Dişliler dişlilerini kontrol edin ve ayarlayın
Ana dişlinin konik dişlilerinin doğru çalışmasını sağlamak için, içlerinden tork geçirirken dişlilerin eksenel hareketinin minimum olması gerekir, bu nedenle konik yatakların ön yükü önceden yüklenir. İletilen tork arttıkça, konik yatakların sıkılığı azalır, ancak maksimum değere yakın tork değerlerinde dişliler minimum eksenel yer değiştirmeyi sağlar ve bu da aşınmalarında bir düşüşe neden olur.
Bununla birlikte, aşırı ön yükleme yatak ömrünü önemli ölçüde azaltabilir.
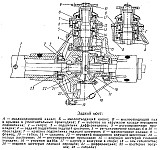
Şek. Sürüş mekanizması tahrik tahrik aksı
Yatak ayarının doğruluğu, yatakları döndürmek için yataklara monte edilen millere uygulanması gereken tork miktarı ile belirlenir. Moment, bir tork aletiyle ölçülür. Ana tahrik milinin konik yataklarının (16) ön yükü, rondelaların yatakların iç halkaları arasındaki kalınlığı değiştirilerek ayarlanır. Bu durumda, iç halkalar yatakların dış halkalarına göre eksenel olarak hareket eder ve iç halkanın konik yüzeyi ile yatakların her birinin dış halkasının konik yüzeyi arasındaki mesafe değişir; Konik makaraların halkalar arasındaki sıkma derecesi de değişmektedir. Benzer şekilde, tahrikli konik dişlinin 13 makaralı konik yatakları ayarlanır .. Diferansiyel muhafazanın makaralı konik yataklarının ayarlanması, yatakların dış halkalarının iç olanlara göre eksenel hareketini sağlayan ayar somunları çevrilerek yapılır.
Ayarlamadan sonra, makaralı konik yatakların ön yükü, konik dişlinin diş temas noktasıyla geçmesini düzenler, bunun için ön konik dişlinin dişlerine ince bir boya tabakası uygulanır ve ardından dişliler döndürülür. Dişlilerin uygun şekilde dişlileştirilmesiyle, tahrikli konik dişlindeki temas yaması dişin uzunluğunun yaklaşık 2 / 3'ü kadardır ve diş yüksekliğinin ortasında olacak şekilde hafifçe dar kısmına kayar.
Kontak yamasının konumuna bağlı olarak, viteslerin konumunu fabrika talimatlarına göre ayarlayın.
Tahrik konik dişlisinin (14) konumu, yatak muhafazası (16) ile ana dişli kutusunun (18) flanşı arasındaki şim sayısının ve iki sıra konik makaralı yatak gövdesi ile ana dişli muhafazasının (18) yan flanşı arasındaki ara parçaların yardımı ile tahrik konik dişlisinin (13) konumu değiştirilerek kontrol edilir. Temas yamasının, tahrikli konik dişlinin dişleri üzerinde gerekli pozisyona ulaşmasıyla, ortalama 0.15 ... 0.3 mm olan dişlerin ve tahrikli konik dişlilerin arasındaki boşluğu kontrol edin.
Konik dişli çiftinin dişlilerinin ayarlanması contaların (6, 14) kalınlığının değiştirilmesi ve yuvarlak somunların döndürülmesi ile gerçekleştirilen kapların (5, 10, 25) boyuna hareketi ile yapılır.
Konik dişlilerin dişlilerinin ayarlanması, sonradan tekerleklerin istenen pozisyonda sabitlenmesiyle eksenleri boyunca hareket ettirilerek yapılır.
Dişlilerin dişlileri ayarı, contanın diğer karter kapağının altından kaydırılmasıyla yapılabilir. Dişlinin uygun şekilde ayarlanmasıyla, şaftın flanşının 40 mm yarıçapı çevresinde hareketi 0 2 - 0 6 mm arasında olmalıdır.
Takıldığı zaman dişler arasındaki yan boşluğu azaltmak için dişlilerin ayarlanması tavsiye edilmez, çünkü bu, dişlerin içeri giren yüzeylerinin göreceli konumlarının ihlal edilmesine ve parçalanmasına neden olabilir. Aşınmış dişlileri yenileriyle değiştirirken, karşılıklı konumlarını şimler yardımıyla ayarlamak gerekir. Bu durumda, önce yatakları ayarlamalısınız.
Fabrikada montaj sırasındaki dişlilerin ayarlanması, dişlilerin uygun parçalara uygun toleranslar sağlaması nedeniyle dişlilerde ayar yapılmaz. Yatakların aşınmasını telafi etmek için elden geçirirken, dişlilerin debriyajın doğruluğunu kontrol edin. Ayarlama, contaların bir kısmı tahrik pinyon şaftı yatak yuvasının flanşının altından çıkarılarak yapılır. Aubyami arasındaki yanal boşluk 0 1 - 0 4 mm arasında olmalıdır; bu, kardan flanşının delik yarıçapındaki 0 25 - 0 9 mm açısal yer değiştirmesine karşılık gelir. Standart pakette, 0 100 - 0 085 kalınlığında contalar; 0 25 - 0 23 ve 0 80 - 0 75 mm.
Ana dişlinin konik dişlilerinin dişlileri, millerinin eksenel hareketleri ile ayarlanır. Küçük konik dişli hareket eder, küçük bir konik dişlinin şaft muhafazası ile karter ana dişlisi arasına takılan ayar şim sayısını değiştirin. Standart paket, 0 05 kalınlığında contalar; 0 1; 0 2; 0 5; 10 mm. Contalar 0 1 ve 0 5 mm isteğe bağlı olarak ayarlanmıştır.
Ana dişlinin konik dişlilerinin dişlileri, millerinin eksenel hareketleri ile ayarlanır. Küçük konik dişli hareket eder, küçük bir konik dişlinin şaft muhafazası ile karter ana dişlisi arasına takılan ayar şim sayısını değiştirin.
Boyadaki dişlinin temas bandının yapısına göre ayarlanması aşağıdaki gibi yapılır.
Boyadaki dişlinin temas bandının yapısına göre ayarlanması aşağıdaki gibi yapılır. Bir tekerleğin dişleri boya ile lekelenir ve her iki tekerleğin yapıştırılmasından sonra iki veya üç tur kontrol edilir, sonuç olarak dişlinin kalitesine bakıldığı, boyayla bulaşmamış tekerleğin dişlerinde izler görülür. Daha önce belirtildiği gibi, en elverişli baskı, yükü olmayan tekerlekler dişin ince bir kısmı tarafından çaba gösterdiğinde dikkate alınır (bkz. ŞEK.
| Kontrol devresi montaj grubu konik dişliler. Yanlış örgü konik dişlilere sahip boya çeşitleri. |
Nişanın temas bandının yapısına göre ayarlanması aşağıdaki gibi yapılır.
Ana dişlinin konik dişlilerinin dişlilerinin ayarlanması, tahrik dişlisini kartere yerleştirdikten ve yatakları kontrol ettikten sonra gerçekleştirilir. Arka dingilin tasarımına bağlı olarak üretilen tahrik konik dişlilerin montajı. Araç M-20'yi takmadan önce, karter kapağını ve aks muhafazasını yatak ve contalarla önceden monte edin. Konik makaralı rulmanların dış halkaları, karter kapağının deliklerine, sonuna kadar durana kadar monte edilir. İki mil, dingil milinin kasasına bastırılır, çalışma yüzeyleri gresle yağlanır.
Konik dişlilerin normal olarak birbirine geçmesi onları erken aşınma ve kırılmaya karşı korur ve dişlerdeki sürtünmeyi azaltır. Konik dişlilerin bu şekilde birleşmesi, eksenleri aynı düzlemde, birbirlerine dik olarak uzandıklarında ve konilerin tepeleri çakıştığında doğrudur. Bunu yapmak için, konik dişlilerin arka aks muhafazasında belirli bir konuma monte edilmesi gerekir.
Parçaların aşınması ve yıpranması sonucu, dişli bağlantısı kırılabilir. Önemli yatak aşınması ve montaj yuvaları ile dişlilerin akslarının dikliği kopar veya akslar aynı düzlemde olmayabilir; Dişler aşındığında, dişliler arasındaki yan boşluk artar ve temas yüzeyi diş yüksekliği boyunca kayar.
İlk durumda, yatakları değiştirmek gerekir. Dişlilerin orijinal konumlarını eksenel yönde hareket ettirerek eski haline getirmek. Dişli dişlerin aşınmasının ilave hareketleriyle telafi edilmesine izin verilmez, çünkü aşınmış dişler arasında normal bir boşluk bırakıldığında konilerin uçları çakışmaz.
Arka aksı monte ederken, pinyon dişlisi 28 (“Belarus” traktörünün arka aksının şemasına bakınız), arka ucu ile diferansiyelin geometrik ekseni arasındaki mesafe 130 ± 0\u003e 15 mm olacak şekilde ayarlanır. Bu, şanzımanın ana milinin ön yatağının camının flanşı altına döşenerek elde edilir. Dişli dişlerinde 0,25 - 0,50 mm aralığın yan boşluğu, diferansiyel eksen yataklarının sağ ve sol camlarının flanşlarının altındaki contalar 22 tarafından düzenlenir. Dişlilerin dişlilerinin doğruluğu boyayı kontrol eder: pinyon dişlisinin kapağını ince bir boya tabakasıyla kaplayın ve tahrik dişlisini bir tur çevirin.
Mürekkep baskısı, sürülen dişlinin diş uzunluğunun% 80'inden az değilse ve baskının ortasının tabana veya dişin üstüne doğru büyük bir kayma olmaması durumunda, bir bağlantı doğru olarak kabul edilir.
Yanal boşluk miktarı, büyük dişli tabanındaki dişler arasında yuvarlanan bir kurşun plaka veya bir gösterge ile belirlenir.
Dişlinin doğruluğu ve kullanımda olan dişlilerin yan boşluğu miktarı, traktörün rutin onarımları sırasında veya konik dişlinin anormal çalışma işaretleri oluştuğunda kontrol edilir. İkinci durumda, dişlilerde talaş, çentik ve diğer arızaların (göbek üzerindeki tahrik dişlisinin tepesinin mi yoksa diferansiyel eksen üzerindeki sol yatağın) zayıflamış olup olmadığını kontrol etmek gerekir.
Dişlilerin dişlisini ayarlamak için sadece arka aks demonte edildiğinde veya dişlerdeki boşluk 1,2 mm'yi geçiyorsa yapılmalıdır. Bu tür bir ayar sırası aşağıdaki gibidir: fren çubuğunun bağlantısını kesin ve bardakların kapaklarını çıkarın; iki cıvatanın flanşın montaj deliklerine vidalanması, contaları (22) çıkarabilmeniz için sağdaki bardağı bastırın; aynı şekilde, sol kupayı dişli dişleri arasındaki boşluğun boyutuna kadar bastırın; Contaları kullanarak, dişlerin aşınmasını göz önünde bulundurarak daha yüksek bir boşluk yerleştirin ve dişlinin dişli düzeninin doğruluğunu, baskının yapısına göre kontrol edin; Bundan sonra, diferansiyel aksın yataklarını gresle doldurun ve bardakların kapaklarını, içlerindeki olukların bardaklardaki yağ besleme delikleriyle çakışacak şekilde yerleştirin.
UAZ-452'nin ana dişlisinin iç dişlilerindeki yataklar, yan boşluklar ve temas başlangıçta fabrikada ayarlanmıştır. Operasyon sürecinde, kural olarak, ayarlanması gerekmez. Bunların ayarlanması sadece herhangi bir parçayı, yatağı değiştirirken veya yataklardaki eksenel boşluğu değiştirirken gereklidir.
Aşınmadan dolayı ortaya çıkan ana dişlinin dişli dişleri arasında artan yan boşluk ayarlaması ile azaltılamaz, çünkü bu durumda hareketli dişlilerin göreceli pozisyonları bozulur, bu da gürültüde bir artışa neden olur ve muhtemelen dişleri kırar.
Çalışma sırasında ortaya çıkan konik makaralı rulmanlardaki eksenel boşluk, ana dişlinin hareketli dişlilerinin konumunu bozmadan ortadan kaldırılmalıdır. Ana dişlilerin dişlerinde yanal boşluk ve dişliler sadece değiştirildiklerinde düzenlenir.
Tahrik edilen dişlinin aks boşluğu belirdiğinde, uzak akslardaki yağ doldurma deliğinden kontrol edilir, tahrik edilen dişlinin küçük bir eforla döndürülmesini sağlayarak, aynı kalınlıktaki şimleri uydu kutusunun sağ ve sol taraflarına eklemek gerekir.
Parça değişiminden sonra diferansiyel yatakları aşağıdaki gibi ayarlanır:
1. Diferansiyel yatakların iç halkalarını diferansiyel kutusunun muylularına bastırın, böylece uçları ile uydu kutusunun uçları arasında 3,0-3,5 mm'lik bir boşluk kalsın.
2. Diferansiyel düzeneğini krank karterine takın, ayarlama yaparken kalınlığını dikkate almak için contayı karter konnektörüne yerleştirin ve ardından kapağı takın ve her iki yönde dikkatlice döndürerek, silindirlerin doğru pozisyonda kalması için yatakları döndürün. Bu durumda mahfaza eksenleri dikey konumda olmalıdır. Ardından, yatakların yuvarlanmasını rahatsız etmeden, kapağı krank karterine cıvata ve somunlarla eşit şekilde bağlayın.
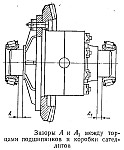
3. Somunları ve cıvataları sökün ve kapağı çıkarın. Diferansiyeli karterden dikkatli bir şekilde çıkarın ve bir ölçüm cihazı kullanarak uydu kutusunun uçları ile iç yatak halkaları arasındaki A ve A1 boyutlarını doğru bir şekilde ölçün.
4. Ölçülen A + A1 ölçülerinin toplamına eşit kalınlıkta bir conta paketi seçmek. Diferansiyel yataklarında bu contalara önyükleme sağlamak için 0,2 mm kalınlığında başka bir conta ekleyin. Bu nedenle, seçilen şim paketinin toplam kalınlığı nihayet A + A1 + 0.2 mm'ye eşit olmalıdır.
5. Diferansiyel yataklarının iç halkalarını uydu kutusunun kenarlarından çıkarın. Seçilen conta paketini yaklaşık olarak ikiye bölün. Karter tarafında, contaların kalınlığı, kapak tarafındaki contaların kalınlığından 0,3-0,4 mm daha büyük olmalıdır. Tahrik dişlerinin ve tahrik dişlilerinin yan boşluğunu ayarlarken yanal birleşmeyi daha fazla önlemek için bu gereklidir.
6. Contaları uydu kutusunun boynuna takın ve iç yatak halkalarını kutunun ucunda duruncaya kadar bastırın.
Pinyon dişlisinin eksenel hareketine izin verilmez. Çift konik yataktaki eksenel açıklık ve sıkılaştırmasının zayıflaması, ana dişlinin dişlilerinin dişlerinin doğru bir şekilde oturmasını engeller, iç halkanın salmastra tarafından dönmesine, flanş yüzeyinin aşınmasına, yağ halkasının uçları, ara halkası ve şimlerin tahrip olmasına neden olur. Bütün bunlar dişlilerin dişlerinin erken aşınmasına ve pinyon dişlilerinin yataklarının tahrip olmasına neden olur.
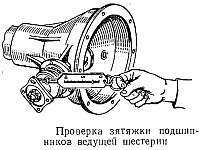
Çift konik yatağın ayarı, flanş elle tutularak kontrol edilir. Pinyonun yatağın içindeki hareketini hissederseniz, somunu sıkmanız gerekir. Somun sonuna kadar sıkılırsa ve eksenel hareket ortadan kalkmazsa, o zaman şim paketinin kalınlığını azaltarak ve somunu arızalanarak sıkarak çift konik yatağı ayarlayın, değeri bir yay dinamometresi ile kontrol edilen ön yükleme ile sağlayın.
Aynı zamanda, tahrik edilen dişli düzeneğinden farkı çıkarmak için karter kapağının çıkarılması gerekir. Uygun şekilde ayarlandığında, yay dinamometresi flanştaki delik için dişliyi döndürürken 1,5–3 kgf kuvvet göstermelidir. Somunun arızalanmaması için sıkma işleminde, makaraların doğru pozisyonda kalması için yatağın yuvarlanması üretmek gerekir.
Pinyon ve diferansiyel yatakları ayarlandıktan sonra, ana dişlilerin dişlerinin yan boşluğunu ve dişlilerini ayarlamaya devam edin. Yan boşluğu ve ana dişlinin dişlilerinin konumunu konik yataklı pinyonun altına ayarlarken ayar halkasını ayarlayın. Bu halkanın kalınlığı 1.43 mm'ye eşit olmalıdır.
Tahrik dişlisi tertibatı ile ayarlanmış çift konik yatak, karterin içine sonuna kadar bastırılır. Yuvarlanma yoluna ve silindirlere zarar gelmemesi için, baskı kuvveti dış halkasından geçirilmelidir. Ardından, deformasyona neden olmamak için, yağ halkasını ve cıvatalarla hafifçe eşit bir şekilde tutturulmuş çift konik yatağın kapağını takın.
Flanşı ve rondelaları taktıktan sonra, somunu sıkıp flanşı döndürerek makaraları rulo halinde sıkarlar. Karterde diferansiyel tertibatı tahrik dişliyle ayarlayın. Karter konektörünün düzlemine, diferansiyel yatakların ayarlandığı bir conta taktıktan sonra, kapağı karterin içine cıvata ve somunlarla bağlayın. Böyle bir ön montaj yapıldığında, pinyon dişlisinin her bir devri boyunca dört noktadan geçerek yan boşluğu kontrol edin.
Bunu yapmak için, yarı akslar yardımıyla tahrik dişlisinin yavaşlatılması ve tahrik dişlisinin dişler temas edene kadar her iki yöne döndürülmesi gerekir. Ana dişlinin yeni dişlilerinin dişleri arasındaki yan boşluk 0,1-0,3 mm arasında olmalıdır. Bu boşluk, flanşın delik yarıçapı yayı boyunca açısal hareketi ile ölçülen 0.2-0.6 mm değerine karşılık gelir.

Yan boşluk, contaların uydu kutusunun bir tarafından diğerine geçişini düzenler. Contayı kapağın yanından çıkarırsanız, ağdaki boşluk artar, ancak eklerseniz - boşluk azalır. Contalar yalnızca bir taraftan diğer tarafa yeniden düzenlenebilir, ancak diferansiyel yatakların ayarlanmış ön yükünü kıracağından, bunlar düşürülemez veya eklenemez.
Yan boşluğu ayarladıktan sonra, ana dişlilerin dişlileri kontrol edilir. Bunu yapmak için, sürülen dişlinin dişlerinde belirli bir kıvamda boya boyayın. Sıvı boya diş yüzeyine yayılır ve lekelenir, bu da temas yamasının gerçek yerini belirlemeyi zorlaştırır, çok kalın boya dişler arasındaki boşluklardan sıkılmaz.
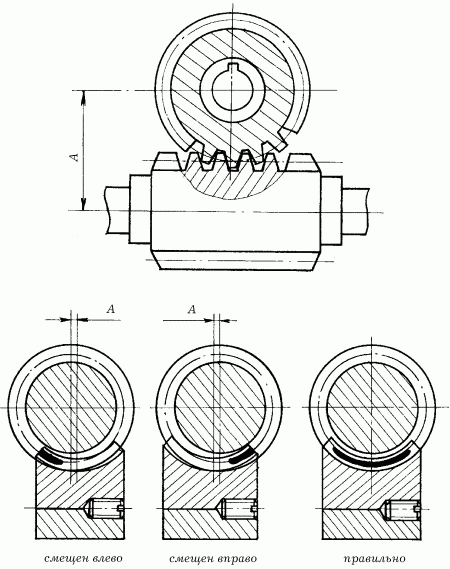
Yarı-eksenlerin yardımıyla, tahrik edilen dişlinin yavaşlatılması ve net bir temas yaması belirtilinceye kadar öncü olanı her iki yönde sürmek gerekir. Dişlerin doğru leke temasını aldıktan sonra, dişlilerin ve yan boşluk ağlarının uçlarının montajını kontrol edin. Aşağıdakiler, arka dingilin ana dişlisinin tahrik dişlilerinin dişleri üzerindeki tipik temas yamaları ve tahrik ve tahrik dişlilerini hareket ettirerek dişlilerin uygun şekilde dişlinin elde edilmesinin yollarını göstermektedir.
Temas yamasında UAZ-452'nin arka aksındaki ana dişlilerin dişlilerinin doğruluğunun kontrol edilmesi.

Tahrik dişlisini tahrik milinden uzağa hareket ettirmek için ayar halkasının kalınlığı değiştirilerek tahrik dişlisinin hareket ettirilmesi sağlanabilir, ayar halkasının daha büyük bir kalınlığa ayarlanması gerekir ve bunun tersi, tahrik dişlisini tahrik dişlisine hareket ettirmek için ayar halkasının daha küçük ayarlanması gerekir.
Tahrik edilen dişlinin hareketi, yan boşluğu ayarlarken olduğu gibi sağlanmıştır - diferansiyelin yatak aralarını değiştirerek. Ayarlama tamamlandıktan sonra, son montajı yapılır.
Etkileşim prensibi üzerinde çalışan mekanik şanzıman dişli ve sonsuz olabilir.
Dişliler, sırayla, silindirik ve konik olarak ayrılmıştır. Ancak bu, viteslerin son sınıflandırması değildir.
Silindirik tekerleklerin eksenine göre dişlerin konumuna bağlı olarak:
- tasarımdaki en basiti olan silindirik düz dişliler ve buna göre imalatta miller üzerinde eksenel yük oluşturmazlar, bu nedenle montajı büyük ölçüde kolaylaştıran özel baskı yataklarına ihtiyaç duymazlar. Bu dişliler, milin küçük bir çalışma dönme hızına sahip mekanizmalarda kullanılır. Düz dişlilerin dezavantajı, mekanizmanın çalışması sırasında, özellikle şanzıman tekerlekleri doğru bir şekilde işlenmediğinde;
- silindirik helisel dişliler, dişleri ayırma silindiri üzerindeki sarmal çizgiler boyunca konumlandırılmıştır. Bu tür dişlilerin dişleri düzgün bir şekilde geçtiğinden, kademeli olarak gürültü seviyesi azalır ve yük kapasitesi artar. Bununla birlikte, dişlerin eğimli düzenlemesi nedeniyle, eksenel kuvvet tekerleği mil boyunca eksen boyunca hareket ettirme eğilimindedir, bu nedenle, helisel dişliler monte edilirken milin eksenel olarak sabitlenmesi gerekir;
- Silindirik zikzak dişlisi, kolu sol ve sağ dişlerin değişen bölümlerinden oluşan bir tekerlek. Böyle bir düzenlemeyle, çok büyük güçlerin transferini sağlayan eksenel kuvvet yoktur;
- silindirik şanzıman iç dişlileri. Bu dişlinin dişlilerinin yüzeyleri birbirinin içine yerleştirilmiş ve tekerlekler bir yönde dönüyor.
Silindirik dişlilerin tekerleklerini takmadan önce, dişlerinin, delik çapına göre diş profilinin eşmerkezliliklerini kontrol ettiklerini kontrol edin. Bunu yapmak için, dişli çark sert bir şekilde monte edilmiş bir mandrel üzerine monte edilmiştir, dişlerin arasına gösterge ayağı yerleştirilmiş bir silindirik ayar ayağı yerleştirilir ve okumalarını kaydeder. Mandreli çevirin, göstergeyi iki veya üç diş arasında kaydırın ve okumaları tekrar kaydedin, bu şekilde devam edin ve mandrelin tam dönüşüne kadar devam edin, ardından tüm okumalardan en büyük ve en küçük olanı seçin. Alınan sapmaların izin verilen değeri aşmaması durumunda (belirli bir mekanizma için teknik verilere göre), tekerleğin birleştirilmesine izin verilir.
Düz dişlilerin montajı aşağıdaki teknolojik işlemlerden oluşur:
- Toplanan birimlerin hazırlanması ve doğrulanması. Dişli halkaları dişlileri işlenmeli, dayak kontrol edilmeli, yıkanmalı, kurutulmalı, çentik, çapak, çapak şeklinde kusur olmamalıdır;
- Tabii ki tekerlekler katlanabilir ise, dişli çarkların montajı. Genellikle çelik veya dökme demirden yapılmış bir göbek ve bir diş taçından (yüksek dereceli çelik veya tektolit) oluşur. Taç, göbeğin diskine bastırılır ve kaynakla veya göbeğin tacı ve diski üzerinde bir diş ile özel olarak delinmiş deliklere vidalanan tapalar ile sabitlenir;
- dişli çarkların millere takılması ve sabitlenmesi. Dişliler mile konur ve konumları anahtarlar, spline veya cıvatalarla sabitlenir;
- Yatak yuvalarında dişli çarklı millerin montajı;
- ayrı bir tekerlek çiftine ve bir bütün olarak şanzımana dişlerin takılmasını ayarlama. Boyadaki dişlinin kalitesini kontrol etmek için. Daha küçük bir tekerlek çapına sahip olan dişler ince bir boya tabakası ile kaplanır ve birkaç dişliyi bir tur geri çevirir. Kancayla, çift tekerleğin üzerindeki boya lekeleri dişlerin yan yüzeyinin orta kısmına yerleştirilmeli ve diş yüzeyinin en az% 50-60'ı yüksekliğinde ve en az% 70-90'ı uzunluğunda olmalıdır. Noktalar, yüzeyin uzunluğu boyunca yer değiştirirse, millerin eksenleri eğrilir. Lekelerin diş sapına daha yakın yükseklikte yer değiştirmesi, millerin merkezden merkeze uzaklığında ve dişlerin kafasına yakın bir merkezde, merkezden merkeze mesafedeki bir artış olduğunu gösterir.
Konik dişliler, şaftların eksenlerinin belirli bir açıda kesiştiği dişlilerin ayrılmaz bir parçasıdır (en yaygın olanı 90 ° 'dir). Konik dişlilerin dişlerinin şekli düz, eğik ve yuvarlak olabilir. Eğik ve yuvarlak dişlere sahip tekerlekler, ağır yükler ve yüksek şaft hızlarına sahip dişlilerde kullanılır (örneğin, vites kutusunu bir arabanın arka aksına döndürürken).
Tekerlekleri konik dişlilere takma ve emniyete alma teknikleri, silindirik dişlileri takma ve emniyete alma tekniklerine benzer. Ancak, konik dişlileri monte ederken, her iki tekerleğin ilk konilerin (I - I ve II - II) bileşenlerinin eşleşeceği ve konilerin (O ve O1) tahmini merkezlerinin çakıştığı şekilde ayarlandığı zaman tekerleklerin dişlisinin doğru olduğu unutulmamalıdır. Şekil 63).
Şek. 63. Konik dişli.
Milleri konik tekerleklerle monte etmeden önce, deliklerinde ortalanmış iki milin koltuklara monte edildiği koltuklarının eksenlerinin göreceli konumlarının doğruluğunu kontrol edin: eğer prob aralarındaki boşluğa serbestçe girerse, eksenlerin düzeni doğrudur.
Konik dişlinin normal çalışması ancak eşleşen tekerleklerin dişleri arasında yanal bir boşluk olması durumunda mümkündür.
Boşluğun boyutu, her mekanizma türü için farklıdır ve 0,08-0,20 mm arasındadır. Tekerlekler serbest erişime sahipse, yan boşluk sondasının miktarını ölçün. Ancak, kurşun plakaların yardımı ile kontrol daha yaygındır: çiftleşme tekerleklerinin dişleri arasında bir ön plaka geçirilir ve tekerlekler döndürülür. Her seferinde yeni bir plaka kullanarak çevrenin çevresine eşit aralıklarla yerleştirilmiş birkaç yerde işlemi tekrarlayın.
Bir mikrometre (bkz. Şekil 1, b) deforme olmuş plakaların her birinin kalınlığını ölçer; aralığın büyüklüğü, elde edilen ölçümlerin aritmetik ortalaması olarak tanımlanmaktadır.
Asıl boşluk istenen değere uymuyorsa, boyutu, tekerleklerden birinin koniyi azaltmak için koninin hedeflenen ucuna doğru ya da arttırmak için ondan hareket ettirildiği şekilde ayarlanır. Konik dişlilerin yeni pozisyonlarını sabitlemek için contalar dayanma yüzeylerinin altına yerleştirilir.
Birleştirilmiş dişli konik dişli, dişlinin kalitesi (boya kontrolünün silindirik dişlilerin kontrolüne benzer), gürültü seviyesi (yüksek iletim seviyesinde yavaş modda yanmış), sürtünme (yağlayıcı aşırı ısınmazsa, daha sonra arayüzlerde sürtünme normaldir) açısından kontrol edilir.
Şaftların geometrik eksenleri, genellikle 90 ° 'lik bir açıyla birbirleriyle kesiştiğinde sonsuz dişliler kullanılır.
Sonsuz dişli bir sonsuz ve sonsuz bir tekerden oluşur. Aynı zamanda, sonsuz dişli düz silindirik olabilir (sonsuz dişlinin 1-2 dişi aynı anda tutturulur) - veya küresel - içbükey (burada 5-6 diş eşzamanlı olarak tutturulur, bunun sonucunda silindirik sonsuz dişliler ve verimlilik). Sonsuz dişlileri monte ederken, her şeyden önce, rulmanlar mekanizma mahfazasına ve zaten içlerinde bulunur - üzerine sonsuz ve sonsuz dişlinin monte edildiği miller.
Redüktörün son sabitlemesinden önce, boyaya takılan dişlerin doğruluğunu kontrol edin: bu durumda, sonsuz dişin vida yüzeyini ince bir boya tabakası ile örtün, sonra yavaşça çevirin (Şek. 64).
Şek. 64. Sonsuz dişlilerin dişlilerinin doğruluğunun kontrolü.
Düzgün bir geçme ile boya, sonsuz dişlinin dişlerinin yan yüzeyini en az% 50–60 (orta kısımda) uzunluk ve yükseklikte örtmelidir.
Sonsuz dişli flanşının altında uygun sağ veya sol contanın kalınlığını seçerek sonsuz dişlinin dişlisini ayarlayabilirsiniz (kolaylık olması için, yarım halkalar şeklinde yapılır, bu nedenle montajı montajı sökmek gerekmez, sadece ayar vidalarını gevşetin). Bu tür dişlilerin çoğunda, sonsuz dişlerin monte edildiği yatak hazneleri dişlidir, bu nedenle dişlinin ayarlanması somunları döndürerek, eksen boyunca dişli tekerler ile birlikte hareket ettirerek yapılabilir.
Kitaptan: Korshever N. G. Metal üzerinde çalışıyor