Rregullimi i ingranazhet e ingranazhet e ingranazhet kryesore. Rregullimi i ingranazhit të ingranazheve të pjerrëta të boshteve të pasme të traktorëve
PËRSHKRIMET THEMELORE TË TRAKTORIT DT-20 DHE SHIRIT T-16 VETËVENDOSJE
Rregullimi i ingranazhet e ingranazhet e ingranazhet kryesore
Traktor DT-20. Pastrimi aksial i pjesëve të mekanizmit të kundërt në boshtin e ndërmjetëm duhet të jetë 0.2-0.5 mm. Nëse hendeku është më i madh se 0.8 mm, atëherë zëvendësoni rondele me rrymë të shpuar. Rondele me spinë janë 4, 4,3, 4,7 dhe 5 mm të trasha.
Hendeku midis dhëmbëve të marsheve të kundërt. dhe boshti i boshtit të boshtit primar nuk duhet të kalojë 0.2-0.4 mm për ingranazhet e reja dhe 1.5 mm për punëtorët. Reduktimi i hendekut në ingranazhet e punës është i ndaluar. Vlera e njëjtë e pastrimit në ingranazhin e djathtë dhe të majtë vendoset duke ndryshuar numrin e gaskets 8 nën fllanën e kupës 9 të boshtit të ndërmjetëm që mban në anën e djathtë. Angazhimi i ingranazheve të pjerrët të boshtit primar dhe të kundërt rregullohet duke ndryshuar numrin e shimëve 3 nën fllanxhën e kupës mbajtëse 2 të boshtit kryesor.
Shasi vetëlëvizës T-16. Zbritja anësore e ingranazhet e pjerrët duhet të jetë 0.15-0.30 mm. Nëse hendeku kalon 0.5 mm, atëherë ju duhet të hiqni disa nga shims nga nën fllanxhë të kupës mbajtëse të boshtit të hyrjes. Pas kësaj, mospërputhja midis anëve të pasme të marsheve duhet të jetë jo më shumë se 1 mm. Nëse kjo vlerë tejkalohet, atëherë gjysma e gaskets hequr duhet të vendosen nën fllanxhë, dhe nga nën fllanxhë të strehimit bosht të bashkim tufë heqin pjesë të gaskets, trashësia e përgjithshme e të cilave duhet të jetë e barabartë me trashësinë e gaskets instaluar rishtas nën fllanxhë e filxhan primar bosht.
Rregullimi i ingranazhit të çiftit të ingranazheve është bërë nga lëvizja gjatësore e gota 5, 10, 25, e cila kryhet duke ndryshuar trashësinë e guarnicioneve 6, 14 dhe duke e kthyer gojën e rrumbullakët.
Rregullimi i ingranazhit të ingranazheve të pjerrët bëhet duke i lëvizur ato përgjatë boshteve të tyre me fiksimin pasues të rrotave në pozicionin e kërkuar.
Rregullimi i marsheve të ingranazhit mund të bëhet duke zhvendosur copë litari nën një mbulesë të poshtme të karterit nën tjetrin. Me rregullimin e përshtatshëm të marsheve, lëvizja e fllanxhës së boshtit rreth rrethit të një rrezeje prej 40 mm duhet të jetë ndërmjet 0 2 - 0 6 mm.
Nuk rekomandohet rregullimi i ingranazhit të ingranazheve për të zvogëluar zmadhimin anësor ndërmjet dhëmbëve kur ata janë të veshur, pasi kjo do të shkaktojë një shkelje të pozicionit relativ të sipërfaqeve të drejtimit të dhëmbëve dhe mund të shkaktojë prishjen e tyre. Kur zëvendëson ingranazhet e konsumuara me ato të reja, është e nevojshme të rregulloni pozicionin e tyre të përbashkët me ndihmën e shimëve. Në këtë rast, duhet së pari të rregulloni kushinetat.
Rregullimi i ingranazheve të ingranazhit gjatë montimit në fabrikë nuk prodhon, meqë ingranazhet e duhur të ingranazheve sigurojnë tolerancat e duhura në pjesët e çiftëzimit. Gjatë rishikimit për të kompensuar veshin e kushinetave, kontrolloni korrektësinë e tufës së ingranazhit në bojë. Rregullimi është bërë duke hequr një pjesë të gaskets nga nën fllanxhë të strehimit mbajtëse të bosht vinçi drive. Zvarritja anësore mes aubyamit duhet të jetë brenda 0 1 - 0 4 mm, e cila korrespondon me zhvendosjen këndore të fllanxhës së kardanit në rreze të vrimave me 0 25 - 0 9 mm. Paketa standarde përfshin gaskets me një trashësi prej 0 100 - 0 085; 0 25 - 0 23 dhe 0 80 - 0 75 mm.
Rregullimi i ingranazheve të pjerrët të marsheve kryesore përshtatet me lëvizje boshtore të boshteve të tyre. Masa e vogël e shtresës së pjerrët lëviz, duke ndryshuar numrin e rrotullimeve të rregullimit të instaluar në mes të strehimit bosht të një veshjeje të vogël të pjerrët dhe të marsheve kryesore të karikimit. Paketa standarde përfshin gaskets me një trashësi prej 0 05; 0 1; 0 2; 0 5; 1 0 mm. Gaskets 0 1 dhe 0 5 mm vendosur në kërkesë.
Rregullimi i ingranazheve të pjerrët të marsheve kryesore përshtatet me lëvizje boshtore të boshteve të tyre. Masa e vogël e shtresës së pjerrët lëviz, duke ndryshuar numrin e rrotullimeve të rregullimit të instaluar në mes të strehimit bosht të një veshjeje të vogël të pjerrët dhe të marsheve kryesore të karikimit.
Rregullimi i ingranazhit në bojë sipas natyrës së patch-it të kontaktit bëhet si më poshtë.
Rregullimi i ingranazhit në bojë sipas natyrës së patch-it të kontaktit bëhet si më poshtë. Dhëmbët e një rrotë janë ngjyrosur me bojë dhe të dy rrotat, pas aderimit të tyre, kontrollohen për dy ose tre rrotullime. Si rezultat, gjurmë shfaqet në dhëmbët e rrotave, jo të lyera me bojë, me të cilën cilësohet cilësia e ingranazhit. Siç është thënë tashmë, është konsideruar gjurma më e favorshme, kur rrota pa përpjekje për transferimin e ngarkesës nga një pjesë e hollë e dhëmbit (shih FIG.
| Kuvendet e kuvendit të kuvendit të qarkut të kontrollit Llojet e printimeve të bojrave me ingranazhet e pjerrta të çarçafëve të gabuar. |
Rregullimi i angazhimit sipas natyrës së patch-it të kontaktit bëhet si më poshtë.
Rregullimi i ingranazhit të ingranazheve të pjerrët të marsheve kryesore kryhet pas instalimit të marsheve të drejtuar në karakteri dhe kontrollimi i kushinetave. Instalimi i ingranazheve me rrota të shtyrë të prodhuara në varësi të dizajnit të boshtit të pasëm. Para se të instaloni atë nga makina M-20, para-montoni mbulesën e karterit dhe boshtet e boshtit me kushineta dhe vulat. Unazat e jashtme të kushinetave me rul të ngushtë janë instaluar në vrimat e kapakut të karikimit deri sa të ndalet në fund. Dy gjëndra janë shtypur në shtresën e jashtme të boshtit të boshtit, sipërfaqja e tyre e punës është ngjyrosur me yndyrat.
asamble ingranazhet
K ATEGORY:
Punimet metalike dhe instrumentale
Asambleja gear
Grumbullimi i ingranazheve është zbatimi i lidhjeve tipike - kyçur, fiksuar, pin, i lëvizshëm i palidhur dhe i palëvizshëm, i ndërprerë etj. Sekuenca e montimit të secilës nyje përcaktohet nga dizajni i saj. Përmbledhur nga metodat, metodat dhe teknikat e diskutuara më herët, duke përdorur mjete, pajisje dhe pajisje të përshtatshme.
Asambleja e kontrollit përfshin kontrollin paraprak dhe përgatitjen e detajeve të transmisionit; asambleja aktuale; inspektimit; rregullimi dhe futja në.
Sekuenca dhe metodat e bërjes së lidhjeve përcaktohen nga dizajni i produktit. Për shembull, nëse pajisja e marsheve ka një lidhje përgjatë boshteve të boshteve, boshtet në strehim janë montuar me rrota dhe kushineta. Pastaj instaloni pjesën e sipërme të trupit dhe rregulloni atë. Së fundmi, kapakët e mbajtjes janë mbledhur. Në rast se nuk ka lidhje të tillë, asambleja bëhet më e komplikuar. Në fillim, njëri prej kushinetave është montuar në bosht, fundi i lirë i boshtit është futur në strehëz përmes një forme në të cilën është montuar lidhja e montuar në bosht. Dhe tashmë përmes një dritare në rastet e rrotave të mjeteve, detajet e fiksimit të tyre, të dyja që mbajnë boshtin janë mbledhur. Pastaj bosht është montuar me kushineta në nyjet përkatëse të strehimit dhe vendosni kapakët e mbajtjes.
Pas asamblesë, transmetimi monitorohet dhe kontrollohet nga dalja radiale. rrota gear, zona e kontaktit e dhëmbëve të angazhuar rrota gear dhe pastrimi anësor në rrjetë. Për të kontrolluar vendin e kontaktit një nga elementet dhëmbëzim (zakonisht një rrotë më të vogël ose një krimb), me një shtresë të hollë të bojës dhe ngadalë e kthejnë atë pak kthesa. Zhvendosja e fushës së kontaktit tregon një hapësirë të zvogëluar ose në rritje axial, mosangazhimin e akseve. Në varësi të shkallës së saktësisë së pajisjes dhe llojit të saj, sipërfaqja e kontaktit duhet të jetë së paku 30-75% e lartësisë së dhëmbit dhe 30-95% të gjatësisë së dhëmbit. Zonat e mëdha të kontaktit korrespondojnë me ingranazhet më të sakta.
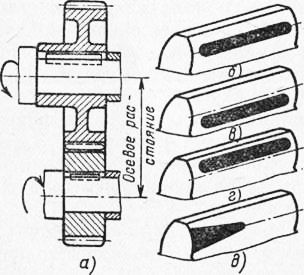
Fig. 1. Përcaktimi i defekteve të rrotullimit të rrotëzave cilindrike nga rryma e kontaktit: a është modeli i angazhimit, b është distanca qendrore e qendrës, c është distanca e qendrës së reduktuar, g është distanca e rritur e qendrës, d është mosangazhimi i akseve
Zbritja anësore në ingranazhet cilindrike dhe me kokë përcaktohet nga një sondë ose duke rrotulluar një tel të plumbit midis dhëmbëve, diametri i të cilit është një e gjysmë herë më shumë se hendeku i lejuar. Zhdoganimi i garantuar i anës në ingranazhin e krimbave përcaktohet nga këndi i rrotullimit të krimbit me rrotullën e rrotës së bashkuar.
Ingranazhet e montuara kontrollohen për zbutjen dhe zhurmën. Nëse ka defekte, përshtatni transmetimin dhe nëse është e pamundur të eliminohen defektet, ato zëvendësojnë pjesët përkatëse.
Montimi i një kuti cilindrike me një fazë me dhëmbë të zhdrejtë. Detaje themelore e njësisë së kuvendit të kutisë së shpejtësisë është rasti i saj, i cili është përafruar për asamblenë në planin horizontal me një saktësi prej 0.1 mm në një gjatësi prej 1000 mm duke përdorur një sundues kontrolli dhe niveli i vendosur në sipërfaqen e lidhësit. Si rregull, kutitë e marsheve kanë një avion të lidhësit përgjatë boshtit të boshteve, i cili siguron kushte të mira të montimit.
Kutia e parë me timon dhe dy kushineta rul dhe një sërë unazash rregulluese, të vendosura në mes të fundit të unazës së jashtme të mbajtësit dhe mbulesave të fiksimit, vendosen së pari në kutinë e ndryshimit të shpejtësisë 6. Daljet e prodhimit të boshteve janë vulosur me pranga.
Në mënyrë të ngjashme, mblidhni një bosht me gjilpërë me kushineta me rul të ngushtë dhe unaza rregulluese me një kapak fiks; prangosur dhe vulosur me një kapak. Kur grumbullohen, avionët e lidhësit të rastit dhe kapaku janë të veshura me një "ngjitës" paste për të siguruar densitetin; pastaj vendosni bulonet dhe pinin kon.
Për të inspektuar dhëmbët e ingranazhit dhe marrjes së vajit gjatë montimit, ka një dritare shikimi në kapak që mbyllet nga një kapak. Për mbushjen e vajit gjatë operimit ka një vrimë, e mbyllur nga një ndalues. Për lubrifikim qarkullimi, është instaluar një grykë (kur lubrifikon rrota me zhytje, nuk ka hundë). Nafta derdhet nëpërmjet një vrime në pjesën e poshtme të trupit, e mbyllur nga një çalë. Për të kontrolluar nivelin e vajit është një prizë kontrolli.
Thyerja e ingranazheve. Pajisjet e marshit janë bërë për të korrigjuar njollat e papërshtatshme të prekjes, dmth., Për të rritur zonën e kontaktit përgjatë gjatësisë dhe lartësisë së dhëmbëve sipas madhësisë së kërkuar nga kushtet teknike, për të zvogëluar ashpërsinë e sipërfaqeve të punës së dhëmbëve, për të zvogëluar zhurmën dhe për të rritur qëndrueshmërinë e ingranazheve. Në procesin e bluarjes së sipërfaqes së dhëmbëve janë gërryeset e brëndshme që gërryen në mes të dhëmbëve.
Për të drejtuar-në aplikoni gëlqere gëlqere dhe paste GOI. Madhësia e grurit të ngjitësit zgjidhet në varësi të shkallës së saktësisë, fortësisë së sipërfaqes së dhëmbit dhe modulit të ingranazhit. Për thyerjen, dhëmbët e rrotave janë të mbuluara me një shtresë të hollë të vazhdueshme të ngjitës gërryes dhe, duke përdorur një motor elektrik të lidhur me boshtin e vozitjes së kutisë së shpejtësisë, jepni një gjykim të djegur në një shpejtësi prej 20-30 rpm në intervalin prej 5-10 min. Pas heqjes së ngjitës nga disa dhëmbë, ata kontrollojnë gjendjen e sipërfaqeve të tyre të punës. Mungesa e rezultateve dhe defekteve të tjera, si dhe shfaqja e gjurmëve të kontaktit, tregon një proces normal. Në të ardhmen, të drejtuar-në plumb me një rritje graduale në çift rrotullues në boshtin e prodhimit të gearbox.
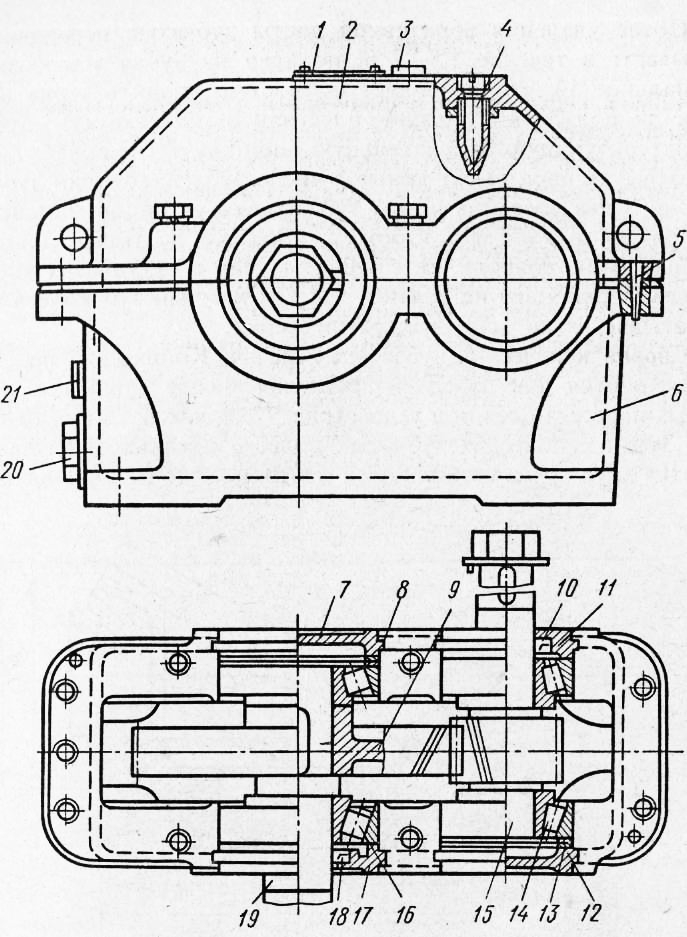
Fig. 1. Reducer cilindrike me një fazë me dhëmbë të zhdrejtë
Procesi i thyerjes në çdo 30 minuta ndërpritet për të kontrolluar gjendjen e sipërfaqeve të dhëmbëve, për të përcaktuar madhësinë e vendndodhjes së kontaktit dhe për të zëvendësuar atë me një të re.
Pas heqjes së pastave abrazive, ingranazhet rrotullohen për 1.5-2 orë, duke ushqyer naftën industriale në dhëmbë, gjë që ju lejon të hiqni tërësisht grurin gërryes dhe të merrni një sipërfaqe të butë dhe të shndritshme të dhëmbit që karakterizon zonën përfundimtare të patch-it të kontaktit. Nëse një palë veshje ka një numër të dhëmbësh të dhëmbëve, atëherë një dhëmb i rrotave të ingranazhit dhe dy dhëmbëve ngjitur të timonit nga skajet janë shënuar (për shembull, me shkronjën O) ashtu që dhëmbët e montuar do të përkojnë gjatë instalimit. Për paletat me një numër jo të shumëfishtë të dhëmbëve, shënimi nuk është bërë, pasi që çdo dhëmb i timonit shtohet në të gjitha dhëmbët e ingranazhit.
Montimi i ingranazheve me pjerrësi. Mekanizmat e zhvendosjes përdoren për të transferuar rrotullimin midis boshteve, akset e të cilave ndërpriten në kënd (Fig. 2, a), si rregull, të barabartë me 90 °.
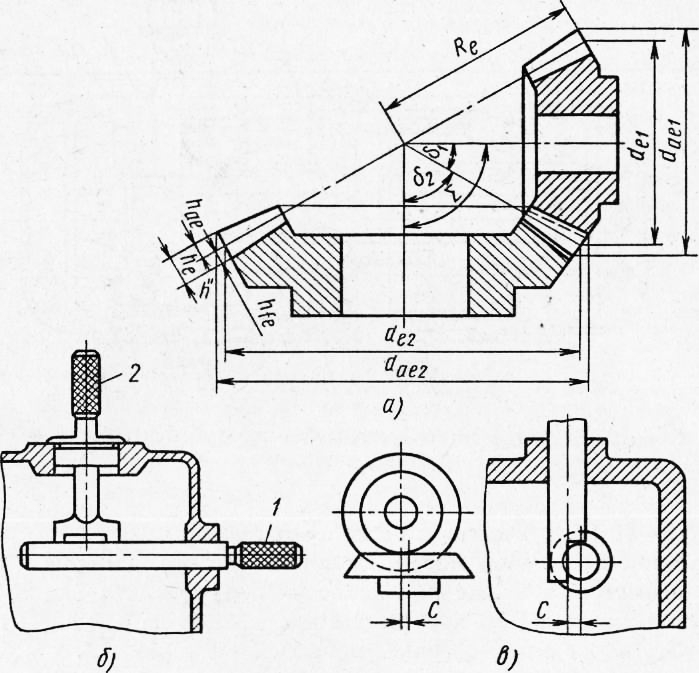
Fig. 2. Skema e një ingranazhi të pjerrët (a), duke kontrolluar perpendicularitetin e boshteve të rrotave (b), duke kontrolluar shtrirjen e boshteve (c)
Dimensionet kryesore të ingranazhit të pjerrët zakonisht konsiderohen në seksionin e jashtëm, ku dhëmbi ka përmasat më të mëdha në sipërfaqen e konit shtesë (diametri i jashtëm i gjoksit de = mzl, diametri i majave të dhëmbit d = t (z + 2aS5), ku 6 është këndi i konit të këndit - këndi midis aksit një rrotë konike dhe një kon e ndarjes që e formon atë, Fig. 2, a). Ato mund të shihen në çdo seksion tjetër (mesatar, i brendshëm, etj.).
Kërkesat për ingranazhet e pjerrtësisë, si dhe teknikat për montimin dhe montimin e tyre në bosht, janë të njëjta si për ingranazhet cilindrike.
Është e këshillueshme që të përshtaten me rrota në mënyrë që dhëmbët të vijnë në kontakt me sipërfaqen e punës më afër skajeve të hollë, meqë pala e hollë minohet më shpejt dhe gjatë ngarkimit për shkak të deformimit të fundit të hollë të dhëmbëve, përshtatja e tyre arrihet përgjatë tërë gjatësisë.
Para instalimit të ingranazheve kontrolloni këndin e boshtit dhe zhvendosjen e boshteve. Perpendicularity e akset është kontrolluar nga një mandrinë cilindrike dhe një mandrinë që ka dy protrusions avionët e të cilëve janë pingul me aksin. Sonda mat hendekun midis zgjatjeve. Shtrirja e akseve kontrollohet me mandrela të ngjashme me mandrela me skajet e prera në gjysmë (Fig. 2, c). Kur kombinoni sondën e matur, matni hendekun C mes tyre.
Rrotat e presuara kontrollojnë për rrahjen e kurorës, montojnë marshin dhe arrijnë koincidencën e vertikave imagjinare të konëve. Para instalimit bëhet në skajet e rrotave. Ingranimi kontrollohet duke zhvendosur ingranazhet në drejtimin axial, derisa të arrihen të njëjtat hapësira laterale C dhe radiale rreth gjithë perimetrit. Ju mund të zhvendosni ose një rrotë ose të dyja. Gjetur pozicionin e saktë të rrotullave fiks caktuar të gaskets ose unazat e rregullimit, të vendosura në mes të fund të timonit dhe parvaz të bosht. Në prani të kushinetave të kontaktit këndor me rregullimin e shimëve, rregullimi i zhvendosjes së boshtit me timon. Në mënyrë që të mos shqetësojnë boshllëqet në kushinetat, për të zhvendosur rrota nga nën një mbajtëse, spacers janë hequr dhe zhvendosur në anën e kundërt.
Korrektësia e kontrollit të ingranazhit në bojë. Paint dhëmbët në një timon dhe roll rrota për të prodhuar një shtyp. Kur gjurma nuk gjendet në qendër të dhëmbit, angazhimi rregullohet.
Nëse rrota e ingranazhit, e cila është e vendosur në aksin II - II, lëviz në të majtë - në drejtim të kulmit të konit fillestar, boshllëqet në ingranazh do të ulen. Nëse zhdoganimi anësor nuk mund të matet me një matës të ndijimit për shkak të qasjes së vështirë të transmetimit, atëherë përdoren pllakat e hollë të plumbit, trashësia e të cilave është 1.5 herë më e madhe se pastrimi i kërkuar. Për ta bërë këtë, shkumëzoni tre dhëmbë, të shpërndarë në mënyrë të barabartë rreth perimetrit dhe futni pllakat e plumbit midis tyre. Pastaj rrotulloni një nga boshtet. Shtrëngimi midis dhëmbëve, fletët rrafshojnë. Duke matur trashësinë e secilës pllakë me një mikrometër dhe duke llogaritur mesataren aritmetike të tre matjeve, merret vlera e boshllëkut lateral.
Rregullimi i ingranazhit në bojë sipas natyrës së fushës së kontaktit është si vijon. Dhëmbët e një rrotë janë ngjyrosur me një shtresë të hollë bojë dhe të dy rrotat janë kontrolluar për 2 - 3 kthesa. Në dhëmbët e një rrotë që nuk është ngjyrosur me bojë, një gjurmë është marrë që është përdorur për të gjykuar gearing. Madhësia e vendit varet nga klasa e saktësisë së transferimit dhe duhet të jetë 40 - 60% e gjatësisë së dhëmbit dhe 20-25% të lartësisë së pjesës së punës.
Nëse gjurmët e bojës janë të vendosura fort në një anë të dhëmbit në fund të ngushtë, dhe në anën tjetër - në fund të gjerë, kjo tregon një shtrembërim të rrotave të mjeteve. Këto gabime duhet të korrigjohen nga operacionet shtesë të montimit. Transmisioni çmontoni dhe kontrolloni nëse ingranazhet janë instaluar në boshtet dhe pozicionin e akseve në strehim.
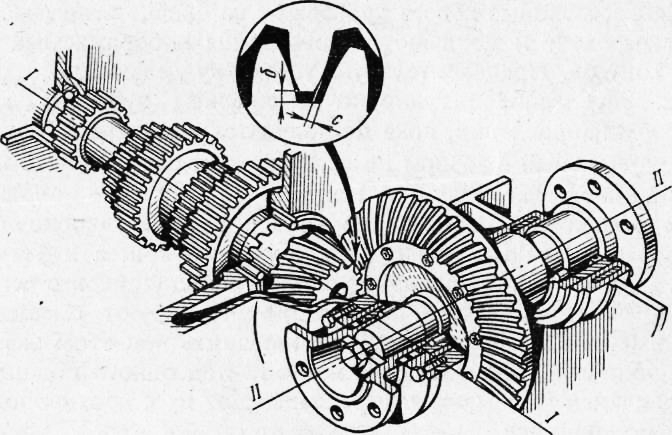
Fig. 3. Kontrolloni dhe rregulloni pastrimin duke zhvendosur rrota përgjatë boshteve I-I dhe 11-11
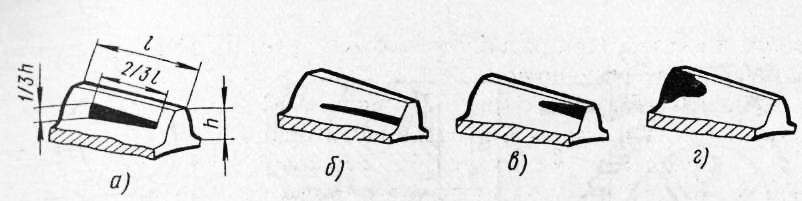
Fig. 4. Vendndodhja e spoteve të kontaktit kur kontrolloni për bojë: a - angazhim i saktë, b - pastrimi i pamjaftueshëm, c, d - kënd i qendrës së parregullt
Fusha e kontaktit e kërkuar në ingranazhet e pjerrëta merret duke u futur me gërma abrazive, si për ingranazhet cilindrike.
Kuvendi i ingranazhit të rra. Mjetet e krimbave përdoren për të transmetuar rrotullimin midis dy boshteve që kalojnë në një kënd prej 90 ° dhe për të arritur një raport të madh të shpejtësisë. Zakonisht transferimi kryhet nga krimbi në timon. Ingranazhet e krimbave përbëhen nga një krimb 1 - një vidë me një fije modulare trapezoidale (këndi i profilit 40e) dhe rrotë krimbi.
Raporti i marshit veshje me rra - raporti i numrit të dhëmbëve të rrotave z2 me numrin e vizitave të krimbit, dmth., dhe - z2 / zv
Për veshje me rra GOST 2144 - 66 ofron raportet e marshit nga 8 në 80. Rrotullat e krimbave kanë një KPD relativisht të ulët.
Krimbat mund të jenë me fileto të vetme dhe të shumëfunksionuara dhe të kryhen së bashku me boshtin ose montuar, të prodhuara veçmas dhe montuar në bosht me ndihmën e dowels.
Distanca midis rrotullimeve ngjitur të krimbit - hapi P (Fig. 80, b). Diametri i katranit të krimbit është d = qm, ku q është koeficienti i diametrit të krimbit (q = 7.1 - 2.5).
Rrota e krimbave ka dhëmbë konkave të formës spirale. Në pjesën aksiale, ajo ka të njëjtat elemente dhe varësi gjeometrike si ingranazhi cilindrik. Krimbi është bërë prej çeliku 40, 45, 40X, 40XH, e ndjekur nga shuarja (mundësisht në rryma të frekuencave të larta) ose çeliku të betonuar 15X, 20X, 20HNZA, 20HF, etj. Kthesat e krimbave janë tokë.
Rrotat e rra për rritjen e efikasitetit të ingranazheve janë bërë nga bronzi O.FYU-1, Bron.ONF, Br.AZh9-4. Rrotat e ingranazheve me shpejtësi të ulët janë bërë prej gize. Për të shpëtuar bronzë të shtrenjtë, është bërë vetëm një kurorë prej tyre. Shtypeni mbi një shpërndarës të hekurit ose çelikut dhe të fiksuar me vidha ose bulona.
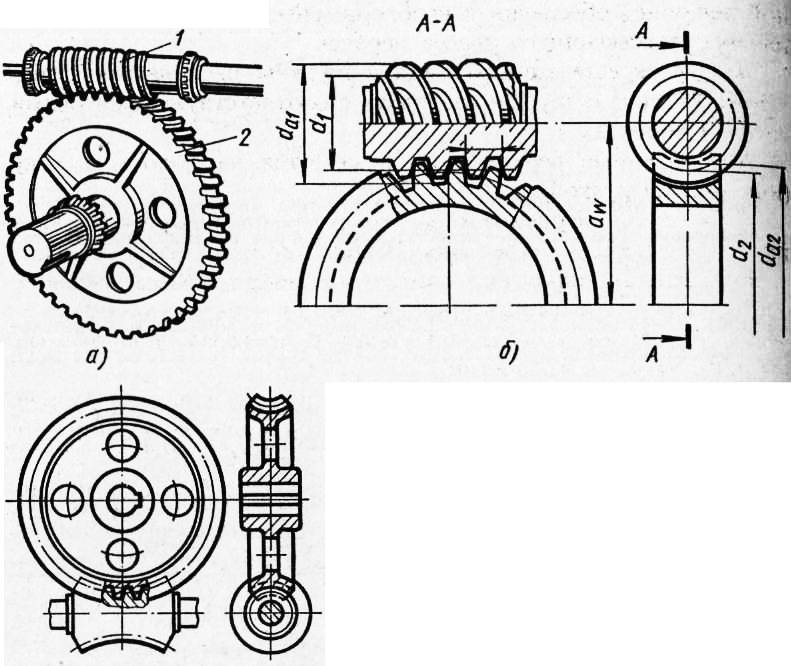
Fig. 5. Rrota gear: a - pamje te pergjithshme, b - elemente transferimi, c - krimb konkave
Përveç ingranazheve të krimbave, në të cilat krimbi ka një vijë të drejtë që formon një cilindër ndarës (krimbat arkimedean), ka ingranazhe me krimba të tërthorta (ata kanë një profil të kthyeshëm të kthyeshëm), si dhe ingranazhet globe me krimba në formë konkave.
Kërkesat teknike në vijim janë të vendosura për ingranazhet e krimbave:
1. Profilet dhe rryma e rrotës së krimbave dhe krimbave duhet të përputhen.
2. Krimbja duhet të jetë në kontakt me secilin dhëmb të rrotës së krimbave për të paktën 2/3 të gjatësisë së harkut të dhëmbit të rrotës së krimbave.
3. Rrahja radiale dhe fytyrën e rrotës së krimbave nuk duhet të tejkalojë kufijtë e përcaktuar për shkallët korresponduese të saktësisë.
4. Largësitë ndër-boshtore duhet të jenë në përputhje me vlerën e llogaritur, duke siguruar vendosjen e duhur të pastrimit për klasën e përshtatshme të mjetit.
5. Akset e boshteve ndërthurëse duhet të jenë në një kënd prej 90 ° me njëra-tjetrën dhe të përkojnë me akset përkatëse të bazave në mbajtëse.
6. Ingranazhet e montuara testohen në boshe (ose nën ngarkesë).
7. Madhësia e goditjes së vdekur të krimbit (këndi i rrotullimit të krimbit kur rrota është e fiksuar) nuk duhet të jetë më e lartë se standardet e vendosura për klasën e përshtatshme të mjetit; kur kontrollon për lehtësimin e kthimit të krimbit, sigurohet që rrotullimi të jetë brenda kufijve të lejuar nga kërkesat teknike.
8. Gjatë testimit të pajisjes së mbledhur nën ngarkesë, kontrollohet butësia dhe ngrohja e mbështetësve të mbështetjes, të cilat nuk duhet të jenë më të larta se 323-333 K (50-60 ° C).
9. Gjatë kontrollimit të transmetimit duhet të funksionojë mirë dhe në heshtje.
Asambleja e ingranazhit të rrajes fillon me kontrollimin e distancës së qendrës së shtëpisë së ingranazhit Metoda për kontrollin e ndarjes së boshtit është treguar në Fig. 6, a. Në kutinë e përcaktuar të mandrinëve të kontrollit. Njëri prej tyre instalon një shabllon me tri skeda. Madhësia e hendekut në mes të zgjatjes së shabllonit dhe mandrelit përcakton devijimin distanca qendrore.
Mënyrat për të kontrolluar shtrirjen aksiale (këndi i kryqëzimit) janë treguar në fig. 81.6.
1. Kontrolloni mandrinët dhe shabllonin, si dhe distancën qendrore. Matni hendekun midis zgjatjeve të shabllonit dhe merrni dallimin e provave. Madhësia e gjerësisë së përkuljes së rrotave do të merret duke shumëzuar diferencën e marrë nga raporti i dimensioneve të gjerësisë së rrotave deri në distancën ndërmjet parashikimeve.
2. Në boshtin e rrotës së krimbave ose të mandrelit të vënë në levë me tregues. Duke përmbledhur pikat e treguesit në mënyrë alternative në skajet e majtë dhe të djathtë të boshtit të rrafshetit ose gjilpërë, diferenca në devijimin gjykohet nga mosangazhimi i akseve.
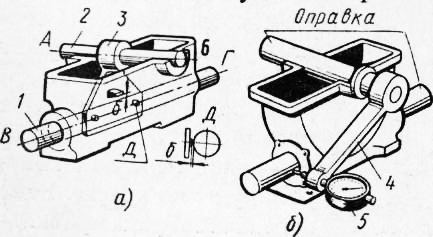
Fig. 6. Mënyrat për të kontrolluar vrimat në mbajtësin e ingrancës së rrafshtë: ndarje a - bosht, b - akset bosht (kënd kryqëzimi)
Në skajet e pjerrët të krimbës dhe të rrotave, leva në tregues janë të fiksuar, vini re pozicionin e shigjetës së shenjës (dhe për këtë arsye krimbën) në pozicionin fillestar dhe pastaj krimbi është pak i kthyer përpara se levë të fillojë të shmanget dhe këndi cp (në sekonda këndore) është i barabartë me leximin e treguesit diferenca midis vlerave përfundimtare dhe fillestare) shumëzuar me L: 3600 (L është distanca nga boshti i krimbave deri te topi tregues).
Angazhimi normal i ingranazheve me rrota i mbron ato nga veshin e parakohshëm dhe thyerje dhe zvogëlon fërkimin në dhëmbë. Një angazhim i tillë i ingranazheve të pjerrëta është i saktë kur akset e tyre qëndrojnë në të njëjtin plan, pingul me njëri-tjetrin, dhe majat e konëve përputhen. Për ta bërë këtë, ingranazhet e pjerrët duhet të vendosen në një pozitë të caktuar në strehimin e boshtit të pasmë.
Si rezultat i konsumit të pjesëve, angazhimi i ingranazhit mund të prishet. Me veshin e konsiderueshme të kushinetave dhe vendeve të tyre në rritje, pjerrësia e akseve të marsheve është prishur ose boshtet mund të mos jenë në të njëjtin plan; kur dhëmbët zhduken, zhdukja anësore midis ingranazheve rritet dhe sipërfaqja e kontaktit lëviz përgjatë lartësisë së dhëmbit.
Në rastin e parë, është e nevojshme të zëvendësohen kushinetat. Për të rivendosur pozicionin origjinal të ingranazhet duke i zhvendosur në drejtimin axial. Kompensimi i veshjes së dhëmbëve të ingranazhit nga lëvizja e tyre shtesë nuk lejohet, pasi kur një pastrim normal midis dhëmbëve të veshur, këshilla e kone nuk do të përputhet.
Gjatë montimit të boshtit të pasmë, mekanizmi i rrotës së gjilpërës 28 (shih diagramin e boshtit të pasmë të traktorit "Bjellorusi") është vendosur në mënyrë që distanca midis fundit të saj të pasmë dhe boshtit gjeometrik të diferencialit të jetë 130 ± 0\u003e 15 mm. Kjo arrihet duke hedhur nën fllanxhin e qelqit të mbajtjes së përparme të boshtit kryesor të kutisë së shpejtësisë. Zbritja anësore në dhëmbët e ingranazhit në rangun prej 0.25 - 0.50 mm rregullohet nga guarnicionet 22 nën fllanxhat e syzeve të djathtas dhe të majtë të kushinetave të boshtit diferencial. Korrektësia e ingranazheve të marsheve kontrollon për bojë: dhëmbët e mbulesës së ingranazhit të rrotës me një shtresë të hollë bojë dhe kthen rrotat e drejtuara një kthesë.
Një angazhim konsiderohet i saktë nëse gjurmët e bojës janë të vendosura jo më pak se 80% të gjatësisë së dhëmbit të marsheve të shtyrë dhe në mes të shtypjes nuk ka zhvendosje të madhe drejt bazës ose majës së dhëmbit.
Shuma e pastrimit anësor përcaktohet nga një pllakë plumbi i mbështjellë midis dhëmbëve në bazën e mjeteve të mëdha ose me një tregues.
Korrektësia e ingranazhit dhe madhësia e zhdoganimit anësor të ingranazheve që punojnë kontrollohen gjatë riparimit aktual të traktorit ose kur shfaqen shenja të funksionimit jo normal. veshje me pjerrësi. Në rastin e fundit, është e nevojshme të kontrollohet nëse nuk ka patate të skuqura, prerje dhe keqfunksionime të tjera në ingranazhet, nëse kurora e ingranazhit të drejtuar në shpërndarës ose në pjesën e majtë të boshtit diferencial është dobësuar.
Për të përshtatur ingranazhin e ingranazhet e punës duhet të jetë vetëm në rastin kur boshti i pasëm i çmontuar ose nëse hendeku në dhëmbë tejkalon 1.2 mm. Rendi i rregullimit të tillë është si më poshtë: shkëputni shufrën e frenave dhe hiqni kapakët e kupave; vidhosja e dy bulonave në vrimat e montimit të fllanxhës, shtypni kupën e duhur në mënyrë që të hiqni gaskets 22; në të njëjtën mënyrë shtypni kupën e majtë sipas madhësisë së hendekut midis dhëmbëve të marsheve; Duke përdorur gaskets, instaloni një zmadhim në rritje duke marrë parasysh veshin e dhëmbëve dhe kontrolloni korrektësinë e shtrirjes gear gearing nga natyra e shtypura; pas kësaj, mbushni kushinetën e boshtit diferencial me yndyrat dhe vendosni kapakët e kupave në mënyrë që grouan në to të përkojnë me vrimat e furnizimit me vaj në gota.
Procedura për rregullimin e ingranazheve të ingranazhit
Procedura për përshtatjen e ingranazhit të ingranazheve për të siguruar sipërfaqen e saktë të kontaktit është e ngjashme me atë të përshkruar në projektimin e boshtit të automjetit ZIL-431410 (shih Tabelën 3.1).
Kur kontrolloni tek prodhuesi në stolin e testimit të një çifti hypoid të zgjedhur për të korrigjuar patch-in e kontaktit për të siguruar operimin e heshtur, gear mund të zhvendoset nga ± 0.3 mm nga madhësia e vendosur teorike L = 219 mm (3.39). Shenja "- + -" korrespondon me heqjen e ingranazhit nga boshti i rrotave. Në përputhje me madhësinë dhe drejtimin e zhvendosjes së marsheve, një devijim në milimetra nga madhësia e vendosur teorike me një shenjë të përshtatshme "-) -" ose "-" zbatohet në fund të saj të vogël. Nëse patchja e kontaktit korrespondon me referencën në madhësinë nominale të instalimit, atëherë shenja 0 zbatohet në ingranazhin e hipoideve. Devijimi tregohet pas numrit të caktuar.
Pas të gjitha rregullimeve me vidën e mbështetjes, është e nevojshme të vendosni një hendek prej 0.15 ... 0.20 mm midis bllokut mbështetës dhe rrotave të hipoidit, dhe pastaj të vendosni vidën me një arrë bllokimi.
3.39. Rregullimi i madhësisë së rrotave të hipoideve
Duhet të theksohet se në urën e ndërmjetme mbartësin e vajit nuk është instaluar në bllokun e mbështetjes.
Kushinetat e boshtit të rrotave të boshteve të drejtimit rregullohen në të njëjtën mënyrë si në boshtet e përparme (shih nënseksionin "Pezullimi i Frontit dhe boshtet e përparme pa ngarje").
mirëmbajtje
Mirëmbajtja e boshteve të automjetit të makinës ZIL-133Ç, si dhe boshtet e motorëve të modeleve të tjera, konsiston në monitorimin e nivelit të vajit dhe rimbushjen e tij nëse është e nevojshme. Nafta derdhet përmes vrimave të mbushjes para se të dalë nga vrimat e kontrollit të vendosura në mbulesat e pasme të rasteve të boshtit. Rekomandohet që kullimi i vajit nga ura të zëvendësohet menjëherë pas punës. Kontrolli i nivelit të vajit kryhet në TO-2, ndryshoni vajin në TO-2 të gjashtë. Duhet të theksohet edhe një herë se vetëm TM-4-18 (TSp-14gip) naftë është përdorur për ura me një pajisje hipoid kryesore. Kujdes duhet t'i kushtohet vulosjes së lidhësve në ura. Me TO-1, është e nevojshme të kontrolloni dhe të shtrëngoni të gjitha bulonet dhe arrat, sidomos t'i kushtoni vëmendje fiksimit të pajisjes kryesore drejt karrocës së urës së urës, si dhe shtrëngimit të bulonave të fiksimit të syzeve dhe kapakëve të kushinetave të marsheve. Lirimi i bulonave mund të rezultojë në kontakt të dobët të marsheve dhe veshin e shtuar. Lirimi i shpeshtë i bulonave, duke shkaktuar nevojën për t'i shtrënguar ato, mund të tregojë pamjen e një pastrimi aksial në kushinetat. Në këtë rast, është e nevojshme të rivendoset rregullimi i kushinetave.
Kujdes duhet t'i kushtohet lidhjes së boshteve me shpërndarës të rrotave. Zhvendosja e nyjeve të kësaj lidhjeje mund të çojë në prerjen e kunjve të montimit të boshtit.
Gjithashtu është e nevojshme të monitorohet besueshmëria e vulave të buzëve dhe pastërtia e frymëmarrësve. Shpërthimet e ajrit të bllokuar rrisin presionin brenda karikimit dhe mund të shkaktojnë rrjedhje të vajit edhe përmes vulave të përdorshme.