Jak připojit měděnou trubku k plastové. Jak připojit měděné trubky: základní metody
Měděné komponenty pro instalaci potrubí nejsou horší než analogy z jiných materiálů a dokonce překonávají, pokud jde o trvanlivost a odolnost vůči teplotám. Spolehlivost a funkčnost měděných komunikací však zcela závisí na kvalitě připojovacích uzlů.
Tvarovky a trubky vyrobené z vysoce kvalitní mědi nejsou v technických vlastnostech horší než komponenty pro potrubí z jiných oblíbených materiálů. Na rozdíl od slitin na bázi železa měď vůbec nerezaví. Kromě toho se nebojí ultrafialového, extrémně nízkého a vysoké teploty, zatímco pro polymerní sloučeniny jsou stejně škodlivé sluneční světlo, mráz a intenzivní horko. Měděné trubky váží málo, snadno se přepravují, skladují a instalují.

Všechny tyhle pozitivní vlastnosti umožňují, aby produkty z měděných trubek zůstaly oblíbené jako komponenty pro instalaci systémů:
- přívod teplé a studené vody,
- klimatizace,
- rozvod plynu,
- topení.
Vlastnosti spojovacích prvků pro měděné trubky
Vzhledem k tomu, že měděné komponenty se používají v oblastech, kde je i sebemenší úniky nepřijatelné, do uzlů měděné trubky na vodiče jsou kladeny vysoké požadavky. Při spojování potrubí je důležité zajistit nejen maximální spolehlivost a těsnost, ale také zabránit chemickým procesům, které nepříznivě ovlivní složení pracovní prostředí a stavu potrubí.
Pro instalaci potrubí můžete použít tvarové prvky z různých materiálů:

Poznámka! Černé ocelové tvarovky nelze použít ke spojování měděných trubek, i když jsou pochromované nebo pozinkované. Měď reaguje s nelegovanou ocelí, což může mít za následek zničení tvarového prvku.
Typy armatur
Všechny spojovací armatury jsou rozděleny do několika typů podle jejich funkcí:
- Přímo - pro přímé spojení dvě trubky stejného průměru. Takové armatury se nazývají spojky, tělo je obvykle ve tvaru válce.
- Přechodové - pro přímé spojení dvou trubek různých průměrů. Adaptéry neboli redukce mají složitý tvar: dva krátké válce různých velikostí jsou spojeny komolým kuželem.
- Úhlové nebo otočné - pro spojování stejných trubek pod úhlem. Takové tvarovky se nazývají ohyby nebo rohy, úhel ohybu těla je od 15 do 90 stupňů.
- Větvení – pro spojení dvou nebo více proudů nebo rozdělení jednoho proudu na několik. Tělesa T mají tři odbočné trubky, jejichž průměry se mohou lišit. Křížová tělesa se skládají ze čtyř nebo více trysek spojených v pravém úhlu.
- Těsnění - pro ucpání volných odboček. Tyto tvarované prvky, nazývané zátky, jsou víko nebo zátka.
Komunikace z mědi jsou dnes vzácné, ale výhradně spolehlivá možnost pro zásobování vodou a vytápění soukromého domu. Převládající názor na obtížnost instalace měděných potrubí není v praxi absolutně potvrzen. Vlastní pájení měděných trubek je dostupné i pro neprofesionála, pokud zná technologii procesu a vlastní nástroje. Osvojte si složitosti připojování měděných trubek, sestavte si vlastní instalatérské práce a už nikdy nebudete muset řešit komunikaci.
Měděné trubky jsou dobré, protože: nepodléhají korozi, mají životnost více než půl století, jsou dostatečně měkké, aby se nebály zamrznutí vody v nich. Měď je dokonale hladký materiál, který zabraňuje tvorbě plaku v potrubí a materiál má také baktericidní vlastnosti.
Poznámka! Složení materiálu měděných trubek pro domácí komunikace by mělo být z 99% čisté mědi. Slitiny s "aditivy" tvoří na povrchu špatně rozpustné oxidy, což brání kvalitnímu pájení.
Existují dva typy měděných trubek v závislosti na způsobu jejich výroby:
- žíhaný;
- nežíhaný.
Tyto trubky mohou mít stejné složení, ale výrazně se liší ve fyzikálních vlastnostech.
Žíhané trubky jsou flexibilní trubkový materiál. Míru flexibility lze posoudit podle toho, že se prodávají ve svitcích navinutých jako hadice. Flexibilita žíhaných trubek je velkým plusem při instalaci. Z nich můžete vytvářet různé konfigurace bez použití dalších dílů. To přináší úsporu materiálu na armaturách a spotřebního materiálu. Snižuje náklady na pracovní sílu, opotřeb menší počet spojení.
A přestože jsou tyto trubky považovány za méně pevné než ty nežíhané, jejich bezpečnostní rezerva je pro komunikaci v jednotlivých domech dostačující.
Nevyžíhané trubky nejsou podrobeny dodatečnému zpracování - zůstávají tuhé. Takový materiál si můžete koupit přímými jízdami, jako jsou obvyklé ocelové. Elektroinstalace nežíhaných komunikací se provádí pomocí armatur.
Metoda je založena na kapilárním vzlínání kapaliny (roztavené pájky) podél nejtenčí mezery mezi stěnami trubky. Existují dva typy pájení měděných trubek: nízkoteplotní a vysokoteplotní pájení. Rozdíl v pájení závisí především na teplotě tavení pájky. Pro vysokoteplotní pájení se používají žárovzdorné pájecí tyče, pro nízkoteplotní - měkké pájky stočený do svitků. V souladu s tím se acetylenové a propanové hořáky používají k ohřevu trubek při vysokoteplotním pájení, někdy stačí pro nízkoteplotní, oheň z opalovací lampa. Pájení lze použít na všechny typy měděných vodičů, včetně sběračů solární ohřev kde lze trubky ohřát až na 250°C, je nízkoteplotní pájení náročnější na teploty ohřevu trubek, přesto se s úspěchem používá v teplovodních a otopných soustavách. V těchto typech pájení nejsou žádné strukturální rozdíly, ale pro hrdlové spoje se častěji používá vysokoteplotní pájení a nízkoteplotní pájení se používá pro spoje trubek s tvarovkami, do kterých je zatavena pájka, i když je také možné .
Pro instalaci měděných potrubí se používají tři typy trubek: měkké (R 220), polotuhé (R 250) a tvrdé (R 290). Jako parametr tvrdosti (tvrdosti) je navržena pevnost v tahu v MPa (N/mm²). Měkké trubky se prodávají válcované do polí, polotuhé a tvrdé - rovné tyče. Zásadním rozdílem u těchto typů potrubí je tlak dopravovaného média, kterému potrubí odolá. Tvrdé trubky odolávají nejvyššímu tlaku (290 N/mm²), měkké trubky nejnižšímu tlaku (220 N/mm²). Tlak, který vzniká v bytových a dokonce i chatových potrubích, úspěšně odolá kterémukoli z těchto potrubí. A pokud potřebujete postavit parní kotelnu nebo minivýrobu, pak se neobejdete bez výpočtu a návrhu projektu, ale to je jiné téma.
Při pájení zásuvek (obr. 36) se používají měkké, polotvrdé nebo tvrdé měděné trubky s předžíhaným koncem. Jeden z konců trubky s expandérem je vytvarován do hrdla, podobně jako hrdlo kanalizační potrubí, bude do něj vložen konec další trubky. Je třeba pamatovat na to, že při žíhání konců tvrdých trubek uvolníte kov a trubka na spoji získá vlastnosti měkké trubky. Tuto okolnost je třeba vzít v úvahu při navrhování potrubí podle tlakových kritérií.
Rýže. 36. Spojování měděných trubek hrdlovým pájením
Chcete-li vyrobit objímku, musíte na expandéru použít pouze ty hlavy, které jsou určeny pro daný průměr trubky, pak se průměr objímky automaticky ukáže být o něco větší než vnější průměr trubky. Typicky je mezera mezi vnitřními stěnami hrdla a vnějšími stěnami trubky vložené do hrdla přibližně 0,2 mm. Taková mezera zajišťuje, že roztavená pájka je "vtažena" a rovnoměrně rozložena po celé ploše vnitřní povrch hrdla v jakékoli poloze potrubí. Jinými slovy, trubky lze pájet v jakékoli poloze, i když je hrdlo dole, kapilární mezera mezi trubkami do sebe stále "nasává" roztavenou pájku, která se rovnoměrně rozloží po místě pájení. Použití „správné“ rozšiřovací hlavy je 80% úspěchu pájení - mezera mezi trubkami a hloubka hrdla se nastavuje právě tímto nástrojem.
Výrobci trub dnes vyrábějí hotové tvarovky a spojky, na kterých jsou již vyrobeny hrdla (obr. 37). Použití takových dílů zdražuje potrubí, ale zcela eliminuje " lidský faktor“, přítomný v vlastní výroba rozšiřovací zásuvka.
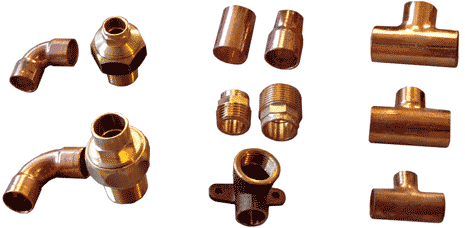 Rýže. 37. Tvarovky z mědi a jejích slitin pro pájení zásuvek
Rýže. 37. Tvarovky z mědi a jejích slitin pro pájení zásuvek Trubky v místě pájky jsou pokryty tavidlem (obr. 38), které bude působit jako mazivo pro pájku a „očištění“ (čištění kovu) pro měď. Při vysokoteplotním pájení stříbrnými nebo bronzovými pájkami se jako tavidlo používá borax. Míchá se s vodou, dokud se nezíská viskózní kaše. Tavidlo se aplikuje bez přebytku pouze na nákružek trubky, který se spojí s tvarovkou nebo hrdlem, a nikoli do tvarovky nebo hrdla. Po nanesení tavidla se doporučuje díly okamžitě spojit, aby se zabránilo vniknutí cizích částic na mokrý povrch. Pokud z nějakého důvodu dojde k pájení o něco později, je lepší, aby díly počkaly na tento okamžik již v kloubové podobě. Doporučuje se otáčet trubkou v tvarovce nebo hrdle nebo naopak tvarovku kolem osy trubky, aby bylo zajištěno rovnoměrné rozložení tavidla v montážní vůle a cítit, že potrubí dosáhlo dorazu. Poté je nutné hadrem odstranit viditelné zbytky tavidla z vnějšího povrchu trubky.

 Rýže. 38. Potahování trubek tavidlem a pájení
Rýže. 38. Potahování trubek tavidlem a pájení Pro pájení měděných trubek se používají pájecí tyče o průměru 3 mm z mědi a stříbra nebo slitin bronzu. Po zhotovení hrdla nebo při použití hotové tvarovky s hrdlem se trubky zasunou do sebe. Křižovatka je ohřívána ze všech stran propanovým nebo acetylenovým hořákem. Zahřívání se provádí tak dlouho, dokud se pájecí tyč zvednutá a přitlačená k objímce nezačne tavit. Se získáváním zkušeností je doba ohřevu dýmek určena změnou barvy dýmky – až do dosažení „červené záře“. Závitové tvarovky pro jejich připojení k dalším potrubím nebo k vodovodním armaturám jsou vyrobeny z bronzu a mosazi a vyžadují delší dobu ohřevu při pájení. Pro stanovení spotřeby pájky na spoj se obvykle používá následující metoda: pájecí tyč je ohnuta ve tvaru písmene G, čímž je ohyb o něco větší než průměr objímky. Jakmile se místo pájení zahřeje na požadovanou teplotu, přitlačí se pájka na mezeru mezi hrdlem a do ní vloženou trubkou a vede se kolem trubky bez zastavení ohřevu spoje. Pájka se roztaví a zateče do mezery. Je nutné natavit celý ohnutý konec pájky do mezery, ne více a ne méně. Zvýšení spotřeby pájky vede k tomu, že může protékat štěrbinou a tavit vnitřní část trubek.Snížení spotřeby pájky vede k nepájení spoje.
Při pájení potrubí musíte dodržovat základní bezpečnostní opatření pro práci s otevřeným ohněm. Je nutné pracovat v plátěných rukavicích, lépe společně s asistentem, držet trubku daleko od místa ohřevu. Při samostatné práci použijte k dočasnému zajištění trubek svorky.
Po vychladnutí je sestava připravena k provozu - jedná se o nejspolehlivější spojení měděných trubek a není vůbec obtížné. Zkušenosti s pájením měděných trubek přicházejí rychle a pro ty, kteří již znají techniku svařování plynem, je to hned jasné. Je pravda, že pro tepelné trubky potřebujete zařízení pro svařování plynem. Někdy (pro pájené spoje malých průměrů) můžete použít horký vzduch výkonné stavba vysoušeče vlasů pomocí omezovače horkého vzduchu k rychlejšímu zahřátí. Dalším způsobem ohřevu bez plamene jsou elektrokontaktní zařízení. Navenek připomínají velké kleště s vyměnitelnými měděnými hlavami pro zakrytí trubek různých průměrů.
Po dokončení pájení sestavy nebo celého potrubí je nutné jej propláchnout, aby se uvolnily vnitřní dutiny od zbytků tavidla. Jak již bylo zmíněno, tavidlo funguje nejen jako mazivo pro pájku, ale také jako leptadlo pro měď, tedy ve skutečnosti jde o agresivní oxidační činidlo. A pokud ano, pak už pro něj uvnitř potrubí nemá co dělat, musí se odtamtud odstranit omytím vodou. Z vnějšího povrchu trubek se uniklé tavidlo odstraní hadrem.
Pájení potrubí na tupo není povoleno. Pokud je nutné spojovat díly end-to-end, pak trubky nepájejí, ale svařují. V zásadě se provádějí téměř stejné operace jako při vysokoteplotním pájení, kromě toho, že není zapotřebí žádné tavidlo a ohřev trubek a tvarovek se zvyšuje na teplotu tavení kovu.
Pro nízkoteplotní pájení se používají tvarovky s do nich zatavenou pájkou. Navenek se jedná o stejné tvarovky pro pájení objímky, ale podél povrchu objímky je vytlačen pás (obr. 39), do kterého výrobci nalévají pájku již ve fázi výroby fitinků. Do tvarovky lze nalít žáruvzdornou i nízkotavnou pájku, díky čemuž lze provádět oba typy pájení. Nejčastěji se však do tvarovek nalévá pájka s nízkou teplotou tavení, takže spoje na takových tvarovkách jsou klasifikovány jako nízkoteplotní pájení.
 Rýže. 39. Tvarovky s natavenou pájkou
Rýže. 39. Tvarovky s natavenou pájkou Technologie spojování měděných trubek na tavených pájecích armaturách je ještě jednodušší než na konvenčních armaturách. Trubky a tvarovky se zpracovávají přesně stejným způsobem, jak je popsáno výše. Trubky se pak vkládají do tvarovek nebo spojek. Tvarovky se ohřívají ohněm foukačky nebo horkým vzduchem stavebního fénu, pájka zapuštěná do tvarovky se roztaví a rozteče po hrdle, připájejí díly (obr. 40). To je celá technologie: vyčištěné a natavené díly jsem zapíchl do sebe, sestavu nahřál foukačem a nechal vychladnout.
 Rýže. 40. Spojení měděných trubek s tvarovkami s do nich zatavenou pájkou
Rýže. 40. Spojení měděných trubek s tvarovkami s do nich zatavenou pájkou Pájené měděné potrubní spoje lze použít pro všechny typy domovního potrubí, s výjimkou potrubí s vysokými teplotami (asi 150–250 °C), které v obyčejný dům nemůže být.
Metoda je založena na kapilárním vzlínání kapaliny (roztavené pájky) podél nejtenčí mezery mezi stěnami trubky. Existují dva typy pájení měděných trubek: nízkoteplotní a vysokoteplotní pájení. Rozdíl v pájení závisí především na teplotě tavení pájky. Pro vysokoteplotní pájky se používají žáruvzdorné pájky, pro nízkoteplotní pájky měkké pájky stočené do cívek. V souladu s tím se acetylenové a propanové hořáky používají k ohřevu trubek při vysokoteplotním pájení, někdy stačí pro nízkoteplotní, oheň z hořáku. Vysokoteplotní pájení lze použít pro všechny typy měděných rozvodů včetně solárních kolektorů, kde lze trubky ohřívat až na 250 °C, nízkoteplotní pájení je náročnější na teploty ohřevu trubek, přesto se s úspěchem používá při ohřevu vody a vytápění systémy. V těchto typech pájení nejsou žádné strukturální rozdíly, ale pro hrdlové spoje se častěji používá vysokoteplotní pájení a nízkoteplotní pájení se používá pro spoje trubek s tvarovkami, do kterých je zatavena pájka, i když je také možné .
Pro instalaci měděných potrubí se používají tři typy trubek: měkké (R 220), polotuhé (R 250) a tvrdé (R 290). Jako parametr tvrdosti (tvrdosti) je navržena pevnost v tahu v MPa (N/mm²). Měkké trubky se prodávají válcované do polí, polotuhé a tvrdé - rovné tyče. Zásadním rozdílem u těchto typů potrubí je tlak dopravovaného média, kterému potrubí odolá. Tvrdé trubky odolávají nejvyššímu tlaku (290 N/mm²), měkké trubky nejnižšímu tlaku (220 N/mm²). Tlak, který vzniká v bytových a dokonce i chatových potrubích, úspěšně odolá kterémukoli z těchto potrubí. A pokud potřebujete postavit parní kotelnu nebo minivýrobu, pak se neobejdete bez výpočtu a návrhu projektu, ale to je jiné téma.
Při pájení zásuvek (obr. 36) se používají měkké, polotvrdé nebo tvrdé měděné trubky s předžíhaným koncem. Jeden z konců trubky se vytvaruje expandérem do hrdla, podobně jako hrdlo kanalizačního potrubí, do něj se zasune konec další trubky. Je třeba pamatovat na to, že při žíhání konců tvrdých trubek uvolníte kov a trubka na spoji získá vlastnosti měkké trubky. Tuto okolnost je třeba vzít v úvahu při navrhování potrubí podle tlakových kritérií.
Chcete-li vyrobit objímku, musíte na expandéru použít pouze ty hlavy, které jsou určeny pro daný průměr trubky, pak se průměr objímky automaticky ukáže být o něco větší než vnější průměr trubky. Typicky je mezera mezi vnitřními stěnami hrdla a vnějšími stěnami trubky vložené do hrdla přibližně 0,2 mm. Taková mezera zajišťuje "vtahování" roztavené pájky a její rovnoměrné rozložení po celém vnitřním povrchu hrdla v libovolné poloze trubky. Jinými slovy, trubky lze pájet v jakékoli poloze, i když je hrdlo dole, kapilární mezera mezi trubkami do sebe stále "nasává" roztavenou pájku, která se rovnoměrně rozloží po místě pájení. Použití „správné“ rozšiřovací hlavy je 80% úspěchu pájení - mezera mezi trubkami a hloubka hrdla se nastavuje právě tímto nástrojem.
Výrobci trub dnes vyrábějí hotové tvarovky a spojky, na kterých jsou již vyrobeny hrdla (obr. 37). Použití takových dílů potrubí prodražuje, ale zcela eliminuje „lidský faktor“ přítomný při samostatné výrobě hrdla s expandérem.
Trubky v místě pájky jsou pokryty tavidlem (obr. 38), které bude působit jako mazivo pro pájku a „očištění“ (čištění kovu) pro měď. Při vysokoteplotním pájení stříbrnými nebo bronzovými pájkami se jako tavidlo používá borax. Míchá se s vodou, dokud se nezíská viskózní kaše. Tavidlo se aplikuje bez přebytku pouze na nákružek trubky, který se spojí s tvarovkou nebo hrdlem, a nikoli do tvarovky nebo hrdla. Po nanesení tavidla se doporučuje díly okamžitě spojit, aby se zabránilo vniknutí cizích částic na mokrý povrch. Pokud z nějakého důvodu dojde k pájení o něco později, je lepší, aby díly počkaly na tento okamžik již v kloubové podobě. Doporučuje se otočit trubku v tvarovce nebo hrdle nebo naopak tvarovku kolem osy trubky, aby bylo zajištěno rovnoměrné rozložení tavidla v montážní mezeře a pocit, že trubka dosáhla stop. Poté je nutné hadrem odstranit viditelné zbytky tavidla z vnějšího povrchu trubky.
Pro pájení měděných trubek se používají pájecí tyče o průměru 3 mm z mědi a stříbra nebo slitin bronzu. Po zhotovení hrdla nebo při použití hotové tvarovky s hrdlem se trubky zasunou do sebe. Křižovatka je ohřívána ze všech stran propanovým nebo acetylenovým hořákem. Zahřívání se provádí tak dlouho, dokud se pájecí tyč zvednutá a přitlačená k objímce nezačne tavit. Se získáváním zkušeností je doba ohřevu dýmek určena změnou barvy dýmky – až do dosažení „červené záře“. Závitové tvarovky pro jejich připojení k dalším potrubím nebo k vodovodním armaturám jsou vyrobeny z bronzu a mosazi a vyžadují delší dobu ohřevu při pájení. Pro stanovení spotřeby pájky na spoj se obvykle používá následující metoda: pájecí tyč je ohnuta ve tvaru písmene G, čímž je ohyb o něco větší než průměr objímky. Jakmile se místo pájení zahřeje na požadovanou teplotu, přitlačí se pájka na mezeru mezi hrdlem a do ní vloženou trubkou a vede se kolem trubky bez zastavení ohřevu spoje. Pájka se roztaví a zateče do mezery. Je nutné natavit celý ohnutý konec pájky do mezery, ne více a ne méně. Zvýšení spotřeby pájky vede k tomu, že může protékat štěrbinou a tavit vnitřní část trubek.Snížení spotřeby pájky vede k nepájení spoje.
Při pájení potrubí musíte dodržovat základní bezpečnostní opatření pro práci s otevřeným ohněm. Je nutné pracovat v plátěných rukavicích, lépe společně s asistentem, držet trubku daleko od místa ohřevu. Při samostatné práci použijte k dočasnému zajištění trubek svorky.
Po vychladnutí je sestava připravena k provozu - jedná se o nejspolehlivější spojení měděných trubek a není vůbec obtížné. Zkušenosti s pájením měděných trubek přicházejí rychle a pro ty, kteří již znají techniku svařování plynem, je to hned jasné. Je pravda, že pro tepelné trubky potřebujete zařízení pro svařování plynem. Někdy (pro pájené spoje malých průměrů) můžete použít horký vzduch výkonného stavebního fénu s tryskou, která omezuje kužel horkého vzduchu, abyste dosáhli rychlejšího ohřevu. Dalším způsobem ohřevu bez plamene jsou elektrokontaktní zařízení. Navenek připomínají velké kleště s vyměnitelnými měděnými hlavami pro zakrytí trubek různých průměrů.
Po dokončení pájení sestavy nebo celého potrubí je nutné jej propláchnout, aby se uvolnily vnitřní dutiny od zbytků tavidla. Jak již bylo zmíněno, tavidlo funguje nejen jako mazivo pro pájku, ale také jako leptadlo pro měď, tedy ve skutečnosti jde o agresivní oxidační činidlo. A pokud ano, pak už pro něj uvnitř potrubí nemá co dělat, musí se odtamtud odstranit omytím vodou. Z vnějšího povrchu trubek se uniklé tavidlo odstraní hadrem.
Pájení potrubí na tupo není povoleno. Pokud je nutné spojovat díly end-to-end, pak trubky nepájejí, ale svařují. V zásadě se provádějí téměř stejné operace jako při vysokoteplotním pájení, kromě toho, že není zapotřebí žádné tavidlo a ohřev trubek a tvarovek se zvyšuje na teplotu tavení kovu.
Pro nízkoteplotní pájení se používají tvarovky s do nich zatavenou pájkou. Navenek se jedná o stejné tvarovky pro pájení objímky, ale podél povrchu objímky je vytlačen pás (obr. 39), do kterého výrobci nalévají pájku již ve fázi výroby fitinků. Do tvarovky lze nalít žáruvzdornou i nízkotavnou pájku, díky čemuž lze provádět oba typy pájení. Nejčastěji se však do tvarovek nalévá pájka s nízkou teplotou tavení, takže spoje na takových tvarovkách jsou klasifikovány jako nízkoteplotní pájení.
Technologie spojování měděných trubek na tavených pájecích armaturách je ještě jednodušší než na konvenčních armaturách. Trubky a tvarovky se zpracovávají přesně stejným způsobem, jak je popsáno výše. Trubky se pak vkládají do tvarovek nebo spojek. Tvarovky se ohřívají ohněm foukačky nebo horkým vzduchem stavebního fénu, pájka zapuštěná do tvarovky se roztaví a rozteče po hrdle, připájejí díly (obr. 40). To je celá technologie: vyčištěné a natavené díly jsem zapíchl do sebe, sestavu nahřál foukačem a nechal vychladnout.
Pájené měděné potrubní spoje lze použít pro všechny typy domovního potrubí, s výjimkou potrubí s vysokými teplotami (cca 150–250 °C), které se v běžném domě nevyskytují.
Spojování trubek pájením
Těsné spojování měděných trubek bez pájení
Pravidla povinného připojení
I s ohledem na skutečnost, že polymerové trubky se používají stále častěji, Hardware se stále těší velkému úspěchu. Jako kov se zpravidla používá měď, mosaz a ocel. V lepší strana měď se liší z hlediska odolnosti vůči korozi a vysokým teplotám. Ve skutečnosti se v tomto článku bude diskutovat o připojení měděných trubek.
I přes skutečnost, že měděné trubky se vyznačují vysokou cenou, vzhledem ke všem vlastnostem materiálu je jejich použití zcela oprávněné.
Nejprve se před připojením měděných trubek vyplatí rozhodnout, jak je spojit, pájením nebo jinak.
Spojování trubek pájením
Zvažte spojení měděných trubek s tvarovkami s následným pájením, které může být nízkoteplotní i vysokoteplotní. V první metodě se pájení provádí při teplotě 300 ºC. Druhá metoda se používá při uspořádání systémů s vysokým zatížením pro průmyslové účely.
Spojky fungují jako spojky pro měděné trubky, navíc je zapotřebí cín-olověná pájka a tavidlo.

Technologie pájení trubek bude následující:
- Nejprve se odřízne trubka určité velikosti.
Připojení měděných trubek: typy a vlastnosti
Tento proces musí být proveden pečlivě s ohledem na rozměry stávajícího kování.
- Konce trubek by měly být zkontrolovány, zda nevykazují jakékoli vady, jako jsou třísky, praskliny nebo otřepy. Pokud nejsou odstraněny, budou po dokončení všech prací problémy s těsností spojení.
- Poté, co se ujistíte, že jsou konce vyčištěny, můžete začít spojovat. Vzhledem k tomu, že bude spojeno několik trubek, které mohou být s různými sekcemi, je třeba odpovídajícím způsobem zvolit tvarovky.
- Dále konec potrubí a vnitřní stěny spojky by měly být ošetřeny tavidlem, které odmastí povrchy, aby se dosáhlo nejvyšší kvality spojení.
- Nyní se konec trubky zašroubuje do konektoru měděné trubky a zahřeje se. Musí být zvolen tak, aby byl průřez o 1-1,5 cm větší než trubkový průřez.Trubky jsou ohřívány plynovým hořákem. Mezera mezi potrubím a spojka naplněné roztavenou pájkou. V dnešní době můžete na trhu najít jakýkoli typ pájky, která vyhovuje vašim potřebám, takže výběr by neměl být žádný problém.
- Poté, co je pájka rovnoměrně rozmístěna po obvodu, je třeba nechat spojované díly až do úplného vytvrzení.
- V konečné fázi musíte zkontrolovat konektory pro měděné trubky a celý systém tím, že do něj napustíte vodu. V tomto okamžiku bude nejen zkontrolován systém, ale bude také vyčištěn od zbytků tavidla, které mohou časem způsobit korozi kovu.
Těsné spojování měděných trubek bez pájení
Kromě toho stojí za zmínku, že navzdory skutečnosti, že spojování trubek pájením je ve většině případů považováno za nejspolehlivější metodu, stále existují situace, kdy není možné tuto metodu použít. V takových případech se můžete uchýlit k připojení měděných trubek bez pájení. Budete potřebovat speciální tvarovky, které zajistí bezpečné spojení díky svěrnému efektu, který vzniká při závitovém spojení.
V tomto případě je připojení provedeno v následujícím pořadí:
- Nejprve se odpojí armatury, které mají často dvě součásti.
- Jeden z prvků je umístěn na potrubí. Zpravidla se jedná o matici a upínací kroužek.
- Dále se do tvarovky našroubuje trubka a matice se utáhne.

Obvykle jsou takové armatury doplněny podrobnými pokyny, které je třeba bezpodmínečně dodržovat, jinak bude provedená práce nekvalitní.
Je třeba poznamenat, že před připojením měděné trubky bez pájení stojí za to si uvědomit všechna rizika, protože je poměrně obtížné získat vysoce kvalitní spojení. Minimální deformace spojovaných částí nejsou vůbec povoleny, jinak je technologie hrubě narušena. Aby byl závitový spoj extrémně těsný, je žádoucí jej dodatečně utěsnit speciálními závity. Zároveň je třeba dávat pozor, aby neskončily s uvnitř potrubí, protože následně voda nemusí správně procházet systémem.
Pravidla povinného připojení
Pro jakýkoli typ připojení bude seznam provedených prací vypadat takto:
- Spojované trubky musí být vyrobeny ze stejného kovu. V případě, že budete spojovat měděnou trubku s trubkou z jakéhokoli jiného materiálu, musíte se rozhodnout pro požadovaný způsob připojení. Například pro spojování trubek z mědi a polyvinylchloridu nelze použít metodu pájení.
- Při připojování měděné trubky k ocelové trubce by měla být měděná trubka umístěna za ocelovou trubkou.
- Při utahování závitového spoje je třeba být maximálně opatrní, zvláště pokud máte k dispozici tenkostěnné trubky.
- Aby bylo možné správně určit množství potřebné pájky, musí mít kus drátu obvod trubky, která má být pájena.
- Pro topné potrubí se nejlépe hodí speciální hořák.
Můžete samozřejmě použít jednoduchou foukačku, ale v tomto případě se musíte připravit, že se křižovatka přehřeje a celý pracovní postup se poněkud zkomplikuje.
- Není žádným tajemstvím, že měděné trubky jsou poměrně drahý materiál. V tomto ohledu, ještě před prací, nebude zbytečné provádět předběžné výpočty objemu požadovaný materiál. Pamatujte však, že všechny spojovací díly mají také své vlastní rozměry, takže je třeba s nimi počítat.

Na závěr by nebylo od věci poznamenat, že spojování měděných trubek je technologicky středně složitý proces. Pokud se do takové práce zapojujete poprvé, musíte být připraveni na to, že se mohou objevit některé nuance. Abyste procesu porozuměli a získali o něm co největší přehled, nebude zbytečné nechat si poradit od profesionálních pracovníků nebo se alespoň seznámit s dostupnými video materiály.
Jak připojit měděné trubky: základní metody
Existuje mnoho způsobů spojování měděných trubek jediný systém potrubí. Trh poskytuje obrovské množství tvarovek, pájek, tavidel, spojovacích prvků, což vám umožňuje vytvářet odpojitelná a nerozebíratelná, servisovaná a bezobslužná připojení.
Práce s měděnými trubkami se skládá z:
- dimenzování - pokud je potrubí špatně změřeno, není možné jej správně řezat;
- řezání - vyrobeno přísně kolmo řezačkou trubek, vzhledem k tomu, že je lepší udělat více otáček než použít sílu;
- stripování - odstranění otřepů po řezání a oxidového filmu (je lepší to udělat pomocí speciální ubrousky);
- spojení.
Způsoby připojení měděných trubek:
- kapilární pájení;
- vysokoteplotní pájení;
- různé armatury.
Spojení pájením
Pro spojování měděných výrobků pájením tavidlo by mělo být aplikováno na očištěný povrch a díly by měly být okamžitě spojeny. Připojovací jednotku rovnoměrně zahřívejte plynovým hořákem (foukací hořák, páječka), dokud tavidlo nezačne měnit barvu a pájka se roztaví. Oheň hořáku je odkloněn, pájka vyplní mezeru mezi prvky.
Aby bylo množství pájky optimální, nabízejí odborníci jednoduchý návod – délka pájecí tyče by se měla rovnat průměru trubky. Před pájením můžete uříznout lištu požadované délky. Pokud je jedním z prvků armatura, která již byla připájena ve výrobě, není třeba ji přidávat.
Po vyplnění mezery pájkou je nutné nechat čas na ochlazení bez odkrytí sestavy mechanické vlivy. Jakmile pájka zcela vytvrdne, odstraňte zbývající pájku a tavidlo vlhkým hadříkem.
Měděné tvarovky: pájené a rozšířené, závitové a krimpované
Poté, co je celý systém namontován, měl by být propláchnut horká voda. Tavidlo přispívá ke korozi, takže jeho přítomnost na vnitřním povrchu je nežádoucí.
Typy tvarovek pro spojování měděných trubek
Spojení bez pájení se provádí pomocí tvarovek, které jsou rozděleny na dvě velké skupiny- přímé (spojení prvků stejného průměru) a přechodové (spojení prvků různých průměrů). Průměry mohou být od 8 do 100 milimetrů.
Na základě konfigurace se armatura (konektor) pro měděné trubky nazývá:
- spojka - musí být vyrobena ze stejného materiálu jako trubky, lze ji použít jak pro prvky se stejným průměrem, tak pro prvky s různými průměry, používá se, když není potřeba měnit směr;
- čtverec - určený ke změně směru systému o 30, 45 nebo 90 stupňů;
- T - používá se ke spojení tří konců umístěných vůči sobě pod úhlem 45 nebo 90 stupňů;
- kříž - spojuje dohromady čtyři trubky umístěné navzájem kolmo ve stejné rovině;
- adaptér ("americký", futorka, sgon, vsuvka) - pro spojování trubek z jiný materiál pomocí různých metod;
- zátka - uzávěr, zátka pro utěsnění konce trubky;
- armatura - pro připojení trubky a ohebné hadice.
Na základě způsobu může být spojení měděných trubek s tvarovkami:
- pomocí pájecího šroubení, pod jehož závitem je cín. Do ní se vloží trubka ošetřená tavidlem, sestava se zahřívá, dokud se pájka nestane tekutou a nevyplní mezeru;
- pomocí závitových (vybavených závity);
- krimpování (komprese), umožňující spojování prvků jiný průměr. Potrubí je upevněno tvarovkou pomocí těsnění ve tvaru O a odnímatelného nebo jednodílného kroužku.
Pro instalaci jsou vhodné běžné nástroje;
- lisovací tvarovka, skládající se z těla a objímky a upevněná pomocí lisovacích kleští;
- samosvorné kování, jehož základem jsou vnitřní kroužky, z nichž jeden je opatřen zuby. Po stisknutí speciálním klíčem se zuby dostanou do dalšího prstence a vytvoří bezpečné spojení. Stejně snadné jako nasazování, svlékání.
Vlastnosti měděných výrobků: co je třeba zvážit
Při instalaci měděného potrubí je důležité nejen vědět, jak připojit měděné trubky, ale také splnit několik dalších podmínek:
- pro prodloužení životnosti systému by se měla používat pouze měď a její slitiny;
- pokud je nutné použít výrobky z jiných materiálů, pak je třeba vzít v úvahu, že měď nelze kombinovat s pozinkovanou ocelí, protože to vede ke korozi ocelových prvků;
- pokud se nelze žádným způsobem vyhnout použití ocelových výrobků, měly by být namontovány před měděné prvky;
- bezpečné spojení mědi a kyselinovzdorné oceli.
Spojovací materiál
Pro konečnou instalaci jakéhokoli potrubí jsou nutné svorky pro měděné trubky.
Pro domácí potrubí se používají:
- kovové spony ve tvaru C (upevnění na jeden šroub) a ve tvaru O (upevnění na dva šrouby) vyrobené z oceli a vybavené pryžovým povlakem, který neutralizuje mechanické a akustické vibrace;
- plastové svorky (pohyblivé a stacionární) - pro vnitřní systémy, vybavené hmoždinkou a šroubem;
- konzoly - pro zavěšení nebo aranžování prvků systému.
Je zřejmé, že pro každý systém je nutné zvolit vlastní způsob instalace a upevnění. Pouze při výběru kvalitních materiálů a správná instalace potrubí bude spolehlivé a odolné.
 Na trhu moderních komunikačních systémů jsou nejoblíbenější výrobky z plastu a nerezové oceli. Jsou široce používány k vytváření potrubí pro zásobování vodou, kanalizaci a vytápění. Nicméně, měděné komunikace, navzdory vysoká cena, také pevně obsadili jejich výklenek. Jsou méně náchylné ke korozi (na rozdíl od oceli), spolehlivější než plast, což umožňuje vytvářet odolná potrubí, která budou fungovat po celá desetiletí.
Na trhu moderních komunikačních systémů jsou nejoblíbenější výrobky z plastu a nerezové oceli. Jsou široce používány k vytváření potrubí pro zásobování vodou, kanalizaci a vytápění. Nicméně, měděné komunikace, navzdory vysoká cena, také pevně obsadili jejich výklenek. Jsou méně náchylné ke korozi (na rozdíl od oceli), spolehlivější než plast, což umožňuje vytvářet odolná potrubí, která budou fungovat po celá desetiletí.
Jak si vybrat měděné trubky pro uspořádání topného nebo vodovodního systému v domě a jak instalovat měděné trubky vlastníma rukama, popíšeme v našem článku.
Nepopiratelné a nejdůležitější výhody měděných komunikací jsou:
- odolnost proti korozi;
- vysoká síla;
- plasticita a flexibilita, což usnadňuje a urychluje instalaci;
- uvnitř produktů se netvoří růst anorganických sloučenin a mikroorganismů;
- životnost komunikačních systémů.
Nejdůležitější otázkou je, jak vybrat měděné trubky tak, aby byly na dlouhou dobu splnily svůj účel bez dalších opatření na údržbu a opravy.
Při výběru měděné komunikace musíte zvážit řadu faktorů:
- rozměry potrubí;
- tlak v konkrétním systému vytápění nebo zásobování vodou;
- teplota přepravovaných látek;
- přítomnost izolační vrstvy polyvinylchloridu nebo jiného polymeru;
- přiřazení potrubí.
Jedním z hlavních parametrů je průměr měděných trubek, na kterých závisí technické specifikace.  vlastnosti potrubí a výběr armatur pro instalaci. Pro stavbu domovního potrubí se používají výrobky dvou nejběžnějších velikostí
vlastnosti potrubí a výběr armatur pro instalaci. Pro stavbu domovního potrubí se používají výrobky dvou nejběžnějších velikostí
U větších systémů lze použít větší produkty.
Rozdíl mezi měděnými trubkami a ocelovými protějšky je v tom, že i při tak malé tloušťce pracovní tlak výrobků z mědi je mnohem vyšší.
Způsoby spojování měděných trubek
Instalace a připojení měděných trubek jednotlivé prvky měděné potrubí je možné vyrábět pomocí závitových spojek, pomocí lisovací tvarovky, při použití i pájením měděných dílů plynový hořák.
První dvě metody jsou nejjednodušší a neměly by způsobovat potíže ani s vlastní montáž komunikace. Pájení měděných výrobků provádějí pouze odborníci se zkušenostmi a speciálními nástroji. Jedná se však o nejspolehlivější, nejpevnější a nejodolnější typ připojení měděných výrobků.
K vybavení měděného potrubí budete možná potřebovat následující nástroje:
- bruska s řezací kotouč nebo speciální zařízení- řezačka trubek;
- kalibrátor, který je potřeba k obnovení ideálu kulatý tvar po zpracování produktů;

Kalibrátor měděných trubek
- běžná sada klíče, včetně nastavitelných;
- pilník s jemným zářezem pro čištění částí potrubí;
- Kleště a brusná kůže pro odstraňování oxidu a přípravu kovu pro pájení;
- plynový hořák nebo výkonná horká páječka;
- pájka a tavidlo pro lepší přilnavost mědi k cínu.
Vlastnosti instalace potrubí
Zvažte podrobně každé připojení měděných trubek.
Pro připojení produktů závitovou metodou se následující postup provádí postupně.
Odřízněte trubku na požadovaný rozměr. V závislosti na typu použité armatury zkalibrujte a v případě potřeby rozšiřte část potrubí. Konce spojovaných výrobků očistěte od otřepů a prachu a vytvořte malé zkosení pro lepší spojení se spojkou.
Pokud armatura neobsahuje polymerové těsnění, musí se kolem řezu výrobku navinout speciální navíjecí páska, která zlepší utěsnění spoje.
Nasaďte upevňovací matici na trubku.
Tvarovky pro měděné trubky: typy, vlastnosti, instalační vlastnosti
Nainstalujte kompresní kroužek ve tvaru kužele, abyste vytvořili spolehlivé spojení celé konstrukce. Vložte část výrobku do tvarovky a utáhněte spojení maticí pomocí běžného klíče
Celý proces instalace je lépe vidět na videu níže:
Instalace měděných trubek s lisovací tvarovkou nezpůsobí žádné potíže. Řezy produktu se připravují stejným způsobem. Konce spojovaných trubek se zasunou do svěrné tvarovky, uvnitř které je těsnění, a pomocí svorky se materiál stlačí.
 K tomu potřebujete speciální kleště, které obalí výrobek po celém obvodu. Obyčejné kleště nebudou fungovat, protože zachytí pouze určité oblasti spoje.
K tomu potřebujete speciální kleště, které obalí výrobek po celém obvodu. Obyčejné kleště nebudou fungovat, protože zachytí pouze určité oblasti spoje.
Tato metoda a závitové připojení měděných trubek jsou nejjednodušší a nejpohodlnější. Každý, dokonce i začínající instalátor komunikačního systému, může tuto práci rychle provést. Jsou však určeny pro potrubí s nízkým tlakem vody. Pro provádění ohybů, zatáček a obcházení překážek při pokládání potrubí existují speciální prvky vyrobené ze stejného kovu.
Spojování měděných trubek pájením
Nejvyšší kvalita a spolehlivá instalace- měděné trubky se spojují pájením.
Výrobky musí být připraveny a očištěny od cizích kovových částic a prachu.
Pokud je na měděné trubce izolační vrstva polymeru, musí být odstraněna ve vzdálenosti 15-20 centimetrů od řezu produktu.
Povrch mědi podléhá oxidaci venku, proto se nahoře vytvoří vrstva oxidu kovu, která může rušit kvalitní pájení prvků. Uklízí mechanicky pomocí jemného brusného papíru.
Po zpracování řezu výrobku je nutné místo pájení otřít čistým a suchým hadříkem, aby se odstranily piliny a prach. Poté je třeba čištěný povrch ošetřit tavidlem, což je roztok kyseliny sírové a dalších látek podporujících nejlepší přilnavost kovů.
Část trubky, která má být pájena, nebude zbytečné pocínovat pájkou. Pro tohle  je třeba jej zahřát a přiložit tenká vrstva roztavená pájka. Pro instalaci měděných trubek je to nesmírně důležité.
je třeba jej zahřát a přiložit tenká vrstva roztavená pájka. Pro instalaci měděných trubek je to nesmírně důležité.
Takto připravený konec výrobku je nutné zasunout do tvarovky s malou mezerou, do které se při pájení dostane roztavená pájka. Dále zahřejte místo určené k pájení plynovým hořákem nebo silnou páječkou.
Je však třeba poznamenat, že příliš vysoká teplota může poškodit spoj, protože pájka se sroluje.
Před pájením je potřeba spoj pevně zafixovat, protože i malá vibrace může narušit kvalitu spoje.
V konečné fázi pokládky měděných trubek vložte do mezery mezi výrobkem a tvarovkou pájku, která má tvar podobný běžnému drátu, a roztavte ji. Po vychladnutí je připojení připraveno k použití.
Chtěl bych upozornit na skutečnost, že proces ochlazování místa pájení by měl probíhat postupně přirozeně. Postup s studená voda nebo vlhkým hadříkem, jako při elektrickém svařování, v tomto případě je přísně zakázáno. V opačném případě se pájka rozpadne a spojení bude muset být přepracováno.
Po dokončení instalace - měděné trubky jsou v potrubí instalovány při dodržení všech pravidel, je nutné vyzkoušet výkon celého systému krátkým přívodem vody. Během testu by měly být pečlivě zkontrolovány všechny spoje potrubí a připojení k vodovodnímu zařízení. Pro váš klid je potřeba dodávat vodu s tlakem o něco vyšším, než je pracovní hodnota. Pokud potrubí projde tímto testem, lze jej bezpečně připojit do provozního režimu.
Navzdory vývoji technologie a popularitě použití polymerů se kov úspěšně používá při výrobě potrubí pro vodovodní a topné systémy. Pro tyto účely se obvykle používá ocel, mosaz a měď. Ten má vynikající odolnost proti korozi, mechanickou pevnost a odolnost vůči vysokým teplotám a tlakům. Proto i přes některé vysoké náklady na tento materiál je jeho použití plně oprávněné.
Před připojením měděných trubek se musíte rozhodnout, zda to provést s pájením nebo bez něj.
Pájené spojení
Jednou z prvních možností, kterou je třeba zvážit, je spojování trubek pájením. Ihned je třeba poznamenat, že existují dva způsoby pájení měděných trubek - jedná se o nízkoteplotní a vysokoteplotní metodu. Jak asi tušíte, rozdíl mezi nimi spočívá v teplotě, při které dochází k pájení. V nízkoteplotním režimu se prvky zahřívají až na 300 °C a používají se pájky s nízkou teplotou tání. Vysokoteplotní pájení se používá pro instalaci systémů, které jsou výrazně namáhány, například v průmyslu je použití této techniky pro soukromé účely nepraktické.

Při spojování měděných trubek pájením se zpravidla používají spojovací prvky nazývané tvarovky, pájky na bázi cínu a tavidla. Proces připojení potrubí je následující.
- Nejprve musíte odříznout trubky správná velikost. V tomto případě se vyplatí být opatrný a určitě vzít v úvahu rozměry samotného kování.
- Konce spojovaných trubek musí být pečlivě zkontrolovány na přítomnost různých vad, jako jsou praskliny, třísky nebo otřepy. Jejich přítomnost je nepřijatelná, protože může ovlivnit těsnost spoje, proto, pokud jsou zjištěny, musí být odstraněny všechny závady.
- Pokud jsou konce trubek v pořádku, můžete přistoupit k připojení. Je třeba poznamenat, že existuje několik možností připojení, například potřebujete připojit více než dvě trubky nebo trubky různých průměrů, takže je třeba vybrat armatury, které odpovídají účelu.
- konec trubky a vnitřní část spojovací prvek je ošetřen tavidlem - speciálním složením, které působí jako odmašťovač, který připravuje povrch pro pevnější spojení.
- Poté se konec trubky vloží do tvarovky a zahřeje se. Tvarovka se volí tak, aby její průměr byl o 1–1,5 mm větší než průměr trubky. Ohřev potrubí se provádí pomocí plynového hořáku. Prostor mezi připojenými prvky je vyplněn spotřební pájkou. Moderní trh nabízí různé hotové pájky, které se snadno používají, takže by to neměl být problém.
- Poté, co je pájka rovnoměrně rozložena po celém obvodu, spojované části by měly být ponechány, dokud pájka zcela neztuhne a vytvoří pevný spoj.
- Posledním krokem by měla být kontrola připojení, to znamená, že voda musí být zapnuta. Dojde tak nejen ke kontrole, ale také k odstranění zbytků tavidla, které mohou zůstat na vnitřním povrchu trubek, což je nežádoucí, protože může způsobit korozi.
Připojení bez pájení
Je třeba také poznamenat, že i přesto, že spojení měděných trubek pájením je ve většině případů nejspolehlivější a nejvhodnější, jsou chvíle, kdy pájení není možné a v takových případech je možné uchýlit se ke spojení bez pájení pomocí speciálních armatur. Jejich princip činnosti je založen na svěrném účinku vyplývajícím ze závitového spojení. Proces připojení je následující.
- Nejprve je třeba rozebrat armaturu, která se obvykle skládá ze dvou částí.
- Jedna z částí se nasadí na potrubí. Přesněji řečeno, nasadí se matice a upínací kroužek.
- Poté se trubka vloží do spojovací armatury a matice se utáhne podél závitu.

K armaturám tohoto druhu je zpravidla připojen pokyn, v jehož přísném souladu musí být provedena veškerá práce.
Poznámka! Spojení potrubí tímto způsobem není dostatečně spolehlivé, proto jsou nepřijatelné i sebemenší deformace v připojení, stejně jako porušení technologie. Pro dosažení větší těsnosti závitového spoje jej lze utěsnit speciálními závity, přičemž je nepřípustné, aby se přebytky dostaly dovnitř potrubí, protože to může bránit volnému průchodu vody.
Bez ohledu na zvolenou metodu připojení by práce měla být provedena při dodržení řady obecných pravidel:
- Pro připojení musí být použity trubky ze stejného kovu. Pokud potřebujete připojit měděnou trubku s jakoukoli jinou, musíte zvolit vhodnou metodu. Například pro připojení mědi a PVC trubky pájení není vhodné.
- Pokud je určeno pro připojení mědi a ocelové trubky, pak by měla být ocel umístěna před mědí.
- Při utahování závitové spoje je třeba dávat pozor, zvláště pokud se používají tenkostěnné trubky.
- Aby nedošlo k záměně s množstvím pájky, je třeba vzít délku drátu rovnající se kruhu potrubí.
- K ohřevu potrubí je nejlepší použít speciální hořák. Použití klasické foukačky je v zásadě přijatelné, ale hrozí přehřátí křižovatky, což zkomplikuje práci.
- Měděné trubky jsou z materiálového hlediska poněkud nákladné, proto je vhodné provést před zahájením práce předběžné výpočty množství materiálu. Zároveň by se nemělo zapomínat, že spojovací prvky mají také určité rozměry, které je také třeba vzít v úvahu.

Závěrem je třeba říci, že spojování měděných trubek není z technologického hlediska příliš složitý proces, ale některé potíže mohou nastat hned napoprvé. Abyste měli o procesu co nejúplnější obrázek, můžete se poradit s profesionály nebo se alespoň podívat na video na toto téma.
Video
Toto video ukazuje proces pájení měděných trubek.