Suriin at ayusin ang gearing gear gears
Upang matiyak ang tamang operasyon ng mga gears ng bevel ng pangunahing gear, kinakailangan na ang paggalaw ng ehe ng mga gears kapag ang pagpapadala ng metalikang kuwadro sa pamamagitan ng mga ito ay minimal, samakatuwid, ang preload ng tapered bearings ay preloaded. Habang lumalaki ang transmitted torque, ang higpit ng mga tapered bearings ay bumababa, ngunit sa mga halaga ng metalikang malapit sa maximum, ang mga gears ay nakakuha ng pinakamababang axial displacement, na nagreresulta sa pagbawas sa kanilang wear.
Gayunpaman, ang sobrang preload ay maaaring makabuluhang bawasan ang pamumuhay.
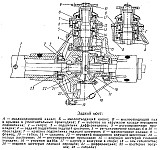
Fig. Pagmaneho ng mekanismo ng pagmamaneho ng ehe
Ang katumpakan ng pagsasaayos ng tindig ay tinutukoy ng dami ng metalikang kuwintas na dapat ilapat sa mga baras na nakabitin sa mga bearings upang buksan ang mga ito. Ang sandali ay sinusukat sa pamamagitan ng isang tool ng metalikang kuwintas. Ang preload ng tapered bearings 16 ng main drive shaft ay nababagay sa pamamagitan ng pag-iiba ng kapal ng mga washers sa pagitan ng mga inner ring ng bearings. Sa kasong ito, ang mga panloob na singsing ay umaalis sa axially na kamag-anak sa mga panlabas na singsing ng bearings, at ang distansya sa pagitan ng mga conical ibabaw ng panloob na singsing at ang korteng kono ibabaw ng panlabas na singsing ng bawat pagbabago ng bearings; Ang antas ng clamping ng tapered rollers sa pagitan ng mga singsing ay nagbabago rin. Gayunpaman, ang roller tapered bearings ng driven na bevel gear 13 ay nababagay. Ang pagsasaayos ng roller tapered bearings ng kaugalian pabahay ay ginawa sa pamamagitan ng pag-aayos ng mani, na nagbibigay ng ehe kilusan ng mga panlabas na singsing ng bearings na may kaugnayan sa panloob na mga.
Pagkatapos ng pagsasaayos, ang preload ng roller tapered bearings ay nakikipag-ugnayan sa pagpupulong ng bevel gear sa pamamagitan ng lugar ng contact ng ngipin, kung saan ang isang manipis na layer ng pintura ay inilalapat sa mga ngipin ng nangungunang gear na bevel at pagkatapos ay ang mga gears ay nakabukas. Gamit ang tamang gearing ng mga gears, ang contact patch sa hinimok na gear na bevel ay halos 2/3 ng haba ng ngipin at bahagyang nagbabago sa makitid na bahagi nito, na matatagpuan sa gitna ng taas ng ngipin.
Depende sa lokasyon ng patch ng contact, ayusin ang posisyon ng mga gears alinsunod sa mga tagubilin ng mga tagubilin sa pabrika.
Ang posisyon ng drive bevel gear 14 ay kinokontrol sa pamamagitan ng pagpapalit ng bilang ng mga shims sa pagitan ng tindig na pabahay 16 at ang flange ng pangunahing gear case 18, at ang posisyon ng hinimok na bevel gear 13 sa tulong ng mga spacer sa pagitan ng dalawang-hilera na tapered roller bearing body at ang side flange ng main gear housing 18. Pagkamit ng kinakailangang posisyon ng patch ng contact sa mga ngipin ng nahimok na gear na bevel, kontrolin ang side clearance sa pagitan ng mga ngipin ng nagmamaneho at hinimok na mga gears ng bevel, na katamtaman 0.15 ... 0.3 mm.
Ang pag-aayos ng gearing ng pares ng gear lever ay ginawa ng longitudinal na paggalaw ng mga tasa 5, 10, 25, na isinasagawa sa pamamagitan ng pagpapalit ng kapal ng mga gasket 6, 14 at pag-ikot ng mga mani.
Ang pag-aayos ng gearing ng bevel gears ay ginawa sa pamamagitan ng paglipat ng mga ito kasama ang kanilang mga axes sa kasunod na pag-aayos ng mga gulong sa kinakailangang posisyon.
Ang pagsasaayos ng gearing gears ay maaaring gawin sa pamamagitan ng paglilipat ng gasket mula sa ilalim ng isang crankcase cover sa ilalim ng iba. Sa tamang pag-aayos ng gearing, ang paggalaw ng flange ng shank sa paligid ng circumference ng isang radius ng 40 mm ay dapat nasa pagitan ng 0 2 - 0 6 mm.
Hindi inirerekomenda upang ayusin ang gearing ng mga gears upang mabawasan ang pag-ilid clearance sa pagitan ng mga ngipin kapag sila ay pagod, dahil ito ay magiging sanhi ng isang paglabag sa mga kamag-anak na posisyon ng tumatakbo-sa ibabaw ng ngipin at maaaring maging sanhi ng kanilang mga breakdown. Kapag pinapalitan ang mga magsuot na gears sa mga bago, kinakailangan upang ayusin ang kanilang mga posisyon sa isa't isa sa tulong ng mga shims. Sa kasong ito, kailangan mo munang ayusin ang bearings.
Ang pagsasaayos ng gear gears sa panahon ng pagpupulong sa pabrika ay hindi makagawa, dahil ang tamang gear gears ay nagbibigay ng naaangkop na tolerances sa mga bahagi ng isinangkot. Kapag overhauling upang mabawi ang wear ng bearings, suriin ang kawastuhan ng gearing clutch sa pintura. Ang pag-aayos ay ginawa sa pamamagitan ng pag-aalis ng bahagi ng gaskets mula sa ilalim ng flange ng tindig pabahay ng drive pinion shaft. Ang pag-ilid clearance sa pagitan ng aubyami ay dapat na nasa loob ng 0 1 - 0 4 mm, na tumutugma sa angular pag-aalis ng cardan flange sa radius ng butas sa pamamagitan ng 0 25 - 0 9 mm. Kasama sa karaniwang pakete ang mga gasket na may kapal ng 0 100 - 0 085; 0 25 - 0 23 at 0 80 - 0 75 mm.
Ang gearing ng bevel gears ng pangunahing gear ay nababagay sa pamamagitan ng mga paggalaw ng ehe ng kanilang mga shaft. Ang paglipat ng maliit na bevel gear, na binabago ang bilang ng mga pag-aayos ng mga shim na naka-install sa pagitan ng baras ng pabahay ng isang maliit na gear ng bevel at crankcase main gear. Kasama sa standard na pakete ang gaskets na may kapal ng 0 05; 0 1; 0 2; 0 5; 1 0 mm. Gaskets 0 1 at 0 5 mm naka-on demand.
Ang gearing ng bevel gears ng pangunahing gear ay nababagay sa pamamagitan ng mga paggalaw ng ehe ng kanilang mga shaft. Ang paglipat ng maliit na bevel gear, na binabago ang bilang ng mga pag-aayos ng mga shim na naka-install sa pagitan ng baras ng pabahay ng isang maliit na gear ng bevel at crankcase main gear.
Ang pagsasaayos ng gear sa pintura ayon sa uri ng patch ng contact ay ginawa tulad ng sumusunod.
Ang pagsasaayos ng gear sa pintura ayon sa uri ng patch ng contact ay ginawa tulad ng sumusunod. Ang mga ngipin ng isang gulong ay pinahiran ng pintura at ang parehong mga gulong, pagkatapos ng kanilang pagdirikit, ay sinuri para sa dalawa o tatlong liko. Bilang resulta, ang mga imprint ay lumilitaw sa mga ngipin ng gulong, hindi pinahiran ng pintura, kung saan ang kalidad ng pag-guhit ay hinuhusgahan. Tulad ng na nabanggit, ang pinaka-kanais-nais na imprint ay isinasaalang-alang, kapag ang mga gulong na walang mga pagsisikap sa paglipat ng load sa pamamagitan ng isang manipis na bahagi ng ngipin (tingnan ang FIG.
| Control circuit assembly assembly bevel gears. | Ang mga uri ng mga kopya ng pintura na may mali na nakalakip na gears bevel gears. |
Ang pagsasaayos ng pakikipag-ugnayan ayon sa likas na katangian ng patch patch ay ginawa tulad ng sumusunod.
Ang pag-aayos ng gearing ng bevel gears ng pangunahing gear ay isinasagawa matapos i-install ang hinimok na gear sa crankcase at i-check ang bearings. Ang pag-install ng nahimok na mga gears ng bevel ay ginawa depende sa disenyo ng rear axle. Bago i-install ang mga ito mula sa kotse M-20 pre-magtipon ang crankcase pabalat at axle shrouds may bearings at seal. Ang mga panlabas na singsing ng tapered roller bearings ay naka-install sa mga butas ng takip ng crankcase hanggang tumitigil ito sa dulo. Ang dalawang glandula ay pinindot sa casing ng axle shaft, ang kanilang working surface ay greased na may grease.
Ang normal na pakikipag-ugnayan ng mga gears ng bevel ay pinoprotektahan ang mga ito mula sa napaaga na pagkasira at pagkasira at binabawasan ang alitan sa mga ngipin. Ang gayong pakikipag-ugnayan ng mga guhit ng bevel ay tama kapag ang kanilang mga palakol ay nakahiga sa parehong eroplano, patayo sa isa't isa, at ang mga tuktok ng mga cone ay nag-iisa. Upang gawin ito, dapat na mai-install ang isang bevel gears sa isang tiyak na posisyon sa rear axle housing.
Bilang isang resulta ng wear at luha ng mga bahagi, ang pagkilos ng gear ay maaaring sira. Na may makabuluhang wear ng bearings at ang kanilang mga mounting upuan, ang perpendicularity ng axles ng gears ay nasira o ang axles ay maaaring hindi sa parehong eroplano; kapag ang mga ngipin ay magsuot, ang gilid na clearance sa pagitan ng mga pagtaas ng gears at ang ibabaw ng contact ay nagbabago sa taas ng ngipin.
Sa unang kaso, kinakailangan upang palitan ang bearings. Upang maibalik ang orihinal na posisyon ng mga gears sa pamamagitan ng paglipat ng mga ito sa direksyon ng ehe. Ang pagpapahiram ng wear ng gear ng ngipin sa pamamagitan ng kanilang mga karagdagang kilusan ay hindi pinapayagan, dahil kapag ang isang normal na clearance ay itinatag sa pagitan ng pagod ngipin, ang mga tip ng cones ay hindi nag-tutugma.
Kapag ang assembling ang rear axle, ang pinion gear 28 (tingnan ang diagram ng rear axle ng tractor na "Belarus") ay itinakda upang ang distansya sa pagitan ng hulihan at ang heometriko axis ng kaugalian ay 130 ± 0\u003e 15 mm. Ito ay nakamit sa pamamagitan ng paglalagay sa ilalim ng flange ng salamin ng front tindig ng pangunahing baras ng gearbox. Ang gilid clearance sa gear ngipin sa hanay ng mga 0.25 - 0.50 mm ay kinokontrol ng gaskets 22 sa ilalim ng mga flanges ng kanan at kaliwang baso ng bearings ng mga kaugalian axis. Ang katumpakan ng gearing gears ay tinitingnan para sa pintura: ang mga ngipin ng proteksiyon ng gear ng pinion na may isang manipis na layer ng pintura at i-on ang driven na gear isang pagliko.
Ang isang pakikipag-ugnayan ay itinuturing na tama kung ang tinta imprint ay matatagpuan hindi mas mababa sa 80% ng haba ng ngipin ng hinimok na gear at ang gitna ng imprint ay hindi magkaroon ng isang malaking pag-aalis patungo sa base o sa tuktok ng ngipin.
Ang halaga ng lateral clearance ay natutukoy sa pamamagitan ng isang lead plate na pinagsama sa pagitan ng mga ngipin sa malaking gear base, o ng isang indicator.
Ang katumpakan ng gearing at ang halaga ng lateral clearance ng mga gears na nasa operasyon ay nire-check sa panahon ng pag-aayos ng traktor o kapag ang mga palatandaan ng abnormal na operasyon ng gear na bevel ay nangyari. Sa huli, kinakailangan upang suriin kung walang mga chips, nicks at iba pang mga malformations sa gears, kung ang korona ng hinimok na gear sa hub o sa kaliwang tindig sa pagkakaiba axis ay weakened.
Upang ayusin ang gearing ng mga nagtatrabaho gears ay dapat lamang sa kaso kapag disassembled ang likod ng ehe o kung ang puwang sa ngipin ay lumampas sa 1.2 mm. Ang pagkakasunud-sunod ng naturang pag-aayos ay ang mga sumusunod: alisin ang pagkakabit ng preno at tanggalin ang mga lids ng mga tasa; i-screwing ang dalawang bolts sa mounting butas ng flange, pindutin ang karapatan tasa upang maaari mong alisin ang gaskets 22; sa parehong paraan, pindutin ang kaliwang tasa sa pamamagitan ng laki ng puwang sa pagitan ng mga ngipin ng gear; Gamit ang gaskets, i-install ang isang mas mataas na clearance na isinasaalang-alang ang wear ng mga ngipin at suriin ang kawastuhan ng gearing pagkakahanay gear sa pamamagitan ng likas na katangian ng print; pagkatapos nito, punan ang mga bearings ng differential axle na may grasa at ilagay ang lids ng tasa upang ang mga grooves sa mga ito magkasabay sa butas ng supply ng langis sa tasa.
Ang mga bearings, side clearance at contact sa meshing gears ng pangunahing lansungan ng UAZ-452 ay unang naayos sa pabrika. Sa panahon ng operasyon, bilang isang patakaran, hindi nila kailangang maayos. Ang pagsasaayos ng mga ito ay kinakailangan lamang kapag pinapalitan ang anumang mga bahagi, bearings, o kapag ang ehe clearance sa bearings.
Ang pagtaas ng lateral clearance sa pagitan ng mga ngipin ng gear sa pangunahing gear, na lumitaw dahil sa kanilang mga damit, ay hindi maaaring mabawasan ng pag-aayos, dahil sa kasong ito ang kamag-anak na posisyon ng mga gears ay maaabala, na hahantong sa pagtaas ng ingay, posibleng pagbabasbas ng ngipin.
Ang axial clearance sa tapered roller bearings, na lumitaw sa panahon ng operasyon, ay dapat na eliminated nang hindi nakakagambala sa posisyon ng pagpapatakbo ng gears ng pangunahing gear. Lateral clearance at giring sa mga ngipin ng pangunahing gears ayusin lamang kapag sila ay pinalitan.
Kapag lumilitaw ang clearance ng axle ng gear na hinimok, ito ay nasuri sa pamamagitan ng langis filler hole sa remote axles, kinakailangan upang magdagdag ng shims ng parehong kapal sa kanan at kaliwang panig ng kahon ng satelayt, habang tinitiyak na ang hinimok na gear ay nakabukas sa isang maliit na pagsisikap.
Ang mga differential bearings pagkatapos ng mga kapalit na bahagi ay nababagay sa mga sumusunod:
1. Pindutin ang panloob na mga singsing ng kaugalian na mga bearings papunta sa mga journal ng kaugalian na kahon upang magkaroon ng puwang sa pagitan ng kanilang mga dulo at ang mga dulo ng kahon ng satelayt sa loob ng 3.0-3.5 mm.
2. I-install ang pagkakaiba-iba ng pagpupulong sa crankcase, ilagay ang gasket sa crankcase connector upang isaalang-alang ang kapal nito kapag nag-aayos, at pagkatapos ay i-install ang takip, at maingat na i-on ito sa parehong direksyon, igulong ang mga bearings upang ang mga roller ay kumuha ng tamang posisyon. Ang mga palakol ng bahay sa kasong ito ay dapat nasa isang vertical na posisyon. Pagkatapos, nang hindi nakakagambala ang pag-roll ng mga bearings, pantay na ikonekta ang takip sa crankcase na may bolts at nuts.
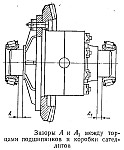
3. Alisin ang mga nuts at bolts at tanggalin ang takip. Maingat na alisin ang pagkakaiba mula sa crankcase at tumpak na sukatin ang mga dimensyon A at A1 sa pagitan ng mga dulo ng kahon ng satelayt at ang panloob na mga singsing ng tindig gamit ang isang pakiramdam ng pakiramdam.
4. Upang pumili ng isang pakete ng gaskets na may kapal na katumbas ng kabuuan ng sinukat na sukat A + A1. Upang magbigay ng preload sa kaugalian bearings sa mga gaskets magdagdag ng isa pang gasket na may kapal ng 0.2 mm. Kaya, ang kabuuang kapal ng piniling pakete ng shims ay dapat na katumbas ng A + A1 + 0.2 mm.
5. Alisin ang panloob na mga singsing ng kaugalian na bearings mula sa mga necks ng kahon ng satelayt. Hatiin ang napiling pakete ng gaskets na humigit-kumulang sa kalahati. Sa gilid ng kalansing, ang kapal ng gaskets ay dapat na 0.3-0.4 mm na mas malaki kaysa sa kapal ng gaskets sa gilid ng takip. Ito ay kinakailangan upang mapigilan ang pag-iwas sa pag-ilid kapag nag-aayos ng side clearance sa mga ngipin ng pagmamaneho at paghimok ng mga gears.
6. I-install ang mga gaskets sa leeg ng kahon ng satelayt at pindutin ang panloob na mga singsing ng tindig papunta sa kanila hanggang tumigil sila sa mga dulo ng kahon.
Hindi pinapayagan ang paggalaw ng ehe ng pinion gear. Ang axial clearance sa double tapered bearing at ang weakening ng tightening nito ay lumalabag sa tamang pagtutulungan ng mga ngipin ng gear sa main gear, nagiging sanhi ng panloob na ring upang i-turn mula sa gilid ng glandula, na nagreresulta sa wear ng flange na mukha, ang mga dulo ng langis ng langis, ang spacer ring at ang pagkawasak ng shims. Ang lahat ng ito ay nagiging sanhi ng napaaga ng wear ng mga ngipin at pagkasira ng mga bearings ng gear pinion.
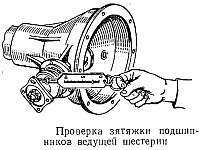
Ang pag-aayos ng double tapered bearing ay sinusuri sa pamamagitan ng pag-tumba ng flange sa pamamagitan ng kamay. Kung sa tingin mo ang pagtatayo ng pinion sa tindig, dapat mong higpitan ang nut. Kung ang nut ay tightened sa buong, at ang ehe kilusan ay hindi eliminated, pagkatapos ay sa pamamagitan ng pagbabawas ng kapal ng pakete ng shims at tightening ang kulay ng nuwes sa kabiguan, ayusin ang double tapered tindig, pagbibigay ito sa preload, ang halaga ng kung saan ay naka-check sa isang dynamometer ng tagsibol.
Sa parehong oras na kinakailangan upang alisin ang takip ng crankcase upang alisin ang pagkakaiba mula sa hinimok na pagpupulong gear. Kapag maayos na nababagay, ang dynamometer ng spring ay dapat magpakita ng puwersa ng 1.5-3 kgf kapag nagiging ang gear para sa butas sa flange. Sa proseso ng paghihigpit sa kulay ng nuwes upang mabigo ito ay kinakailangan upang makabuo ng isang rolling ng tindig upang ang rollers gawin ang tamang posisyon.
Matapos ang adjustment ng pinion at differential bearings, magpatuloy sa pagsasaayos ng side clearance at gearing ng mga ngipin ng pangunahing gears. Kapag nag-aayos ng side clearance at ang posisyon ng mga gear sa pangunahing gear sa ilalim ng tapered bearing pinion ayusin ang ring. Ang kapal ng singsing na ito ay dapat na katumbas ng 1.43 mm.
Inayos ang double tapered bearing na may drive gear assembly ay pinindot sa crankcase sa stop. Upang maiwasan ang pinsala sa raceway at rollers, ang pagpindot puwersa ay dapat na ipinadala sa pamamagitan ng panlabas na singsing. Pagkatapos i-install ang langis singsing at ang takip ng double tapered tindig, na kung saan ay bahagyang pantay-pantay fastened sa bolts upang hindi maging sanhi ng pagpapapangit nito.
Pagkatapos i-install ang patigasin at washers, sila ay higpitan ang kulay ng nuwes at roll sa rollers, i-flange ang. Sa crankcase itakda ang pagkakaiba pagpupulong sa hinimok na gear. Ang pagkakaroon ng naka-install sa eroplano ng crankcase connector isang gasket na kung saan ang kaugalian bearings ay nababagay, ikonekta ang pabalat sa crankcase na may bolts at mani. Kapag ang naturang pre-assembly ay ginawa, lagyan ng check ang side clearance sa pakikipag-ugnayan sa apat na puntos sa pamamagitan ng bawat rebolusyon ng gear gear.
Upang gawin ito, sa tulong ng mga semi-axle, ang hinimok na lansungan ay kailangang mapabagal, at ang lansungan ng pagmamaneho ay dapat na nakabukas sa parehong direksyon hanggang sa ang mga ngipin ay nakakahipo. Ang gilid puwang sa pagitan ng mga ngipin ng bagong gear ng pangunahing lansungan ay dapat na nasa hanay na 0.1-0.3 mm. Ang agwat na ito ay tumutugma sa isang halaga ng 0.2-0.6 mm, sinusukat sa angular na kilusan ng flange sa kahabaan ng arko ng radius ng butas.

Ang pag-aayos ng gilid ay nag-uugnay sa permutasyon ng mga gasket mula sa isang bahagi ng kahon ng satelayt papunta sa isa pa. Kung alisin mo ang gasket mula sa gilid ng takip, ang puwang sa mesh ay tataas, ngunit kung idagdag mo - bumababa ang puwang. Ang mga gasket ay maaari lamang i-rearranged mula sa isang gilid sa isa pa, ngunit hindi sila maaaring mabawasan o idinagdag, dahil ito ay masira ang nabagong preload ng mga kaugalian na bearings.
Pagkatapos ng pag-aayos ng side clearance, ang pag-guhit ng pangunahing gears ay nasuri. Upang gawin ito, pintura ang pintura ng isang tiyak na pare-pareho sa mga ngipin ng hinimok na gear. Naglalaganap ang mga pintura ng likido at pinapansin ang ibabaw ng ngipin, na ginagawang mahirap upang matukoy ang aktwal na lokasyon ng patch ng contact, masyadong makapal na pintura ay hindi pinipigilan ng mga puwang sa pagitan ng mga ngipin.
Sa tulong ng mga semi-axes, kinakailangan upang pabagalin ang hinimok na lansungan, at patnubayan ang nangunguna sa parehong direksyon hanggang sa isang malinaw na patch contact ay ipinahiwatig. Sa pagtanggap ng tamang mantsang kontak ng ngipin, suriin ang pag-install ng mga gears at side clearance mesh na dulo. Ang mga sumusunod ay karaniwang mga patches sa pakikipag-ugnay sa mga ngipin ng hinimok na mga gears ng pangunahing lansungan ng likod ng ehe at mga paraan upang makamit ang tamang gearing ng mga gears sa pamamagitan ng paggalaw sa pagmamaneho at paghimok ng mga gears.
Sinusuri ang katumpakan ng mga gears ng pangunahing gears ng rear axle ng UAZ-452 sa patch ng contact.

Ang paglipat ng gear gear ay maaaring makamit sa pamamagitan ng pagpapalit ng kapal ng singsing na pag-aayos upang ilipat ang gear na ang layo mula sa hinimok ng isa, ang pagsasaayos ng singsing ay kailangang itakda sa isang mas malaking kapal, at sa kabaligtaran, upang ilipat ang gear sa pagmamaneho sa hinimok ng isa, ang pagsasaayos ng singsing ay kailangang itakda na mas maliit.
Ang paggalaw ng gear na hinihimok ay nakasisiguro sa parehong paraan tulad ng kapag nag-aayos ng side clearance - sa pamamagitan ng paglilipat ng mga spacer ng bearing ng kaugalian. Matapos makumpleto ang pagsasaayos, ang huling pagpupulong.
Ang mekanikal na transmisyon, na nagtatrabaho sa prinsipyo ng pakikipag-ugnayan, ay maaaring may ngipin at worm.
Ang mga Gears naman ay nahahati sa cylindrical at conical. Ngunit hindi ito ang huling pag-uuri ng mga gears.
Depende sa lokasyon ng mga ngipin na may kaugnayan sa axis ng cylindrical wheels ay may mga:
- Ang cylindrical spur gears, ang pinakasimpleng disenyo at, nang naaayon, sa pagmamanupaktura, hindi sila gumawa ng mga ehe ng load sa mga shaft, samakatuwid, hindi nangangailangan ng espesyal na thrust bearings, na lubos na nagpapadali sa pagpupulong. Ang mga gears na ito ay ginagamit sa mga mekanismo na may isang maliit na bilis ng pag-ikot ng baras. Ang kawalan ng pag-aagaw ng gears ay maraming ingay sa panahon ng operasyon ng mekanismo, lalo na kung ang mga gulong ng transmisyon ay hindi tumpak na naproseso;
- Mga cylindrical helical gears, ang kanilang mga ngipin ay matatagpuan kasama ang helical linya sa separating silindro. Dahil ang mga ngipin ng naturang mga gears ay kumilos nang maayos, unti-unti, ang antas ng ingay ay bumababa at ang kapasidad ng pag-load ay tumataas. Gayunpaman, dahil sa pag-aayos ng mga ngipin, ang puwersa ng ehe ay may posibilidad na ilipat ang gulong sa baras kasama ang aksis, samakatuwid, kapag ang assembling helical gears, kinakailangan ang axial fixation ng baras;
- Ang cylindrical chevron gear ay isang gulong, ang korona nito ay binubuo ng mga alternating seksyon ng kaliwa at kanang ngipin. Sa pamamagitan ng naturang kaayusan, ang ehe na puwersa ay wala, na nagsisiguro sa paglipat ng napakalaking kapangyarihan;
- cylindrical transmission internal na gearing. Ang mga ibabaw ng mga gear ng gear na ito ay matatagpuan sa loob ng isa, at ang mga gulong ay umiikot sa isang direksyon.
Bago i-install ang mga gulong ng cylindrical gears suriin ang kanilang pagkatalo, iyon ay, ang concentricity ng profile ng mga ngipin na may kaugnayan sa diameter diameter. Upang gawin ito, ang gear wheel ay naka-mount sa isang rigidly mount mandrel, sa pagitan ng mga ngipin magtakda ng isang cylindrical kalibre, na kung saan ay inilagay ang tagapagpahiwatig binti, at record ang mga pagbabasa nito. Lumiko ang mandrel, ilipat ang gauge sa pamamagitan ng dalawa o tatlong ngipin at muling itala ang mga pagbabasa, magpatuloy sa ganitong paraan hanggang sa ganap na pag-ikot ng mandrel, pagkatapos mula sa lahat ng pagbabasa piliin ang pinakamalaki at pinakamaliit. Kung ang mga natanggap na deviations ay hindi lalampas sa pinapayagan (ayon sa teknikal na data para sa isang partikular na mekanismo), ang gulong ay pinapayagan na tipunin.
Ang pagpupulong ng mga gulong ay binubuo ng mga sumusunod na teknolohiyang operasyon:
- Paghahanda at pagpapatunay ng mga nakolektang yunit. Ang mga gears ring ng gear ay dapat na maiproseso, sinuri para sa pagkatalo, hugasan, tuyo, hindi dapat maging mga depekto sa anyo ng mga nicks, burrs, burrs;
- Pagpupulong ng mga gulong ng gear, siyempre, kung ang mga gulong ay collapsible. Karaniwan silang binubuo ng isang hub, na gawa sa bakal o bakal na bakal, at isang korona ng ngipin (mataas na grado na bakal o textolite). Ang korona ay pinindot papunta sa disk ng hub at naayos ng alinman sa pamamagitan ng hinang o sa tulong ng stoppers, na kung saan ay screwed sa espesyal na drilled butas na may thread sa korona at disk ng hub;
- Pag-install at pag-fasten ng gulong gear sa shafts. Gears ay ilagay sa katawan ng poste, at ang kanilang posisyon ay naayos na may mga susi, splines o bolts;
- Pag-install ng shafts na may gulong gear sa bearings pabahay;
- pagsasaayos ng pagtatalik ng ngipin sa isang hiwalay na pares ng mga gulong at sa paghahatid bilang isang buo. Upang iakma suriin ang kalidad ng gearing sa pintura. Ang mga ngipin ng isang mas maliit na diameter ng gulong ay natatakpan ng isang manipis na layer ng pintura at mag-scroll ng ilang gears isang pagliko at likod. Sa tamang hooking, ang mga spot ng pintura sa twin wheel ay dapat na matatagpuan sa gitnang bahagi ng gilid ibabaw ng ngipin at sumakop ng hindi bababa sa 50-60% ng ibabaw ng ngipin sa taas at hindi bababa sa 70-90% ang haba. Kung ang mga spot ay displaced kasama ang ibabaw, pagkatapos ay may isang bias ng axes ng shafts. Ang pag-aalis ng mga spot sa taas na mas malapit sa tangkay ng ngipin ay nagpapahiwatig ng pagbaba sa sentro-sa-gitnang distansya ng mga shaft, at mas malapit sa ulo ng ngipin, isang pagtaas sa center-to-center distansya.
Ang mga bevel gears ay isang mahalagang bahagi ng mga gears kung saan ang mga axes ng shafts ay bumalandra sa isang anggulo (ang pinaka-karaniwang ay 90 °). Ang hugis ng mga ngipin ng mga bevel gears ay maaaring tuwid, pahilig at bilog. Ang mga gulong na may pahilig at bilog na mga ngipin ay ginagamit sa mga gears na nakakaranas ng mga mabibigat na naglo-load at mataas na bilis ng baras (halimbawa, kapag nagpapadala ng pag-ikot mula sa gearbox sa rear axle ng isang kotse).
Ang mga pamamaraan para sa pag-install at pag-secure ng mga wheels sa bevel gears ay pareho sa mga para sa pag-install at pag-secure ng cylindrical gears. Ngunit kapag nagtitipon ang mga gulong, dapat na alalahanin na tama ang gearing ng mga gulong kapag ang parehong mga gulong ay nakatakda sa isang paraan na ang mga nasasakupan ng unang mga cones (I-I at II-II) na tugma, at ang tinatayang sentro ng mga cones (O at O1) Larawan 63).
Fig. 63. Bevel gear.
Bago i-install ang mga shaft na may conical wheels, suriin ang katumpakan ng kamag-anak na posisyon ng mga axes ng kanilang mga upuan, na kung saan dalawang mandrels na nakasentro sa mga butas ay naka-install sa mga upuan: kung ang pagsisiyasat ay nagpasok ng puwang sa pagitan ng mga ito nang malaya, ang pag-aayos ng mga axes ay tama.
Ang normal na operasyon ng gear na bevel ay posible lamang kung mayroong isang lateral gap sa pagitan ng mga ngipin ng mga wheels na isinangkot.
Ang laki ng puwang ay iba para sa bawat uri ng mekanismo at nasa hanay na 0.08-0.20 mm. Sukatin ang dami ng side clearance na maaaring mag-usisa, kung ang mga gulong ay may libreng access. Ngunit ang kontrol sa tulong ng mga plato ng lead ay mas karaniwan: ang isang plato ng lead ay lumipas sa pagitan ng mga ngipin ng mga gulong at ang mga gulong ay nakabukas. Ulitin ang operasyon sa maraming mga lugar na pantay-pantay sa palibot ng circumference, sa tuwing gumagamit ng bagong plato.
Ang isang micrometer (tingnan sa Larawan 1, b) ay sumusukat sa kapal ng bawat deformed plates; ang sukat ng puwang ay tinukoy bilang aritmetika average ng nakuha measurements.
Kung ang aktwal na clearance ay hindi tumutugma sa kinakailangang halaga, ang laki nito ay nababagay, kung saan ang isa sa mga gulong ay inililipat alinman sa inilaan na tuktok ng kono upang mabawasan ang clearance, o mula dito upang madagdagan ito. At upang ayusin ang bagong posisyon ng mga gears ng bevel, ang mga gasket ay naka-install sa ilalim ng kanilang mga ibabaw ng tindig.
Ang pinagsama-samang may ngipin na tapyas na gear ay sinusuri para sa kalidad ng gearing (pagsuri para sa pintura ay katulad ng pagsuri ng cylindrical gears), para sa antas ng ingay (sa mataas na lebel ng paghahatid nito ay sinusunog sa mabagal na mode) para sa pagkikiskisan (kung ang pampadulas ay hindi labis na labis ang init, ang alitan sa mga interface ay normal).
Ang mga worm gears ay ginagamit kung ang mga geometric axes ng shafts ay magkakaugnay sa bawat isa, kadalasan sa anggulo ng 90 °.
Ang worm gear ay binubuo ng isang uod at worm wheel. Sa parehong oras, ang uod ay maaaring tuwid - cylindrical (1-2 ngipin ng isang worm wheel nang sabay-sabay na nakikipag-ugnayan sa mga ito) - o globoid - malukong (5-6 ngipin ay sabay na nakatuon dito, bilang isang resulta ng kung saan sila ay makabuluhang maagang ng cylindrical uod gears at kahusayan). Kapag ang assembling ang worm gears, una sa lahat, ang bearings ay naka-install sa mekanismo ng pabahay, at mayroon na sa mga ito - ang shafts kung saan ang worm at worm wheel ay naka-mount.
Bago ang pangwakas na pangkabit ng yunit ng gear, tingnan ang katumpakan ng mga ngipin na nakabitin sa pintura: sa kasong ito, takpan ang tornilyo na ibabaw ng uod na may manipis na layer ng pintura, pagkatapos ay bubuksan ito nang mabagal (Larawan 64).
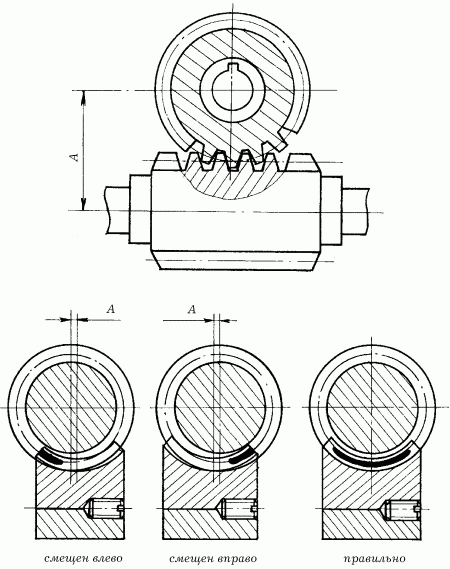
Fig. 64. Pagkontrol ng katumpakan ng gearing ng gear worm.
Sa wastong pakikipag-ugnayan, ang pintura ay dapat na takip sa gilid ng mga ngipin ng worm wheel sa haba at taas ng hindi bababa sa 50-60% (sa gitnang bahagi).
Maaari mong ayusin ang gearing ng worm gear sa pamamagitan ng pagpili ng naaangkop na kapal ng kanan o pakaliwa gasket sa ilalim ng flange ng uod wheel (para sa kaginhawaan, ang mga ito ay ginawa sa hugis ng kalahating-singsing, kaya i-install ang mga ito ay hindi nangangailangan ng disassembling ang pagpupulong, i-loosen ang set screws). Sa maraming mga gears ng ganitong uri, ang tindig tasa kung saan ang worm ay naka-mount ay may sinulid, kaya ang gearing pagsasaayos ay maaaring gawin sa pamamagitan ng pag-on ang mani, paglipat ng mga ito kasama ang mga gulong gear sa kahabaan ng axis.
Mula sa aklat: Korshever N. G. Gumagana sa metal