit numrin e dhëmbëve të rrotës së krimbave () në angazhim dhe rrezet e zvogëluara të lakimit, përmirëson kushtet për formimin e nyjeve të vajit në angazhim. Kapaciteti mbajtes i ingranazheve globoide, me kusht qe prodhimi i sakte dhe ftohja efektive ne krahasim me ingranazhet cilindrike krimbash qe kane nje siperfaqe spirale te drejtuar nga rrotat e krimbit, eshte deri ne nje here e gjysme me e madhe.
Ingranazhet Globoid për shkak të madhësisë së tyre të vogël dhe rrjedhimisht sipërfaqja e vogël e transferimit të nxehtësisë janë shumë të tendosura në terma termikë, prandaj ato përdoren në një regjim afatshkurtër me ftohje artificiale. Përdorimi i ingranazheve të globoideve është më efikas për përcjelljen e momenteve të shkëlqyera. Teknologjia e prodhimit dhe montimit të ingranazheve globoid është dukshëm më e komplikuar në krahasim me teknologjinë e prodhimit dhe montimit të ingranazheve të krimbave me krimba cilindrike. Kur montoni shtrirjen e nevojshme të pozicionit të saktë përgjatë boshtit jo vetëm të rrotës së krimbit, por edhe një krimb.
Ndryshoret e krimbave në formën e një krimbi janë të ndarë cilindrik dhe gLOBOID (Figura 2). Krimbat Globoid kanë një kapacitet mbajtës prej 30-60% më të madh sesa cilindrike, por më e vështirë për t'u prodhuar.
Vendndodhja e krimbave në afërsi të rrotës së krimbave dallon transmetimin me vendndodhjen e sipërme, të poshtme dhe anësore të krimbit. Ingranazhet me një pozicion më të ulët të krimbit punojnë në kushte më të mira lubrifikimi, meqë krimbi është zhytur në vaj, por më i lartë se humbja e energjisë për shkak të rezistencës hidrodinamike të naftës.
Forma e profilit kthehet - Archimedean, convolute, involuted, jo-lineare.
Krimba arkimedeaneZA (Fig. 3 dhe) janë vida me një fije trapezoidale. Ata kanë një seksion të drejtë në pjesën aksiale. Këto krimba janë të lehta për t'u bërë kur prerë, por e vështirë për të bluaj. Prandaj, ato përdoren për ingranazhet me shpejtësi të ulët dhe pak të ngarkuar (deri në 1-2 kW), të cilat nuk kërkojnë grilimin e krimbit.
Fusha e transmetimit me krimbat Archimedean është zvogëluar.
Krimb ConvoluteZN (Fig. 3 b) ka një profil konveks në seksionin aksial dhe një profil të drejtë në anën e seksionit të spiralit normal. Krimba të tilla janë lehtësisht të prera nga mullinjtë e krimbave. Bluarja është gjithashtu e vështirë.
Worm i papërmbajturZI (Fig. 3 në) është një veshje spirale me një numër të vogël të dhëmbëve dhe një kënd shumë të madh të pjerrësisë. Profili i dhëmbit në pjesën e sipërme është përshkruar nga involute. Pavarësisht nga profili më i ndërlikuar, krimbat e përplasur konsiderohet të jenë më të përparuara në aspektin teknologjikisht, meqë një grup më i vogël i hapëse dhe disqe bluarjeje kërkohet për prodhim sesa për prodhimin e llojeve të tjera të krimbave. Përdoret në transmetimet me shpejtësi të mesme dhe të mesme, të cilat kërkojnë grilimin e krimbit.
Krimbat jolinear - formuar nga një kon ( ZK) ose tori ( ZT). Ata kanë një profil konkave. Sipërfaqet e punës të mbështjellësve të krimbave jo-linearë arrihen duke i mprehur krimbat me gjilpërë me një konikë me saktësi të lartë ose rreth toroid. Transmetimet me krimbat jo-linearë karakterizohen nga një kapacitet i ngarkesës në rritje në krahasim me llojet e tjera të krimbave.
2. Dizajni i ingranazhit të krimbave
2.1 Të dhënat fillestare për dizajn:
 - çift rrotullues në timon, N ∙ m;
- çift rrotullues në timon, N ∙ m;
 - shpejtësia e rrotave, min -1;
- shpejtësia e rrotave, min -1;
 - raporti i ingranazhit;
- raporti i ingranazhit;
 - koha e transferimit (burimeve), h;
- koha e transferimit (burimeve), h;
Kushtet e punës
2.2 Materialet e rra dhe rrota
2.2.1 Përzgjidhni llojin e ingranazhit të rra
Në ingranazhet e krimbave për përdorim të përgjithshëm industrial, përdoren ingranazhet me një krimb cilindrik.
Më teknologjik janë krimba të ndërvarura ( ZI), dhe premtues jo-sunduar: formuar nga një kon ( ZK) ose tori ( ZT).
Transferimet me krimbat arkimedean ( ZA) përdoren për transmetime të ulëta të energjisë (deri në 1-2 kW) dhe punë të shkurtra.
Për transmetimet e rrymës duhet të përdoren krimbat joadjollë dhe të tërthortë.
2.2.2 Zgjedhja e materialeveveshje me unazë rrotulluese
Meqë zgjedhja e materialit për timon është e lidhur me shpejtësinë e rrëshqitjes, vlera e pritur e saj është e paracaktuar, m / s:
 .
.
Materialet e rimoreve të rrotave të rrotave të krimbave, pasi rënia e vetive anti-kapës dhe anti-fërkime dhe shpejtësitë e rrëshqitjes të rekomanduara për përdorim, mund të reduktohen në tre grupe (Tabela 1):
grupunë - bronzi kallaj; përdoret me shpejtësi të ulët  \u003e 5 m / s.
\u003e 5 m / s.
grupII - bronzi dhe bronzi pa kube; përdoret me shpejtësi të ulët = 2-5 m / s.
grupIII - hekuri gri i butë; përdoret me shpejtësi të ulët <
2 м/с и в ручных приводах.
Tabela 1
Materialet e kurorave të rrotave të krimbave
|
material |
Metoda e hedhjes |
|
|
||
|
|
centrifugal | ||||
|
|
në mykun e ftohtës | ||||
|
|
në mykun e ftohtës | ||||
|
|
centrifugal | ||||
|
në mykun e ftohtës | |||||
|
BrA10Zh3Mts1,5
|
në mykun e ftohtës | ||||
|
|
centrifugal | ||||
|
në mykun e ftohtës | |||||
|
LTs23A6Zh3Mts2
|
centrifugal | ||||
|
në mykun e ftohtës | |||||
|
|
|
||||
|
|
|||||
 , MPa
, MPa , MPa
, MPa 25 m / s
25 m / s 320 MPa
320 MPaShënim: në prodhim në masë dhe në masë, rekomandohet që të hidhet në një formë centrifugale të hedhjes, në një prodhim të vetëm - hedhjes së rërës.